1.本发明涉及供料设备领域,尤其涉及一种贯流风扇带轴叶轮连续自动供料设备。
背景技术:
2.空调机通过贯流风扇实现送风目的,多个带轴叶轮同轴熔接形成完整的条形贯流风扇,在实施加工前,人工需要从料箱中逐一取出带轴叶轮并送至加工流水线,取料结束后的空箱需要另外安排人工回收处理,人工方式实施物料上线、料箱移出等动作劳动强度大、规范程度低,容易造成车间场地混乱。
技术实现要素:
3.本发明主要解决的技术问题是提供一种贯流风扇带轴叶轮连续自动供料设备,在生产线前端增加物料下传搬运机构和空箱回收搬运机构,同步实现物料上载和空箱回收,代替人工规范化自动化作业,显著降低劳动强度,提高工作效率。
4.为解决上述技术问题,本发明采用的一个技术方案是:提供一种贯流风扇带轴叶轮连续自动供料设备,包括机台、供料口、回收口、料箱提升机、线轨、物料下传搬运机构、空箱回收搬运机构、料箱纠偏机构、吸盘组件、夹持装置,所述机台上开设有供料口和回收口,所述供料口和回收口的正下方各设置有一台料箱提升机,所述机台台面于供料口和回收口正上方位置分别架设有共用同一线轨的物料下传搬运机构和空箱回收搬运机构,所述机台台面于供料口和回收口周围各包围设置有料箱纠偏机构,所述物料下传搬运机构挂载有吸盘组件,所述空箱回收搬运机构挂载有夹持装置,所述吸盘组件与供料口衔接,所述夹持装置分别与供料口和回收口衔接。
5.在本发明一个较佳实施例中,所述料箱提升机的下端各接驳有一输送带。
6.在本发明一个较佳实施例中,所述料箱提升机由直线滑台模组和料箱托板组成,所述料箱托板水平挂载在所述直线滑台模组上,所述直线滑台模组竖直设置在供料口和回收口边缘。
7.在本发明一个较佳实施例中,所述物料下传搬运机构由第一x轴直线模组、y轴直线模组和z轴直线模组在x、y、z轴向集成组成,所述第一x轴直线模组与所述线轨平行等高架设在供料口外侧且延伸至机台外部,所述z轴直线模组与所述吸盘组件相连。
8.在本发明一个较佳实施例中,所述空箱回收搬运机构由第二x轴直线模组、气动同步升降台和抓箱板组成,所述第二x轴直线模组与所述线轨平行等高架设在供料口和回收口的外侧,所述气动同步升降台架设在第二x轴直线模组和线轨上,所述气动同步升降台水平吊挂所述抓箱板,所述抓箱板的四周边缘设置有夹持装置。
9.在本发明一个较佳实施例中,所述吸盘组件由转接支架、集束盘和负压吸头、光电传感器组成,所述转接支架的上端挂载于物料下传搬运机构,所述转接支架的下端连接集束盘,所述集束盘上设置有负压吸头和光电传感器,所述光电传感器电性连接z轴直线模组。
10.在本发明一个较佳实施例中,所述夹持装置由两台夹持气缸、转接板、阻尼块和若干弹性扣板组成,所述弹性扣板为l型金属片安装在所述抓箱板的边缘,所述弹性扣板与抓箱板的连接处开设有定位调节槽,所述弹性扣板竖直向下转折并外翻,所述夹持气缸反向对称布置在抓箱板两条对边,每台夹持气缸连接有竖直布置的转接板,所述转接板的下沿设置有阻尼块。
11.在本发明一个较佳实施例中,所述料箱托板由水平布置的底板和竖直布置的背板组成,料箱纠偏机构由固定在供料口、回收口边缘的侧挡导向板以及由气缸驱动的平行于背板的推板组成,所述气缸设置在机台台面,所述推板、背板、侧挡导向板围绕在底板周围形成全包围结构。
12.本发明的有益效果是:本发明提供的一种贯流风扇带轴叶轮连续自动供料设备,在生产线前端增加物料下传搬运机构和空箱回收搬运机构,同步实现物料上载和空箱回收,代替人工规范化自动化作业,显著降低劳动强度,提高工作效率。
附图说明
13.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1 是本发明一种贯流风扇带轴叶轮连续自动供料设备的一较佳实施例的结构图;图2 是本发明一种贯流风扇带轴叶轮连续自动供料设备的一较佳实施例的结构图;图3 是本发明一种贯流风扇带轴叶轮连续自动供料设备的一较佳实施例的结构图;图4 是本发明一种贯流风扇带轴叶轮连续自动供料设备的一较佳实施例的结构图;图5 是本发明一种贯流风扇带轴叶轮连续自动供料设备的一较佳实施例的结构图。
具体实施方式
14.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
15.如图1
‑
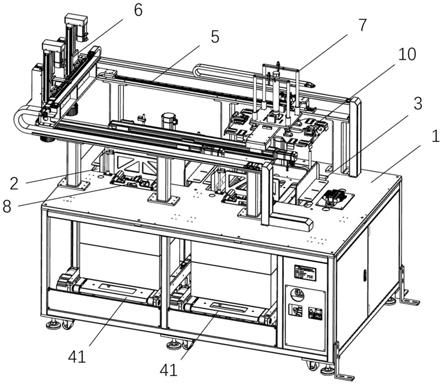
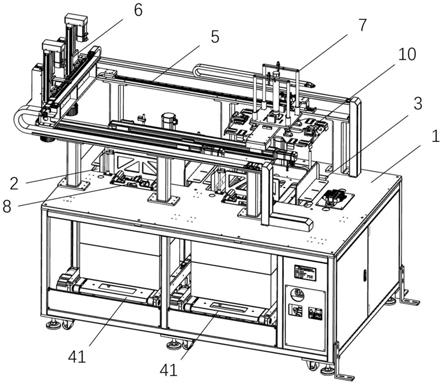
