1.本发明属于橡胶跑道技术领域,特别是涉及一种纳米新材料橡胶跑道。
背景技术:
2.目前国内普遍铺装的塑胶跑道是以油性双组份聚氨酯(pu)为粘合剂的聚氨酯pu跑道。聚氨酯pu跑道的生产材料中普遍使用甲苯二异氰酸酯(tdi)或二苯基甲烷二异氰酸酯(mdi),在施工过程中要添加有机溶剂(如二甲苯或醋酸乙酯等)作为稀释剂,有时还要添加催干剂促使快干。
3.这些有机溶剂最终要会挥发到大气中,而且聚氨酯跑道在高温使用过程中会产生一些刺激性气味,因此,传统聚氨酯跑道在生产材料上和施工环节方面对施工人员和大气环境都会产生现实和潜在的危害;此外在施工时,配比好的聚氨酯材料如果不能在四小时内使用,就会固化报废,产生材料的损耗和浪费。
技术实现要素:
4.本发明主要解决的技术问题是提供一种纳米新材料橡胶跑道及制作方法,通过各原料之间的协同配合,得到的橡胶跑道物理机械性能优秀,具有优异的拉伸强度和耐磨性,此外,产品无二氧化碳残留,不会二次污染环境,通过回收利用胶凝剂降低成本,安全环保。
5.为解决上述技术问题,本发明采用的一个技术方案是:一种纳米新材料橡胶跑道,主要由以下重量份的原料制得:
6.橡胶颗粒40~80份、胶凝剂50~80份、聚醚混料10~60份、氢氧化铝阻燃剂10~30份、硫磺5~10份、端羟基聚丁二烯5~10份、钼酸钠10~15份、玻璃纤维粉1~5份和填料100~200份;
7.所述胶凝剂为酚醛树脂胶粘剂和环氧树脂胶粘剂的混合物;
8.聚醚混料的制备方法为:将滑石粉与聚醚多元醇以重量比为1:0.5~0.8的比例混合,并加入纳米新材料改性聚氨酯粘结剂混匀,得到聚醚混料。
9.进一步地说,主要由以下重量份的原料制得:
10.橡胶颗粒40~50份、胶凝剂50~60份、聚醚混料30~40份、氢氧化铝阻燃剂10~20份、硫磺6~8份、端羟基聚丁二烯8~10份、钼酸钠10~12份、玻璃纤维粉1~3份和填料100~150份。
11.进一步地说,所述填料为纳米级碳酸钙和纳米碳酸钡的混合物;
12.所述纳米级碳酸钙和所述纳米碳酸钡的重量比为1:1~3。
13.进一步地说,所述纳米新材料橡胶跑道的原料中还包括:1~2重量份的聚羧酸系减水剂。
14.进一步地说,所述纳米新材料橡胶跑道的原料中还包括:1~2重量份的纳米级氧化镁粉。
15.进一步地说,所述酚醛树脂胶粘剂和环氧树脂胶粘剂的重量比为1:1~3。
16.一种纳米新材料橡胶跑道的制作方法,包括以下步骤:
17.(a)将橡胶颗粒、胶凝剂、聚醚混料和端羟基聚丁二烯按比例进行混合和挤出,得到弹性体;
18.(b)将步骤(a)的弹性体与氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉、填料、聚羧酸系减水剂和纳米级氧化镁粉按比例进行混合、挤出和压花,得到片材;
19.(c)对片材进行硫化和冷却,得到纳米新材料橡胶跑道。
20.进一步地说,步骤(a)中混合温度为140~180℃,混合时间为10~15min。
21.进一步地说,步骤(b)中混合温度为120~160℃,混合时间为5~10min。
22.进一步地说,步骤(c)中硫化温度180
‑
195℃,硫化时间在20
‑
40min;
23.所述硫化时通过硫化机进行硫化,所述硫化机包括:传输装置、硫化腔体和控制装置,所述传输装置贯穿所述硫化腔体,用于运输待硫化处理的片材或者输出硫化处理后的片材,所述硫化腔体,用于针对待硫化处理的片材进行硫化处理,所述控制装置分别与所述传输装置和所述硫化腔体连接,用于控制所述传输装置进行传输片材和控制所述硫化腔体进行硫化处理;
