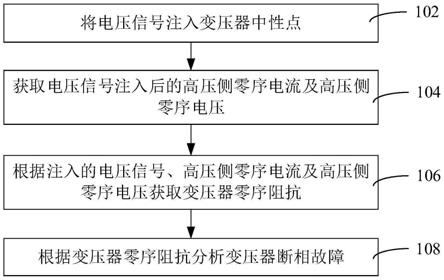
1.本发明属于醋醅酸度化验技术领域,具体涉及一种醋醅酸度化验方法。
背景技术:
2.在酿醋的过程中,需要化验醋醅的酸度,以判断发酵是否完成。现有的醋醅化验方法步骤是:称取10g醋酸发酵的醋醅,加中性水90ml浸泡2h,浸泡液过滤,取其滤液1ml于250ml三角瓶中,加中性水50ml,滴入两滴酚酞指示剂,用0.1m的naoh滴定至粉红色,30s内不变色为终点,记录naoh用量计算醋醅酸度。在此过程中,由于所取滤液位置不同、称取醋醅的质量的偏差以及加入中性水的量的偏差,对滴定终点的判断都有很大影响,误差较大,导致发酵是否完成判断不准确,会引起发酵的过氧化,影响发酵质量。
技术实现要素:
3.本发明克服了现有技术存在的不足,提供了一种可以更加直观的判断发酵是否完成的醋醅酸度化验方法,测试数据更加准确直观。
4.为了解决上述技术问题,本发明采用的技术方案为:一种醋醅酸度化验方法,具体包括以下步骤:
5.(1)、取醋酸发酵的醋醅,挤出汁液;
6.(2)、用移液管取其挤出液1ml于烧杯中,加入50ml中性水,在磁力搅拌下用0.1m的naoh滴定至ph计显示值为8.2,记录naoh用量,计算醋醅酸度。
7.所述步骤(1)中,取醋酸发酵的醋醅100g,将醋醅放入饸烙机中挤汁,挤出汁液的体积为30ml。
8.所述步骤(2)中,选择体积为100ml的烧杯。
9.所述步骤(2)中,酸度的计算方法为:
10.b={[(v1‑
v2)*c*0.06]/[v3*(10/100)]}*100
[0011]
式中:
[0012]
b—样品中总酸的含量(以乙酸计),g/100ml;
[0013]
v1—滴定测试样品稀释液消耗掉氢氧化钠标准滴定液的体积,ml;
[0014]
v2—滴定试剂空白样品消耗掉氢氧化钠标准滴定溶液的体积,ml;
[0015]
v3—吸取测试样品的体积,ml;
[0016]
c—氢氧化钠标准滴定溶液的浓度,mol/l;
[0017]
0.06—与1.00ml氢氧化钠标准溶液[c(氢氧化钠)=1.000mol/l]相当的乙酸的质量,g。
[0018]
所述试剂空白样品是指实验用水。
[0019]
本发明与现有技术相比具有以下有益效果。
[0020]
一、本发明以大量实验数据为基础,采用醋醅挤出汁测量醋醅酸度,以滴定至ph计显示值为8.2为滴定终点,可以准确测量醋醅的酸度,因为醋酸发酵基于酒精发酵,醋酸发
酵过程即为酒精转化为醋酸的过程,醋酸发酵完成时的醋酸酸度理论上应该与酒精成比例,检测挤汁后其汁液的酸度应该为酒精发酵完成时的酒精度,本发明可以更加直观的显现出醋酸发酵是否完成,对生产有更加准确直观的指导作用。
[0021]
二、本发明与传统的醋醅酸度化验方法相比,操作过程中人为操作误差较小,滴定终点的判断更为准确。
[0022]
三、本发明消耗1mnaoh的用量约为10~15ml,而传统方法滴定消耗的1mnaoh用量约为1~1.5ml,本发明消耗的体积大,误差影响小,计算结果更准确。
[0023]
四、本发明醋醅酸度化验耗时约为0.5个小时,而传统方法用时最少2.5个小时,用时较长,本发明不但可以节约时间,同时对生产有更加及时准确的指导意义。
具体实施方式
[0024]
以下结合具体实施例对本发明作进一步说明。
[0025]
一种醋醅酸度化验方法,具体包括以下步骤:
[0026]
(1)、取醋酸发酵的醋醅100g,采用饸烙机挤汁,挤出汁液约30ml;
[0027]
(2)、用移液管取其挤出液1ml于100ml烧杯中,即v3=1ml,加入50ml中性水,在磁力搅拌条件下用0.1m的naoh滴定至ph计显示值为8.2,记录naoh用量v1;
[0028]
(3)、取试剂空白样品,即50ml的实验用中性水,用0.1m的naoh滴定至ph计显示值为8.2,记录naoh用量v2,计算醋醅酸度b。
[0029]
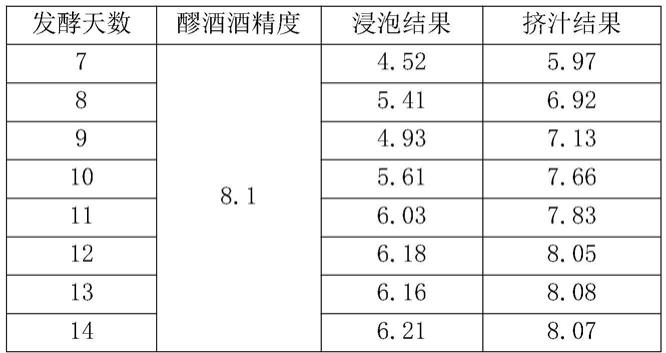
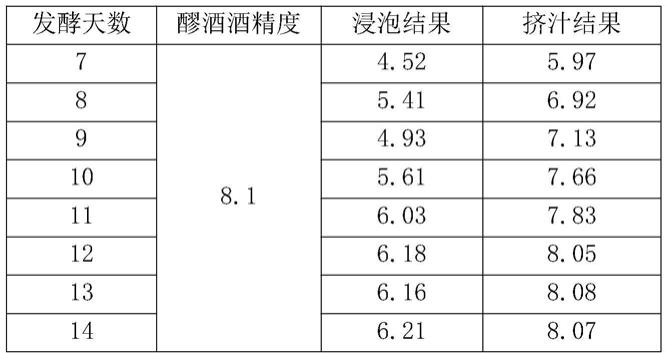
对同一批发酵产品,每日取醋醅100g,进行挤汁化验,其酸度记录数据如下:
[0030]
表1醋醅酸度数值
[0031][0032]
在发酵的过程中,对醋醅进行化验,当本发明的化验方法,即挤汁结果,连续三天数值不再增长,可以判断发酵完成,且醋醅酸度基本与酒精度一致,用本发明方法可以确定醋酸发酵是否完成,可以直观准确的判断醋酸发酵的终点,且通过化验的醋醅酸度值可以直接指导后序规定度数的醋成品的配制。
[0033]
对不同批次发酵完成后的成醅进行酸度测量,数据分析:
