1.本发明涉及平面度测量技术领域,具体涉及一种平面度测量仪及方法。
背景技术:
2.机械加工中常常需要对加工后工件的平面度进行测量,来验证产品是否合格,大多平面度测量仪需要人工进行操作,不便于使用,对操作者的专业知识要求比较高。目前传统的测量方法主要有几种,第一种是通过将工件放置在基准台上,人通过肉眼观察或者是加塞尺的方法测量板和工件之间的间隙来判断工件的平面度是否合格。这种测量方法精度低,人工劳动强度比较大;第二种种使用很广泛的测量平面度的工具是三坐标测量仪,三坐标测量仪对环境要求很严格,不适用于生产现场对产品进行质量监控,测量效率方面也存在很大的缺陷,对操作者的专业知识与综合素质要求比较高,维修不方便;第三种是激光平面度测量仪,现有技术中,激光平面度测量仪通常包括一测试平面、位于测试平面上方的激光发射器,每次在检测时都需要调节使激光发射器抬起,将测试样品放置在测试平面上,然后调整激光发射器与测试样品测试平面之间的间距,故每次更换待测产品时需要把激光发射器抬起来才能进行更换,操作不方便,且测量效率较低;第四种是将激光头安装在测试台下方,多个激光头固定不动,这种多激光头测量仪相对成本较高,测量的点也有限,测量精度较低。
技术实现要素:
3.本发明提供了一种平面度测量仪及方法,解决了以上所述的对加工后工件的平面度测量精度低的技术问题。
4.本发明为解决上述技术问题提供了一种平面度测量仪,包括:控制器、机械手、激光测距器及用于装夹待测工件的测量台;
5.所述测量台处于至少一个所述机械手抓放工件的测量工位上,各所述机械手用于将待测工件从毛坯位抓取并放置于测量台上,且还用于控制所述机械手抓取、放下测量合格工件至成品位,或抓取、放下测量不合格工件至废品位;
6.所述测量工位位于所述激光测距器的测量轨迹上,所述激光测距器用于测量该激光测距器至测量工位上的待测工件之间的距离值;
7.所述控制器用于根据激光测距器测量得到的距离值判断待测工件是否合格。
8.可选地,所述测量仪还包括机架,所述机架上设有相互平行的第一旋转轴及第二旋转轴,所述测量台与所述第一旋转轴可拆卸连接,所述激光测距器与所述第二旋转轴可拆卸连接,所述第一旋转轴及第二旋转轴联动以实现激光测距器对待测工件的表面进行螺旋走线以检测平面度。
9.可选地,所述第一旋转轴及第二旋转轴均为竖直旋转轴,所述第二旋转轴的上端水平延伸设有摆杆,所述摆杆末端与所述激光测距器连接,所述摆杆摆动以使所述激光测距器沿着所述待测工件的径向移动扫描。
10.可选地,所述机架上还设有与所述第一旋转轴平行的第三旋转轴,所述第三旋转轴与所述机械手固定连接。
11.可选地,所述测量台包括用于固定和松开待测工件的气动吸附治具或磁吸附治具。
12.可选地,四个所述机械手均匀分布在所述测量台的四周。
13.本发明还提供了一种平面度测量方法,包括以下步骤:
14.s1,通过机械手将待测工件抓取并放置于测量台上进行固定;
15.s2,开启激光测距器对待测工件表面的平面度进行测量;
16.s3,经过测量后,通过机械手将合格工件抓取并放置于成品位,或将不和工件抓取并放置于废品位。
17.可选地,所述s1具体包括:
18.s11,将待测工件的工艺参数值通过人机界面输入给控制器;所述工艺参数包括直径及厚度;
19.s12,调整第二旋转轴使激光测距器对准测量台以测得基准位置;
20.s13,机械手在毛坯位抓取待测工件,并将工件放置到测量台。
21.可选地,所述s2具体包括:通过第二旋转轴带动激光测距器从所述待测工件的边缘移动到中心,且同时控制第一旋转轴带动所述待测工件自转,以使得所述激光测距器在所述待测工件上的所有测量点形成一条螺旋线,控制器实时记录激光测距器所测得测量点的数据,并计算出所述待测工件的平面度。
22.可选地,所述平面度p=h
‑
h1,h=(a/32767*20
‑
4)*8/16 26,h1=l
‑
d
△
d;
23.其中,h是测量工程值,a为控制器读到的ad值,h1是测量基准值,l是激光测距器至测量台的距离值,d为待测工件厚度,
△
d为厚度补偿。
24.有益效果:本发明提供了一种平面度测量仪及方法,包括:控制器、机械手、激光测距器及用于装夹待测工件的测量台;测量台处于至少一个机械手抓放工件的测量工位上,各机械手用于将待测工件从毛坯位抓取并放置于测量台上,且还用于控制机械手抓取、放下测量合格工件至成品位,或抓取、放下测量不合格工件至废品位;测量工位位于激光测距器的测量轨迹上,激光测距器用于测量该激光测距器至测量工位上的待测工件之间的距离值;控制器用于根据激光测距器测量得到的距离值判断待测工件是否合格。可以实现工件平面度测量各个工序的自动化,即提高了测量精度和测量效率,又节省了人力成本。