5所示,本发明实施例包括:一种贯流风扇带轴叶轮连续自动供料设备,包括机台1、供料口2、回收口3、料箱提升机4、线轨5、物料下传搬运机构6、空箱回收搬运机构7、料箱纠偏机构8、吸盘组件9、夹持装置10,所述机台1上开设有供料口2和回收口3,所述供料口2和回收口3的正下方各设置有一台料箱提升机4,所述机台1台面于供料口2和回收口3正上方位置分别架设有共用同一线
轨5的物料下传搬运机构6和空箱回收搬运机构7,所述机台1台面于供料口2和回收口3周围各包围设置有料箱纠偏机构8,所述物料下传搬运机构6挂载有吸盘组件9,所述空箱回收搬运机构7挂载有夹持装置10,所述吸盘组件9与供料口2衔接,所述夹持装置10分别与供料口2和回收口3衔接。
16.其中,所述料箱提升机4的下端各接驳有一输送带41。
17.进一步的,所述料箱提升机4由直线滑台模组42和料箱托板43组成,所述料箱托板43水平挂载在所述直线滑台模组42上,所述直线滑台模组42竖直设置在供料口2和回收口3边缘。
18.进一步的,所述物料下传搬运机构6由第一x轴直线模组61、y轴直线模组62和z轴直线模组63在x、y、z轴向集成组成,所述第一x轴直线模组61与所述线轨5平行等高架设在供料口2外侧且延伸至机台1外部,所述z轴直线模组63与所述吸盘组件9相连。
19.进一步的,所述空箱回收搬运机构7由第二x轴直线模组71、气动同步升降台72和抓箱板73组成,所述第二x轴直线模组71与所述线轨5平行等高架设在供料口2和回收口3的外侧,所述气动同步升降台72架设在第二x轴直线模组71和线轨5上,所述气动同步升降台72水平吊挂所述抓箱板73,所述抓箱板73的四周边缘设置有夹持装置10。
20.进一步的,所述吸盘组件9由转接支架91、集束盘92和负压吸头93、光电传感器94组成,所述转接支架91的上端挂载于物料下传搬运机构6,所述转接支架91的下端连接集束盘92,所述集束盘92上设置有负压吸头93和光电传感器94,所述光电传感器94电性连接z轴直线模组63。
21.进一步的,所述夹持装置10由两台夹持气缸101、转接板102、阻尼块103和若干弹性扣板104组成,所述弹性扣板104为l型金属片安装在所述抓箱板73的边缘,所述弹性扣板104与抓箱板73的连接处开设有定位调节槽,所述弹性扣板104竖直向下转折并外翻,所述夹持气缸101反向对称布置在抓箱板73两条对边,每台夹持气缸101连接有竖直布置的转接板102,所述转接板102的下沿设置有阻尼块103。
22.进一步的,所述料箱托板43由水平布置的底板431和竖直布置的背板432组成,料箱纠偏机构8由固定在供料口2、回收口3边缘的侧挡导向板81以及由气缸驱动的平行于背板432的推板82组成,所述气缸设置在机台1台面,所述推板82、背板432、侧挡导向板81围绕在底板431周围形成全包围结构。
23.设备的完整工作流程是:设备启动后,输送带41开始运转,人工将装满物料的料箱送上输送带41,料箱到达提升机,提升机将料箱提升至供料口,料箱受到侧挡导向板81、背板432的导向作用实现初步纠偏摆正,当提升机到达顶端后,推板82在气缸的驱动下推动料箱做最后抵压摆正,使料箱的位置与物料下传搬运机构6、夹持装置10完全匹配;设备首先进行物料取出动作,第一x轴直线模组61沿x轴平移,使负压吸头93到达供料口,由于如图2所示的料箱为每个叶轮设计了方格,因此此时第一x轴直线模组61与y轴直线模组62相配合扫略每一个方格,每次到达指定方格位置后,z轴直线模组63沿z轴控制负压吸头93取料,z轴直线模组63的动作受到光电传感器94控制。光电传感器94外接plc计数,计数达到方格数后plc执行空箱搬出动作;第二x轴直线模组71启动平移,气动同步升降台72到达供料口坐标位置后驱动抓
箱板73下行,下行过程中,弹性扣板104先接触到料箱边缘,料箱沿外翻部分滑入一定距离后,夹持气缸101控制转接板102夹紧料箱,阻尼块103紧贴料箱外壁,随后第二x轴直线模组71回撤至回收口3,将料箱放到另一台提升机,同理将空箱从输送带移出。
24.综上所述,本发明提供了一种贯流风扇带轴叶轮连续自动供料设备,在生产线前端增加物料下传搬运机构6和空箱回收搬运机构7,同步实现物料上载和空箱回收,代替人工规范化自动化作业,显著降低劳动强度,提高工作效率。
25.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。