24.所述硫化腔体包括:硫化腔室和加热模块,所述加热模块包括温控单元和加热单元,所述加热单元附着在所述硫化腔室的内壁,当所述控制装置控制所述硫化腔体进行硫化处理时,所述温控单元接收所述控制装置的控制信息,并设置硫化温度和硫化时间,根据设置的硫化温度和硫化时间对所述加热单元进行温度控制,而且在硫化处理完成时向所述控制装置反馈硫化处理完成信息。
25.本发明的有益效果至少具有以下几点:
26.(1)本发明通过以橡胶颗粒、胶凝剂和环氧树脂胶粘剂的混合胶凝剂、聚醚混料和氢氧化铝阻燃剂为基础原料,并加入硫磺、端羟基聚丁二烯、钼酸钠、玻璃纤维粉和填料制得橡胶跑道,通过各原料之间的协同配合,得到的橡胶跑道物理性能优秀,具有优异的拉伸强度和耐磨性。
27.(2)本发明的橡胶跑道无二氧化碳残留,不会二次污染环境,通过回收利用胶凝剂降低成本,安全环保,是一种原料配方合理、性能优良且环保的预制型跑道卷材,适用于竞赛、训练等运动场地及健身场地铺设。
28.(3)本发明卷材制备时先将橡胶颗粒、胶凝剂、聚醚混料和端羟基聚丁二烯混合和挤出,得到弹性体;再与氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料混合、挤出,压型后得到片材,最后将片材硫化后得到橡胶跑道,通过原料的密炼、压制和硫化制得,工艺简单、环保,适合大批量生产。
具体实施方式
29.下面对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
30.实施例1
31.一种纳米新材料橡胶跑道,由以下重量份的原料制得:橡胶颗粒40份、酚醛树脂胶粘剂22份、环氧树脂胶粘剂33份、聚醚混料50份、氢氧化铝阻燃剂10份、硫磺8份、端羟基聚丁二烯10份、钼酸钠12份、玻璃纤维粉1份和填料200份。
32.其制备方法如下:
33.(1)将橡胶颗粒、酚醛树脂胶粘剂、环氧树脂胶粘剂、聚醚混料和端羟基聚丁二烯按配方比例投入密炼机进行混炼,密炼机温度为140℃,时间为10min,得到密炼物料,将密炼物料投入挤出机,挤出温度为185℃,模头温度为160℃,得到弹性体;
34.(2)将弹性体经过24h停放后再次加入密炼机中,加入配方比例的氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料进行密炼,密炼机温度为120℃,时间为8min,密炼后物料进入挤出机,挤出温度为120℃,模头温度为130℃,挤出片状并压花,得到片材;
35.(3)片材进入热空气烘箱进行硫化,硫化温度180℃,硫化时间在40min;
36.(4)硫化后冷却,并对产品边缘进行切边处理,得到13mm厚的纳米新材料橡胶跑道。
37.实施例2
38.一种纳米新材料橡胶跑道,由以下重量份的原料制得:橡胶颗粒50份、酚醛树脂胶粘剂25份、环氧树脂胶粘剂25份、聚醚混料10份、氢氧化铝阻燃剂20份、硫磺10份、端羟基聚丁二烯5份、钼酸钠11份、玻璃纤维粉2份和填料100份。
39.其制备方法如下:
40.(1)将橡胶颗粒、酚醛树脂胶粘剂、环氧树脂胶粘剂、聚醚混料和端羟基聚丁二烯按配方比例投入密炼机进行混炼,密炼机温度为150℃,时间为12min,得到密炼物料,将密炼物料投入挤出机,挤出温度为200℃,模头温度为180℃,得到弹性体;
41.(2)将弹性体经过48h停放后再次加入密炼机中,加入配方比例的氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料进行密炼,密炼机温度为160℃,时间为5min,密炼后物料进入挤出机,挤出温度为150℃,模头温度为160℃,挤出片状并压花,得到片材;
42.(3)片材进入热空气烘箱进行硫化,硫化温度195℃,硫化时间在20min;
