1.本发明属于包装袋生产技术领域,具体的说是一种环保食品包装袋的生产系统、生产方法。
背景技术:
2.环保袋一方面是指用天然材料做成的可以重复利用;另一方面是指坏了以后不会在自然环境中残留固体废物,对环境造成危害(或者是对环境的危害相对于其他材料来说很小)。一般的塑料袋丢弃在环境中之后很难降解,即使有少部分分解之后也会产生有害物质,使用环保袋可避免这样的环境污染发生。环保袋在生产时需裁切为单个环保袋,单个环保袋堆叠在下料处,接着将包装袋整理打包。
3.如申请号为cn201410156697.1的一项中国专利公开了一种包装袋整理装置,包括机架和安装在机架上的整理机构,所述整理机构至少包括一组整理轨道组,所述每组整理轨道组至少包括一条整理轨道,所述每条整理轨道包括输入段、上升段和输出段,所述输入段与输出段之间通过上升段形成高度差;所述每条整理轨道包括一条包装袋运动轨道和一条导向轨道,所述包装袋运动轨道位于导向轨道上方,所述包装袋运动轨道与导向轨道在空间上配合;本发明可让包装袋依次经过输入段、上升段后到达输出段,通过上升形成高度差,运动既能改变每条整理轨道原有的间距a,到达输出段后间距变化为b,还利用了高度差对包装袋进行高度提升整理,包装袋可以是一层或多层,方便后续的装盒或后道包装的尺寸要求。
4.该方案中,一定程度上方便包装袋整理打包,但是难以对包装袋逐一检测计数,产品质量不易管控。
5.鉴于此,本发明提出了一种环保食品包装袋的生产系统、生产方法,解决了上述技术问题。
技术实现要素:
6.为了解决现有技术的不足,本发明提出的一种环保食品包装袋的生产系统;通过设置捻料轮、喂料轮和阻力橡皮使得包装袋能够连续整理,且便于逐个检测和计数,进而提高包装袋生产效率。
7.本发明解决其技术问题所采用的技术方案是:本发明所述的一种环保食品包装袋的生产系统,包括收料机和控制器;所述收料机包括机架;所述机架两侧板间从后端到前端依次转动安装有捻料轮、喂料轮和接料轮;所述捻料轮直径大于喂料轮直径;机架两侧板间固定安装有支撑板;所述支撑板设置在捻料轮和喂料轮的下方,支撑板顶部在捻料轮之间固连有阻力橡皮;所述接料轮的叶片穿过支撑板;所述机架底板上固定安装有第一电机和第二电机;所述第一电机、捻料轮和喂料轮通过皮带传动连接;所述第二电机和接料轮通过皮带传动连接;所述机架在靠近捻料轮的一侧固连有进料口,机架在靠近接料轮的一侧固连有接料槽;所述控制器用于调节收料机的运行;
8.现有技术中,在生产包装袋时采用人工进行检查收料或采用整理设备进行检查收料,前者效率较低且生产质量不易管控,导致产品质量参差不齐;后者结构复杂,管控点多,管控难度大,且难以对包装袋逐一检测计数,产品质量不易管控;
9.而本发明中,通过设置捻料轮、喂料轮和阻力橡皮使得包装袋能够连续整理,提高包装袋整理打包的效率;包装袋被裁切成单个后堆叠在进料口,再从进料口进到收料机中,此时包装袋倾斜堆叠在收料机中,各个包装袋的底部与阻力橡皮摩擦接触,接着表面的包装袋经捻料轮捻入到喂料轮处,控制器驱动第一电机转动,第一电机带动捻料轮和喂料轮的转轴以相同的线速度转动,由于喂料轮的直径大于捻料轮,且捻料轮和喂料轮的转轴直径相同,使得包装袋在喂料轮处的速度大于捻料轮处的速度,表面的包装袋被捻走,下层的包装袋被阻力橡皮摩擦阻挡,从而使得各个包装袋有效分开,包装袋依次进入到接料轮的叶片中,第二电机驱动接料轮转动,包装袋经支撑板剥离出接料轮的叶片落入到接料槽中,通过设置接料轮使得包装袋匀速传输,从而整齐落入到接料槽中,从而对包装袋进行逐个整理,便于逐个检测和计数,进而提高包装袋生产效率。