25.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。本发明的具体实施方式由以下实施例及其附图详细给出。
附图说明
26.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
27.图1为本发明平面度测量方法的流程示意图;
28.图2为本发明平面度测量仪的结构示意图;
29.图3为本发明平面度测量仪的各工位示意图;
30.图4为本发明平面度测量仪的工作原理图;
31.图5为本发明平面度测量方法的测量结束后工件表面的测量点云图。
32.附图标记说明:成品位1,毛坯位2,测量台3,第二轴4,机械手5,第一轴6,第三轴7,激光测距器8。
具体实施方式
33.以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。在下列段落中参照附图以举例方式更具体地描述本发明。根据下面说明和权利要求书,本发明的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本发明实施例的目的。
34.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
36.如图1至图5所示,本发明提供了一种平面度测量仪,包括:控制器、机械手5、激光测距器8及用于装夹待测工件的测量台3;测量台3处于至少一个机械手5抓放工件的测量工位上,各机械手5用于将待测工件从毛坯位2抓取并放置于测量台3上,且还用于控制机械手5抓取、放下测量合格工件至成品位1,或抓取、放下测量不合格工件至废品位。
37.测量工位位于激光测距器8的测量轨迹上,激光测距器8用于测量该激光测距器8至测量工位上的待测工件之间的距离值;控制器用于根据激光测距器8测量得到的距离值判断待测工件是否合格。可以实现工件平面度测量各个工序的自动化,即提高了测量精度和测量效率,又节省了人力成本。
38.可选的方案,所述机架上设有相互平行的第一旋转轴6及第二旋转轴4,所述测量台3与所述第一旋转轴6可拆卸连接,所述激光测距器8与所述第二旋转轴4可拆卸连接,所述第一旋转轴6及第二旋转轴4联动以实现激光测距器8对待测工件的表面进行螺旋走线以检测平面度。机架上还设有与所述第一旋转轴6平行的第三旋转轴7,所述第三旋转轴7与所述机械手5固定连接。三个旋转轴平行,彼此配合联动,在高度空间上错开让位,避免碰撞。在测量前,为了实现平面度测量,需要校准基准和给出一系列测量参数设置接口。包括测量工件的直径、厚度、测量模式和工艺标准等。校准基准方法:先把第二旋转轴4移动到激光测距器8的激光头对准第一旋转轴6工作台,然后按一下基准1,然后回零第二旋转轴4,等第二旋转轴4回零后按一下基准2,控制器会保存这两个基准值,用于后续的平面度计算。输入工件参数和基准校准完成后,回零第三旋转轴7和第二旋转轴4。然后再按循环启动,系统会自动进行测量。如果要保存测量数据,在测量前要挂载u盘。
39.在一个具体的实施场景中,待测工件为待测量的锯片。机械手5用来抓取待测量锯
片,并将锯片搬运至测量工位,等待测量完成后,机械手5再将锯片搬运至成品位1或者废品位。为了提高测试效率,共设计有四个机械手5,分别位于毛坯位2上方、测量位上方、成品位1上方和废品位上方,四个工位分布在一各圆周上,所以四个机械手5也分布在圆周上。机械手5绕着测量台3圆心旋转,切换所在的工位,实现锯片的搬运。机械手5的纵向位移通过气缸控制,机械手5旋转切换所在的工位是通过伺服电机控制。机械手5下降至锯片位置,机械手5上装有电磁铁,磁铁将锯片吸附到机械手5上,当控制器检测到机械手5上有锯片时,控制气缸向上运行,运行到位后,再控制伺服电机将机械手5水平移动至测量工位上方,然后再控制气缸,将锯片放置测量工位的测试台上。等待测量完成后,根据测量结果,再按上述控制方法将锯片放置到成品位1或者废品位。在取毛坯锯片或者放置锯片时,四个机械手5会根据每个机械手5上的锯片情况同时动作,比如,当毛坯位2的机械手5下降去取锯片时,测量位上方的机械手5上抓有待测锯片,此时,测量位上方的机械手5也会下降,将待测锯片放置到测量位,同理,如果成品位1和废品位上方的机械手5上正好有成品或者废品,也会下降放置锯片。这样大大的提高了测试的效率。