43.(4)硫化后冷却,并对产品边缘进行切边处理,得到13mm厚的纳米新材料橡胶跑道。
44.实施例3
45.一种纳米新材料橡胶跑道,由以下重量份的原料制得:橡胶颗粒45份、酚醛树脂胶粘剂40份、环氧树脂胶粘剂20份、聚醚混料20份、氢氧化铝阻燃剂15份、硫磺5份、端羟基聚丁二烯8份、钼酸钠10份、玻璃纤维粉3份、填料150份。
46.其制备方法如下:
47.(1)将橡胶颗粒、酚醛树脂胶粘剂、环氧树脂胶粘剂、聚醚混料和端羟基聚丁二烯按配方比例投入密炼机进行混炼,密炼机温度为180℃,时间为10min,得到密炼物料,将密炼物料投入挤出机,挤出温度为190℃,模头温度为170℃,得到弹性体;
48.(2)将弹性体经过24h停放后再次加入密炼机中,加入配方比例的氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料进行密炼,密炼机温度为150℃,时间为8min,密炼后物料进入挤出机,挤出温度为130℃,模头温度为140℃,挤出片状并压花,得到片材;
49.(3)片材进入热空气烘箱进行硫化,硫化温度190℃,硫化时间在30min;
50.(4)硫化后冷却,并对产品边缘进行切边处理,得到13mm厚的纳米新材料橡胶跑道。
51.实施例4
52.一种纳米新材料橡胶跑道,由以下重量份的原料制得:橡胶颗粒47份、酚醛树脂胶粘剂35份、环氧树脂胶粘剂18份、聚醚混料30份、氢氧化铝阻燃剂25份、硫磺6份、端羟基聚丁二烯7份、钼酸钠14份、玻璃纤维粉4份和填料120份。
53.其制备方法如下:
54.(1)将橡胶颗粒、酚醛树脂胶粘剂、环氧树脂胶粘剂、聚醚混料和端羟基聚丁二烯按配方比例投入密炼机进行混炼,密炼机温度为160℃,时间为15min,得到密炼物料,将密炼物料投入挤出机,挤出温度为185℃,模头温度为175℃,得到弹性体;
55.(2)将弹性体经过24h停放后再次加入密炼机中,加入配方比例的氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料进行密炼,密炼机温度为130℃,时间为10min,密炼后物料进入挤出机,挤出温度为130℃,模头温度为140℃,挤出片状并压花,得到片材;
56.(3)片材进入热空气烘箱进行硫化,硫化温度186℃,硫化时间在20min;
57.(4)硫化后冷却,并对产品边缘进行切边处理,得到13mm厚的纳米新材料橡胶跑道。
58.实施例5
59.一种纳米新材料橡胶跑道,由以下重量份的原料制得:橡胶颗粒42份、酚醛树脂胶粘剂29份、环氧树脂胶粘剂29份、聚醚混料60份、氢氧化铝阻燃剂30份、硫磺7份、端羟基聚丁二烯6份、钼酸钠15份、玻璃纤维粉5份和填料170份。
60.其制备方法如下:
61.(1)将橡胶颗粒、酚醛树脂胶粘剂、环氧树脂胶粘剂、聚醚混料和端羟基聚丁二烯按配方比例投入密炼机进行混炼,密炼机温度为170℃,时间为13min,得到密炼物料,将密炼物料投入挤出机,挤出温度为190℃,模头温度为170℃,得到弹性体;
62.(2)将弹性体经过24h停放后再次加入密炼机中,加入配方比例的氢氧化铝阻燃剂、硫磺、钼酸钠、玻璃纤维粉和填料进行密炼,密炼机温度为140℃,时间为6min,密炼后物料进入挤出机,挤出温度为140℃,模头温度为150℃,挤出片状并压花,得到片材;
63.(3)片材进入热空气烘箱进行硫化,硫化温度192℃,硫化时间在30min;
64.(4)硫化后冷却,并对产品边缘进行切边处理,得到13mm厚的纳米新材料橡胶跑道。
65.实施例6
66.一种纳米新材料橡胶跑道,其中聚醚混料中滑石粉粒径为1200目,其余原料和制备步骤与实施例4相同。
67.实施例7