10.优选的,所述机架两侧板顶部固连有固定板;所述固定板的顶部固连有第一旋转座;所述第一旋转座的顶部铰接有正面检测相机;所述固定板的底部固定安装有计数传感器;所述机架底板顶部在捻料轮和喂料轮之间固连有第二旋转座;所述第二旋转座的另一端固连有背面检测相机;所述捻料轮和喂料轮之间的支撑板为透明板;所述机架侧板一侧固连有显示器;所述显示器分别与正面检测相机、背面检测相机和计数传感器通讯连接;工作时,通过设置正面检测相机和背面检测相机便于对包装袋的外观、尺寸等质量检测;将正面检测相机和背面检测相机对准喂料轮处和捻料轮之间,各个包装袋在喂料轮处和捻料轮之间分离,从而使得正面检测相机和背面检测相机对包装袋进行逐个检测,防止包装袋叠放在一起导致漏检,提高检测的效率,进而便于提高包装袋出货良率,改善产品质量,并且工作人员可根据显示器上观察的不良项目进行分析从而改善生产过程,从而提高产品良率;通过设置计数传感器,并将计数传感器设置在喂料轮处和捻料轮之间,使得计数结果准确。
11.优选的,所述接料槽包括良品槽和不良品槽;所述良品槽设置在靠近接料轮的一侧;所述接料槽两侧设有连杆;所述连杆一端与接料槽转动连接,连杆另一端转动连接有连接板;所述连接板底部固连有若干弹性吸嘴;所述弹性吸嘴通过管路分别与气泵连通;所述连杆的转动连接端传动连接有第三电机;所述第三电机与接料槽固连;工作时,通过设置良品槽和不良品槽便于对包装袋进行分类收集;当正面检测相机和背面检测相机均检测为良品,则第一电机和第二电机继续运行,对下一个包装袋进行整理收料,若检测为不良品,该不良品传递到接料轮处第一电机后停止运行,该不良品落入到良品槽后第二电机停止运行,控制器控制第三电机转动,第三电机驱动连杆摆动,连杆将连接板移动到良品槽上方,弹性吸嘴与检测为不良品的包装袋弹性接触,从而有效保护包装袋,气泵抽气,在弹性吸嘴处形成负压,该不良品吸取到弹性吸嘴上,第三电机驱动连杆摆动,使得连接板移动到不良品槽上方,气泵停止抽气,该包装袋落入到不良品槽中,此时,第一电机和第二电机继续运行,自动分类提高包装袋生产效率,且降低人员的工作强度。
12.优选的,所述良品槽和不良品槽内部均滑动连接有固定架;所述接料槽的底部固连有气缸;所述气缸的活塞杆贯穿接料槽与固定架底部固连;工作时,通过设置固定架和气
缸,便于工作人员取料;良品槽或不良品槽的包装袋收集到预定数量后,将连接板移动到另一侧,控制器控制气缸的活塞杆伸长,良品槽或不良品槽中的固定架上移,人员将良品槽或不良品槽中包装袋的打包盒取下,并放入新的包装盒,活塞杆收缩,固定架复位,收料机继续收料工作。
13.优选的,所述进料口的左右两侧开设有除尘口;所述底板顶部在远离第一电机的一侧固连有吸尘器,吸尘器通过管路与除尘口连通;所述进料口的上下两侧开设有出风口;所述出风口通过管路与气泵连通;工作时,通过设置除尘口和吸尘器,便于清洁包装袋;包装袋从进料口进入收料机中时,首先经过除尘口,控制器控制吸尘器运行使得除尘口形成负压,将包装袋上的灰尘通过除尘口吸入到吸尘器中,从而对包装袋进行清洁,一方面在检测前清洁包装袋,减少脏污对包装袋质量的影响,提高生产良率;另一方面减少人工复检清洁的数量,减轻人员工作强度;通过气泵向出风口供气,一方面使得包装袋悬浮从而减小包装袋与进料口的阻力,且出风口倾斜设置,便于包装袋吹到收料机中,从而保证工作效率,另一方面出风口吹气便于将包装袋表面灰尘吹落,灰尘经除尘口吸入到吸尘器中,进一步保证包装袋生产质量。
14.本发明所述的一种环保食品包装袋的生产方法,该方法适用于上述的环保食品包装袋的生产系统,该方法步骤如下:
15.s1、包装袋被裁切成单个后堆叠在进料口,包装袋首先经过除尘口,控制器控制吸尘器运行使得除尘口形成负压,将包装袋上的灰尘通过漏网吸入到吸尘器中,气泵向出风口供气,使得包装袋悬浮并将包装袋吹入到收料机中;
16.s2、在s1中经过除尘的包装袋进入到捻料轮处,包装袋经捻料轮捻入到喂料轮处,控制器驱动第一电机转动,第一电机带动捻料轮和喂料轮转轴以相同的线速度转动,由于喂料轮的直径大于捻料轮,且捻料轮和喂料轮的转轴直径相同,使得包装袋在喂料轮处的速度大于捻料轮处的速度,表面的包装袋被捻走,下层的包装袋被阻力橡皮摩擦阻挡,从而使得各个包装袋有效分开;
17.s3、在s2中经过捻料轮和喂料轮分离的包装袋依次进入计数传感器、正面检测相机和背面检测相机的工作区域,正面检测相机和背面检测相机根据生产要求对包装袋的正面和背面进行外观检查,并将检测结果显示的在显示器上,计数传感器对包装袋进行计数并将计数结果显示的在显示器上;
18.s4、在s3中计数检测后,包装袋依次进入到接料轮的叶片中,第二电机驱动接料轮转动,包装袋经支撑板剥离出接料轮的叶片落入到良品槽中,若在s3中检测为良品,则第一电机和第二电机继续运行,若在s3中检测为不良品,则第一电机和第二电机停止运行,控制器控制第三电机转动,第三电机驱动连杆摆动,连杆将连接板移动到良品槽上方,弹性吸嘴与检测为不良品的包装袋接触,气泵抽气,在弹性吸嘴处形成负压,该不良品吸取到弹性吸嘴上,第三电机驱动连杆摆动,使得连接板移动到不良品槽上方,气泵停止抽气,该包装袋落入到不良品槽中;此时,第一电机和第二电机继续运行对包装袋进行整理;
19.s5、在s4中良品槽或不良品槽的包装袋收集到预定数量后,将连接板移动到另一侧,控制器控制气缸的活塞杆伸长,良品槽或不良品槽中的固定架上移,人员将良品槽或不良品槽中包装袋的打包盒取下,并放入新的包装盒,气缸活塞杆收缩,固定架复位,收料机继续收料工作。
20.本发明的有益效果如下:
21.1.本发明所述的一种环保食品包装袋的生产系统、生产方法,通过设置捻料轮、喂料轮、接料轮和阻力橡皮,便于对包装袋进行逐个整理,进而便于检测和计数。
22.2.本发明所述的一种环保食品包装袋的生产系统、生产方法,通过设置良品槽和不良品槽便于对包装袋进行分类收集,且通过设置固定架和气缸,便于工作人员取料。
附图说明
23.下面结合附图对本发明作进一步说明。
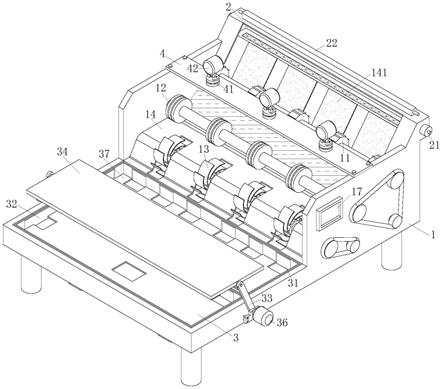
24.图1是本发明的正视立体图;
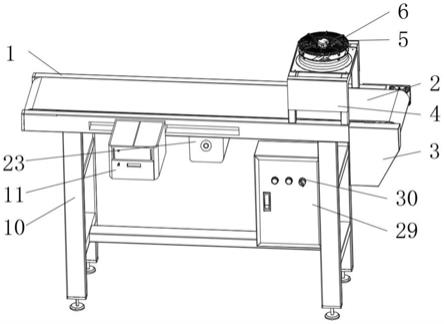
25.图2是本发明的后视立体图;
26.图3是本发明的方法步骤图;
27.图中:1、机架;11、捻料轮;12、喂料轮;13、接料轮;14、支撑板;141、阻力橡皮;15、第一电机;16、第二电机;17、显示器;18、吸尘器;2、进料口;21、除尘口;22、出风口;3、接料槽;31、良品槽;32、不良品槽;33、连杆;34、连接板;35、弹性吸嘴;36、第三电机;37、固定架;38、气缸;4、固定板;41、第一旋转座;42、正面检测相机;43、计数传感器;44、第二旋转座;45、背面检测相机。
具体实施方式
28.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