40.可选的方案,第一旋转轴6及第二旋转轴4均为竖直旋转轴,所述第二旋转轴4的上端水平延伸设有摆杆,所述摆杆末端与所述激光测距器8连接,所述摆杆摆动以使所述激光测距器8沿着所述待测工件的径向移动扫描。平面度测量仪共包含了三个伺服电机,这里分别称为第三旋转轴7、第二旋转轴4和第一旋转轴6,第三旋转轴7是带动四个机械手5旋转,切换机械手5所在的工位,如毛坯位2上方的机械手5抓取工件后,第三旋转轴7旋转90度,此机械手5就到达测量位上方;第二旋转轴4带动测量台3上的机械手5旋转,进而带动激光测距头工件的边缘运行到工件中心;第一旋转轴6是带动测量台3旋转,进而带动待测工件旋转。
41.可选的方案,测量台3用来测量锯片的平面度,测量台3下方装有电机,测量过程中电机带动测试台旋转,进而带动锯片旋转,测量台3上还装有机械手5,机械手5带动激光测距器8水平移动,测量过程中,机械手5带动激光测距头在锯片边缘的上方运行至锯片中心的上方,激光测距头运行的时候下面的锯片也在旋转,运行的过程控制器在记录激光头测得的各个点的数据,这些点在锯片上的分布形成下图的螺旋线,这些点基本均匀的覆盖了整个锯片,能较精确的反应整个锯片的平面度。
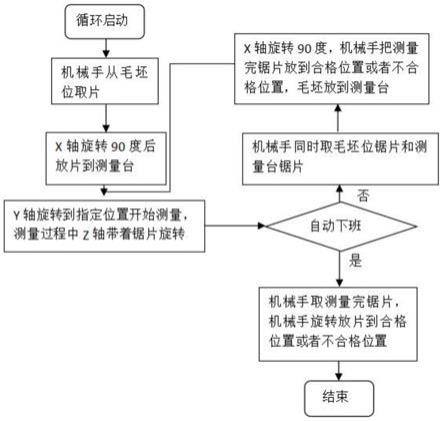
42.测量的具体流程是:机械手5从毛坯位2取待测锯片,第三旋转轴7旋转90度,抓取了锯片的机械手5到达测量位,将锯片放置到测量台3,第二旋转轴4带动激光测距头到达指定位置开始测量,测量过程中,第二旋转轴4继续运行,同时第一旋转轴6带着锯片旋转,测量的同时控制器将测量数据和测量锯片的位置直观的显示在人机界面上。测量完成后,控制器计算得出当前锯片为合格锯片或不合格锯片,机械手5取测量完的锯片,然后第三旋转轴7旋转并放置锯片到成品位1或者废品位。
43.可选的方案,测量台3包括用于固定和松开待测工件的气动吸附治具或磁吸附治具。也可以采用其他的装夹方式,在此不做限定和赘述。
44.如图1所示,本发明实施例还提供了一种平面度测量方法,包括以下步骤:
45.s1,通过机械手5将待测工件抓取并放置于测量台3上进行固定;
46.s2,开启激光测距器8对待测工件表面的平面度进行测量;
47.s3,经过测量后,通过机械手5将合格工件抓取并放置于成品位1,或将不和工件抓
取并放置于废品位。
48.在一个具体的实施场景中:
49.(1)将待测工件的直径、厚度等工艺参数值通过人机界面输入给控制器;
50.(2)调整第二旋转轴4使激光测距器8对准测试台,测得基准位置,控制器记录比基准值;
51.(3)机械手5在毛坯位2抓取待测工件,并将工件放置到测量台3;
52.(4)第二旋转轴4带动激光测距头从工件边缘移动到工件中心,此时第一旋转轴6也在带动工件旋转,这个过程中激光测距头将测得所有点的数据传输给控制器,这些点在工件上形成一条螺旋线,控制器通过这些点的数据计算出此工件的平面度,具体的计算方法是:
53.平面度p=h
‑
h1,h=(a/32767*20
‑
4)*8/16 26,h1=l
‑
d
△
d;
54.其中,h是测量工程值,测量工程值h=转换公式(ad值),测量基准值h1=基准
‑
工件厚度 厚度补偿a为控制器读到的ad值,h1是测量基准值,l是激光测距器8至测量台3的距离值,d为待测工件厚度,
△
d为厚度补偿。
55.测量过程中数据处理逻辑:在第二旋转轴4零点位置,重新计算基准;判断第一个测量的工件差值点是否在
±
0.1范围内,如果是则把该值定为厚度补偿值。在厚度补偿值不为0时判断后面测量数据。如果当前测量的工件差值和上一次测量的工件差值小于允许突变值(可设置),则有效;如果大于允许突变值,但是小于0.15,则当前测量值无效,获取上一次测量为当前测量值;(为了避开激光头打在工件上孔的边缘引起的测量不准);如果大于0.15,则让当前点的值以及当前点之前测量的n1个点和之后的n2个点测得数据都无效,这些点都等于n1点前面一个点的数据。(n1和n2是根据大量测试的经验值,为了避开工件上的孔引起的测量不准)。
56.以上所述,仅为本发明的较佳实施例而已,并非对本发明作任何形式上的限制;凡本行业的普通技术人员均可按说明书附图所示和以上所述而顺畅地实施本发明;但是,凡熟悉本专业的技术人员在不脱离本发明技术方案范围内,利用以上所揭示的技术内容而做出的些许更动、修饰与演变的等同变化,均为本发明的等效实施例;同时,凡依据本发明的实质技术对以上实施例所作的任何等同变化的更动、修饰与演变等,均仍属于本发明的技术方案的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。