68.一种纳米新材料橡胶跑道,其中聚醚混料中滑石粉粒径为1300目,其余原料和制备步骤与实施例5相同。
69.实施例8
70.一种纳米新材料橡胶跑道,其中原料填料200份替换为纳米级碳酸钙40份和纳米碳酸钡160份,其余原料和制备步骤与实施例1相同。
71.实施例9
72.一种纳米新材料橡胶跑道,在实施例2原料的基础上加入1重量份的聚羧酸系减水剂,制备时在步骤(2)中加入聚羧酸系减水剂,其余原料和制备步骤与实施例2相同。
73.实施例10
74.一种纳米新材料橡胶跑道,在实施例2原料的基础上加入1重量份的纳米级氧化镁粉,制备时在步骤(2)中加入纳米级氧化镁粉,其余原料和制备步骤与实施例2相同。
75.实施例11
76.一种纳米新材料橡胶跑道,在实施例2原料的基础上加入1重量份的聚羧酸系减水剂和1重量份的纳米级氧化镁粉,制备时在步骤(2)中加入聚羧酸系减水剂和纳米级氧化镁粉,其余原料和制备步骤与实施例2相同。
77.对比例1
78.一种纳米新材料橡胶跑道,其中不含22份的酚醛树脂胶粘剂,其余原料和制备步骤与实施例1相同。
79.对比例2
80.一种纳米新材料橡胶跑道,其中不含33份的环氧树脂胶粘剂,其余原料和制备步骤与实施例1相同。
81.对比例3
82.一种纳米新材料橡胶跑道,其中酚醛树脂胶粘剂40份、环氧树脂胶粘剂20份,其余原料和制备步骤与实施例1相同。
83.对比例4
84.一种纳米新材料橡胶跑道,其中酚醛树脂胶粘剂30份、环氧树脂胶粘剂30份,其余原料和制备步骤与实施例1相同。
85.对比例5
86.一种纳米新材料橡胶跑道,其中不含50份的聚醚混料,其余原料和制备步骤与实施例1相同。
87.对比例6
88.一种纳米新材料橡胶跑道,其中不含10份的氢氧化铝阻燃剂,其余原料和制备步骤与实施例1相同。
89.对比例7
90.一种纳米新材料橡胶跑道,其中不含5份的端羟基聚丁二烯,钼酸钠11份,制备方法步骤(2)采用11重量份钼酸钠,其余原料和制备步骤与实施例2相同。
91.对比例8
92.一种纳米新材料橡胶跑道,其中不含11份的钼酸钠,端羟基聚丁二烯5份,制备方法步骤(1)采用5重量份端羟基聚丁二烯,其余原料和制备步骤与实施例2相同。
93.对比例9
94.一种纳米新材料橡胶跑道,其中不含3份的玻璃纤维粉,其余原料和制备步骤与实施例3相同。
95.对比例10
96.一种纳米新材料橡胶跑道,其中酚醛树脂胶粘剂为22份,其余原料和制备步骤与实施例1相同。
97.对比例11
98.一种纳米新材料橡胶跑道,其中环氧树脂胶粘剂为33份,其余原料和制备步骤与
实施例1相同。
99.对比例12
100.一种纳米新材料橡胶跑道,其中聚醚混料为40份,其余原料和制备步骤与实施例1相同。
101.对比例13
102.一种纳米新材料橡胶跑道,其中聚醚混料为60份,其余原料和制备步骤与实施例1相同。
103.对比例14
104.一种纳米新材料橡胶跑道,其中氢氧化铝阻燃剂为20份,其余原料和制备步骤与实施例1相同。
105.对比例15
106.一种纳米新材料橡胶跑道,其中氢氧化铝阻燃剂为15份,其余原料和制备步骤与实施例1相同。
107.对比例16
108.一种纳米新材料橡胶跑道,其中玻璃纤维粉为2份,其余原料和制备步骤与实施例1相同。
109.对比例17
110.一种纳米新材料橡胶跑道,其中填料为130份,其余原料和制备步骤与实施例1相同。
111.对比例18
112.一种纳米新材料橡胶跑道,其中填料为150份,其余原料和制备步骤与实施例1相同。
113.试验例
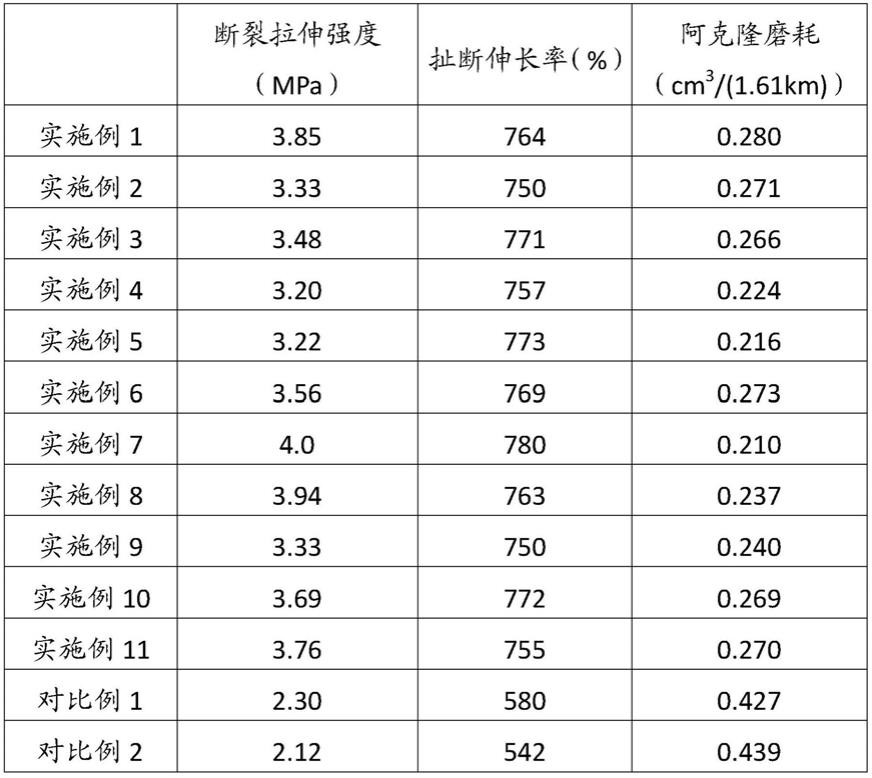