29.如图1至图3所示,本发明所述的一种环保食品包装袋的生产系统,包括收料机和控制器;所述收料机包括机架1;所述机架1两侧板间从后端到前端依次转动安装有捻料轮11、喂料轮12和接料轮13;所述捻料轮11直径大于喂料轮12直径;机架1两侧板间固定安装有支撑板14;所述支撑板14设置在捻料轮11和喂料轮12的下方,支撑板14顶部在捻料轮11之间固连有阻力橡皮141;所述接料轮13的叶片穿过支撑板14;所述机架1底板上固定安装有第一电机15和第二电机16;所述第一电机15、捻料轮11和喂料轮12通过皮带传动连接;所述第二电机16和接料轮13通过皮带传动连接;所述机架1在靠近捻料轮11的一侧固连有进料口2,机架1在靠近接料轮13的一侧固连有接料槽3;所述控制器用于调节收料机的运行;
30.现有技术中,在生产环保食品包装袋时采用人工进行检查收料或采用整理设备进行检查收料,前者效率较低且生产质量不易管控,导致产品质量参差不齐;后者结构复杂,管控点多,管控难度大,且难以对包装袋逐一检测计数,产品质量不易管控;
31.而本发明中,通过设置捻料轮11、喂料轮12和阻力橡皮141使得包装袋能够连续整理,提高包装袋整理打包的效率;包装袋被裁切成单个后堆叠在进料口2,再从进料口2进到收料机中,此时包装袋倾斜堆叠在在收料机中,各个包装袋的底部与阻力橡皮141摩擦接触,接着表面的包装袋经捻料轮11捻入到喂料轮12处,控制器驱动第一电机15转动,第一电机15带动捻料轮11和喂料轮12的转轴以相同的线速度转动,由于喂料轮12的直径大于捻料轮11,且捻料轮11和喂料轮12的转轴直径相同,使得包装袋在喂料轮12处的速度大于捻料轮11处的速度,表面的包装袋被捻走,下层的包装袋被阻力橡皮141摩擦阻挡,从而使得各个包装袋有效分开,包装袋依次进入到接料轮13的叶片中,第二电机16驱动接料轮13转动,
包装袋经支撑板14剥离出接料轮13的叶片落入到接料槽3中,通过设置接料轮13使得包装袋匀速传输,从而整齐落入到接料槽3中,从而对包装袋进行逐个整理,便于逐个检测和计数,进而提高包装袋生产效率。
32.作为本发明的一种实施方式,所述机架1两侧板顶部固连有固定板4;所述固定板4的顶部固连有第一旋转座41;所述第一旋转座41的顶部铰接有正面检测相机42;所述固定板4的底部固定安装有计数传感器43;所述机架1底板顶部在捻料轮11和喂料轮12之间固连有第二旋转座44;所述第二旋转座44的另一端固连有背面检测相机45;所述捻料轮11和喂料轮12之间的支撑板14为透明板;所述机架1侧板一侧固连有显示器17;所述显示器17分别与正面检测相机42、背面检测相机45和计数传感器43通讯连接;工作时,通过设置正面检测相机42和背面检测相机45便于对包装袋的外观、尺寸等质量检测;将正面检测相机42和背面检测相机45对准喂料轮12处和捻料轮11之间,各个包装袋在喂料轮12处和捻料轮11之间分离,从而使得正面检测相机42和背面检测相机45对包装袋进行逐个检测,防止包装袋叠放在一起导致漏检,提高检测的效率,进而便于提高包装袋出货良率,改善产品质量,并且工作人员可根据显示器17上观察的不良项目进行分析从而改善生产过程,从而提高产品良率;通过设置计数传感器43,并将计数传感器43设置在喂料轮12处和捻料轮11之间,使得计数结果准确。
33.作为本发明的一种实施方式,所述接料槽3包括良品槽31和不良品槽32;所述良品槽31设置在靠近接料轮13的一侧;所述接料槽3两侧设有连杆33;所述连杆33一端与接料槽3转动连接,连杆33另一端转动连接有连接板34;所述连接板34底部固连有若干弹性吸嘴35;所述弹性吸嘴35通过管路分别与气泵连通;所述连杆33的转动连接端传动连接有第三电机36;所述第三电机36与接料槽3固连;工作时,通过设置良品槽31和不良品槽32便于对包装袋进行分类收集;当正面检测相机42和背面检测相机45均检测为良品,则第一电机15和第二电机16继续运行,对下一个包装袋进行整理收料,若检测为