[0034]
参照酒精度:发酵完成后,取其醪液100g,加水250ml进行蒸馏,当蒸馏液达到100ml时停止蒸馏,采用酒精计测定其酒精度,即为醪液酒精度x;
[0035]
采用本发明测定成醅的酸度,即挤汁结果b;
[0036]
对照组:称取10g醋酸发酵完成后的成醅,加中性水90ml浸泡2h,浸泡液过滤,取其
滤液1ml于250ml三角瓶中,加中性水50ml,滴入两滴酚酞指示剂,用0.1m的naoh滴定至粉红色,30s内不变色为终点,记录naoh用量计算醋醅酸度,即浸泡结果a,其计算方法与本发明的计算方法相同。
[0037]
表2酒精度与成醅酸度数据
[0038]
批次酒精度x酒精酸浸泡结果a挤汁结果b差值(x
‑
a)差值(x
‑
b)17.51.015.337.212.170.2928.71.136.678.622.030.0838.11.026.098.022.010.0848.41.176.388.392.020.0158.21.286.28.212
‑
0.0168.71.216.678.932.03
‑
0.2378.61.36.979.151.63
‑
0.5588.11.476.678.131.43
‑
0.0398.51.426.678.791.83
‑
0.29107.51.365.516.971.990.53118.11.426.067.942.040.16128.31.546.188.312.12
‑
0.01138.31.56.067.792.240.51148.51.436.068.042.440.46157.71.826.067.791.64
‑
0.09168.51.366.368.342.140.16178.51.555.647.322.861.18188.41.586.548.391.860.01197.51.765.276.912.230.59207.51.766.077.641.43
‑
0.14217.61.76.117.671.49
‑
0.07227.61.826.058.151.55
‑
0.55238.41.766.848.421.56
‑
0.02 平均
ꢀꢀꢀ
1.950.09
[0039]
由表2可知,本发明方法测定的醋醅酸度基本与酒精度一致,其值相差平均0.09,最大差值为酒精度比酸度高1.18,其原因为醋酸发酵不完全。
[0040]
表3成醅酸度测定结果分析
[0041][0042]
x平均值,
[0043]
y平均值,
[0044]
x标准偏差=0.2317
[0045]
y标准偏差=0.02
[0046]
x置信度(90%)=1.86
±
0.079
[0047]
y置信度(90%)=0.23
±
0.007
[0048]
由表3可知,传统方法与本发明方法比较,本发明方法测得总酸比原方法高1.86,同时其差值与新方法测定结果成比例,即,其比例为0.23。本发明方法开始使用时可以按照此比例计算传统方法测定的总酸含量,以慢慢适应本发明的方法。
[0049]
假设采用本发明化验的醋醅酸度结果为b1时,计算传统方法测试结果a1时,根据推断出a1=0.77*b1。
[0050]
本发明方法检测醋酸发酵完成后的成醅的酸度*0.77即为传统方法的检测酸度,可以让生产员工采用此计算方法适应本发明方法检测数据,同时与传统的检测数据比较时
有据可查。
[0051]
对发酵后下一工序进行熏制后的熏醅采用本发明的方法和传统方法分别测量其酸度,酸度数值对比如下:
[0052]
表4熏醅测定结果分析
[0053][0054]
x平均值=1.94
[0055]
y平均值=0.22
[0056]
x标准偏差=0.1758
[0057]
y标准偏差=0.0173
[0058]
x置信度(90%)=0.97
±
0.066
[0059]
y置信度(90%)=0.22
±
0.007
[0060]
由表4可知,传统方法与本发明方法比较,本发明方法测定总酸比传统方法高1.97,同时其差值与本发明方法测定结果成比例,其比例为0.22,本发明方法开始使用时可以按照此比例计算传统方法测定的熏醅的总酸含量,以适应本发明的化验方法。
[0061]
本发明方法检测熏醅的酸度*0.78即为传统方法检测熏醅的酸度。
[0062]
上述实施方式仅示例性说明本发明的原理及其效果,而非用于限制本发明。对于熟悉此技术的人皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改进。因此,凡举所述技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。