114.对实施例1~11及对比例1~18得到的纳米新材料橡胶跑道进行断裂拉伸强度、扯断伸长率和耐磨性测试,测试方法如下:
115.耐磨性测试:采用gb/t 1689
‑
1998对实施例及对比例制得的橡胶跑道进行耐磨性测试;
116.拉伸强度和扯断伸长率测试:采用gb 6037
‑
85对实施例及对比例制得的橡胶跑道进行拉伸强度测试。
117.测试结果如表1所示:
118.[0119][0120]
由表1的测试结果可知,本发明的橡胶跑道具有优异的耐磨性、拉伸强度和扯断伸长率,断裂拉伸强度在3.2~4.0mpa,扯断伸长率在750~780%,阿克隆磨耗在0.210~0.280cm3/(1.61km)。
[0121]
基于实施例1
‑
实施例11,进行硫化处理时通过硫化机进行,硫化机包括:传输装置、硫化腔体和控制装置,传输装置贯穿硫化腔体,用于运输待硫化处理的片材或者输出硫化处理后的片材,硫化腔体,用于针对待硫化处理的片材进行硫化处理,控制装置分别与传输装置和硫化腔体连接,用于控制传输装置进行传输片材和控制硫化腔体进行硫化处理;当通过硫化机进行硫化处理时,将待硫化处理的片材放置到传输装置上,控制装置控制传输装置将待硫化处理的片材传输至硫化腔体,然后控制硫化腔体进行硫化处理,而且在硫化处理后控制传输装置将硫化处理后的片材从硫化腔体中输出。通过传输装置和控制装置使得片材硫化处理时自动化实现,无需人为手动参与操作,并且采用硫化腔体进行硫化处理能够提高硫化效率,从而能够快速完成硫化处理,同时,硫化腔体是独立的一个空间,不仅不会将污染直接排放到空气中,而且还能够提高硫化处理的品质。此外,在硫化腔体中包括:硫化腔室和加热模块,加热模块包括温控单元和加热单元,加热单元附着在硫化腔室的内壁,当控制装置控制硫化腔体进行硫化处理时,温控单元接收控制装置的控制信息,并设置硫化温度和硫化时间,根据设置的硫化温度和硫化时间对加热单元进行温度控制,从而
使得硫化腔室达到目标硫化温度形成热空气烘箱,实现对待硫化处理的片材进行硫化的目的,并且在硫化处理完成时向控制装置反馈硫化处理完成信息,从而使得控制装置控制传输装置将硫化处理后的片材从硫化腔室中输出。通过加热单元附着在硫化腔室的内壁能够使得硫化腔室内的控制快速均匀加热至目标硫化温度,提高热空气烘箱的形成效率,而且通过设置硫化时间使得硫化处理只进行目标时间长度,避免把握不准确,提高硫化处理的精准程度,减小硫化效果误差,此外,通过温控单元对加热单元进行硫化温度和硫化时间的控制,能够有效节省人力去进行监测与调控,同时还能够提高对加热单元进行硫化温度和硫化时间控制的准确性。
[0122]
其中,加热模块在加热时,首先通过如下公式确定加热至硫化温度时单位小时的热能变化量:
[0123][0124]
上述公式中,q表示加热至硫化温度时单位小时的热能变化量,c表示空气比热,t表示目标硫化温度,t表示当前温度,v表示硫化腔室的空间大小,b表示0摄氏度对应的开氏温度;
[0125]
然后再根据允许期望调节时间确定需求热量:
[0126][0127]
其中,h表示需求热量,a表示允许期望调节时间;
[0128]
进而根据确定的需求热量在加热模块中进行加热配置,从而实现加热,而且通过确定需求热量能够使得加热模块根据需求热量进行热量输出,使得硫化腔室能够在允许期望调节时间内达到目标硫化温度,不仅使得加热效率高,而且还能够保障硫化质量。
[0129]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
![一种吡喃并[3,2-b]吲哚-2-酮类化合物的合成方法与流程](http://img.xjishu.com/img/zl/2021/12/3/a0ej1r2os.jpg)