不良品,该不良品传递到接料轮13处第一电机15后停止运行,该不良品落入到良品槽31后第二电机16停止运行,控制器控制第三电机36转动,第三电机36驱动连杆33摆动,连杆33将连接板34移动到良品槽31上方,弹性吸嘴35与检测为不良品的包装袋弹性接触,从而有效保护包装袋,气泵抽气,在弹性吸嘴35处形成负压,该不良品吸取到弹性吸嘴35上,第三电机36驱动连杆33摆动,使得连接板34移动到不良品槽32上方,气泵停止抽气,该包装袋落入到不良品槽32中,此时,第一电机15和第二电机16继续运行,自动分类提高包装袋生产效率,且降低人员的工作强度。
34.作为本发明的一种实施方式,所述良品槽31和不良品槽32内部均滑动连接有固定架37;所述接料槽3的底部固连有气缸38;所述气缸38的活塞杆贯穿接料槽3与固定架37底部固连;工作时,通过设置固定架37和气缸38,便于工作人员取料;良品槽31或不良品槽32的包装袋收集到预定数量后,将连接板34移动到另一侧,控制器控制气缸38的活塞杆伸长,良品槽31或不良品槽32中的固定架37上移,人员将良品槽31或不良品槽32中包装袋的打包盒取下,并放入新的包装盒,活塞杆收缩,固定架37复位,收料机继续收料工作。
35.作为本发明的一种实施方式,所述进料口2的左右两侧开设有除尘口21;所述底板顶部在远离第一电机15的一侧固连有吸尘器18,吸尘器18通过管路与除尘口21连通;所述进料口2的上下两侧开设有出风口22;所述出风口22通过管路与气泵连通;工作时,通过设
置除尘口21和吸尘器18,便于清洁包装袋;包装袋从进料口2进入收料机中时,首先经过除尘口21,控制器控制吸尘器18运行使得除尘口21形成负压,将包装袋上的灰尘通过除尘口21吸入到吸尘器18中,从而对包装袋进行清洁,一方面在检测前清洁包装袋,减少脏污对包装袋质量的影响,提高生产良率;另一方面减少人工复检清洁的数量,减轻人员工作强度;通过气泵向出风口22供气,一方面使得包装袋悬浮从而减小包装袋与进料口2的阻力,且出风口22倾斜设置,便于包装袋吹到收料机中,从而保证工作效率,另一方面出风口22吹气便于将包装袋表面灰尘吹落,灰尘经除尘口21吸入到吸尘器18中,进一步保证包装袋生产质量。
36.本发明所述的一种环保食品包装袋的生产方法,该方法适用于上述的环保食品包装袋的生产系统,该方法步骤如下:
37.s1、包装袋被裁切成单个后堆叠在进料口2,包装袋首先经过除尘口21,控制器控制吸尘器18运行使得除尘口21形成负压,将包装袋上的灰尘通过除尘口21吸入到吸尘器18中,气泵向出风口22供气,使得包装袋悬浮并将包装袋吹入到收料机中;
38.s2、在s1中经过除尘的包装袋进入到捻料轮11处,包装袋经捻料轮11捻入到喂料轮12处,控制器驱动第一电机15转动,第一电机15带动捻料轮11和喂料轮12转轴以相同的线速度转动,由于喂料轮12的直径大于捻料轮11,且捻料轮11和喂料轮12的转轴直径相同,使得包装袋在喂料轮12处的速度大于捻料轮11处的速度,表面的包装袋被捻走,下层的包装袋被阻力橡皮141摩擦阻挡,从而使得各个包装袋有效分开;
39.s3、在s2中经过捻料轮11和喂料轮12分离的包装袋逐个进入计数传感器43、正面检测相机42和背面检测相机45的工作区域,正面检测相机42和背面检测相机45根据生产要求对包装袋的正面和背面进行外观检查,并将检测结果显示的在显示器17上,计数传感器43对包装袋进行计数并将计数结果显示的在显示器17上;
40.s4、在s3中计数检测后,包装袋依次进入到接料轮13的叶片中,第二电机16驱动接料轮13转动,包装袋经支撑板14剥离出接料轮13的叶片落入到良品槽31中,若在s3中检测为良品,则第一电机15和第二电机16继续运行,若在s3中检测为不良品,则第一电机15和第二电机16停止运行,控制器控制第三电机36转动,第三电机36驱动连杆33摆动,连杆33将连接板34移动到良品槽31上方,弹性吸嘴35与检测为不良品的包装袋接触,气泵抽气,在弹性吸嘴35处形成负压,该不良品吸取到弹性吸嘴35上,第三电机36驱动连杆33摆动,使得连接板34移动到不良品槽32上方,气泵停止抽气,该包装袋落入到不良品槽32中;此时,第一电机15和第二电机16继续运行对包装袋进行整理;
41.s5、在s4中良品槽31或不良品槽32的包装袋收集到预定数量后,将连接板34移动到另一侧,控制器控制气缸38的活塞杆伸长,良品槽31或不良品槽32中的固定架37上移,人员将良品槽31或不良品槽32中包装袋的打包盒取下,并放入新的包装盒,气缸38活塞杆收缩,固定架37复位,收料机继续收料工作。
42.具体工作流程如下:
43.工作时,通过设置捻料轮11、喂料轮12和阻力橡皮141使得包装袋能够连续整理,提高包装袋整理打包的效率;包装袋被裁切成单个后堆叠在进料口2,再从进料口2进到收料机中,此时包装袋倾斜堆叠在在收料机中,各个包装袋的底部与阻力橡皮141摩擦接触,接着表面的包装袋经捻料轮11捻入到喂料轮12处,控制器驱动第一电机15转动,第一电机
15带动捻料轮11和喂料轮12的转轴以相同的线速度转动,由于喂料轮12的直径大于捻料轮11,且捻料轮11和喂料轮12的转轴直径相同,使得包装袋在喂料轮12处的速度大于捻料轮11处的速度,表面的包装袋被捻走,下层的包装袋被阻力橡皮141摩擦阻挡,从而使得各个包装袋有效分开,包装袋依次进入到接料轮13的叶片中,第二电机16驱动接料轮13转动,包装袋经支撑板14剥离出接料轮13的叶片落入到接料槽3中,通过设置接料轮13使得包装袋匀速传输,从而整齐落入到接料槽3中,从而对包装袋进行逐个整理,便于逐个检测和计数,进而提高包装袋生产效率;通过设置正面检测相机42和背面检测相机45便于对包装袋的外观、尺寸等质量检测;将正面检测相机42和背面检测相机45对准喂料轮12处和捻料轮11之间,各个包装袋在喂料轮12处和捻料轮11之间分离,从而使得正面检测相机42和背面检测相机45对包装袋进行逐个检测,防止包装袋叠放在一起导致漏检,提高检测的效率,进而便于提高包装袋出货良率,改善产品质量,并且工作人员可根据显示器17上观察的不良项目进行分析从而改善生产过程,从而提高产品良率;通过设置计数传感器43,并将计数传感器43设置在喂料轮12处和捻料轮11之间,使得计数结果准确;通过设置良品槽31和不良品槽32便于对包装袋进行分类收集;当正面检测相机42和背面检测相机45均检测为良品,则第一电机15和第二电机16继续运行,对下一个包装袋进行整理收料,若检测为不良品,该不良品传递到接料轮13处第一电机15后停止运行,该不良品落入到良品槽31后第二电机16停止运行,控制器控制第三电机36转动,第三电机36驱动连杆33摆动,连杆33将连接板34移动到良品槽31上方,弹性吸嘴35与检测为不良品的包装袋弹性接触,从而有效保护包装袋,气泵抽气,在弹性吸嘴35处形成负压,该不良品吸取到弹性吸嘴35上,第三电机36驱动连杆33摆动,使得连接板34移动到不良品槽32上方,气泵停止抽气,该包装袋落入到不良品槽32中,此时,第一电机15和第二电机16继续运行,自动分类提高包装袋生产效率,且降低人员的工作强度。
44.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。