1.本发明涉及模切技术领域,尤其是涉及一种铜箔模切件的制作方法。
背景技术:
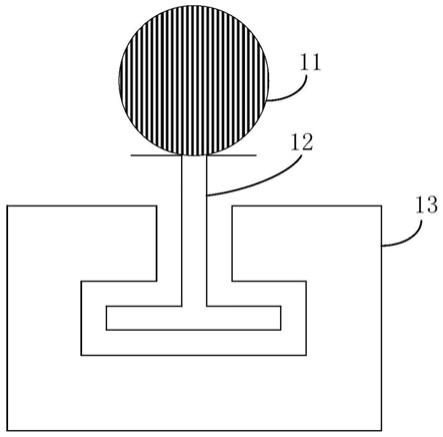
2.目前的铜箔产品对外观要求日益严格要求,要求厚度为0.05左右的铜箔制作后无任何坑点、折痕;如图1所示,包括上至下依次设置的单面胶层、铜箔层、双面胶层和离型纸层,其中单面胶层覆盖一部分铜箔层用于绝缘,不能盖住所有铜箔部分,露出的铜箔层用于焊接,铜箔层的另一侧贴有一大一小两块导电胶组成,然后大块的导电胶再贴合离型纸层,该离型纸层与大块的导电胶轮廓相同;这种产品的加工过程中,由于错开段正好位于铜箔层表面,直接冲切会在铜箔上造成刀痕,造成产品不满足客户要求,为了保证铜箔表面不产生压痕,通常希望将单面胶层按照预定位置精确贴合到铜箔表面。但是如果直接将保护膜材料贴合到铜箔材料上,贴合机的精度一般为
±
1mm,不能制作公差较小的产品;另外目前的加工方式需要3步制作,加工效率较低。
技术实现要素:
3.本发明的目的就是为了克服上述现有技术存在的铜箔表面容易出现刀痕、加工精度低的缺陷而提供一种铜箔模切件的制作方法。
4.本发明的目的可以通过以下技术方案来实现:
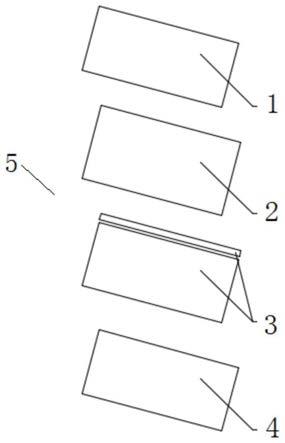
5.一种铜箔模切件的制作方法,该铜箔模切件包括从上至下依次设置的保护膜层、铜箔层、双面胶层和离型纸层,所述保护膜层的轮廓包括重合段和错开段,所述重合段与铜箔层的轮廓重合,所述错开段位于所述铜箔层的表面并且与所述铜箔层的轮廓错开;
6.该制作方法包括以下步骤:
7.(a)将离型纸和双面胶依次贴合于托底胶带上;
8.(b)在步骤得到的中间产品的双面胶的表面依次贴合铜箔、第一辅助离型膜和保护膜,所述铜箔的表面分为与所述第一辅助离型膜直接贴合的切割区和与所述保护膜直接贴合的主体区;采用美工刀片在位于切割区的保护膜切割出错开段的轮廓;将第一辅助离型膜抽离并排除保护膜上的废料,采用贴合机将所述保护膜在铜箔上贴平;
9.(c)采用外轮廓冲切刀模在步骤的中间产品的保护膜、铜箔、双面胶、离型纸上冲切出铜箔模切件的外轮廓,排出废料获得所述的铜箔模切件。
10.所述切割区和主体区的分界线与所述错开段的轮廓之间的距离为1~5mm。
11.所述第一辅助离型膜的一侧边缘为切割区和主体区的分界线,另一侧边缘与所述铜箔的边缘重合。
12.所述双面胶层上设有沿着所述托底料带的前进方向延伸的长条状无胶区并且该长条状无胶区将所述双面胶层分隔为两个区域,分别为主胶区和次胶区,所述主胶区和保护膜层的轮廓上下重合;所述步骤(a)为:将离型纸、双面胶以及第二辅助离型膜依次贴合于托底胶带上;采用双面胶冲切刀模在第二辅助离型膜和双面胶表面冲切出所述双面胶层
的无胶区轮廓并且使相邻两次冲切得到的无胶区轮廓首尾相连。
13.将铜箔贴合在加工出无胶区的双面胶上后,所述铜箔上在无胶区的位置出现印痕,所述美工刀在所述印痕处分切保护膜,得到所述错开段轮廓,其中所述保护膜和第一辅助离型膜均为透明材料。
14.所述保护膜为绝缘单面胶,该绝缘单面胶的胶面与所述铜箔层粘合。
15.所述绝缘单面胶为pet单面胶。
16.所述铜箔层的厚度为0.05mm。
17.所述美工刀片通过刀架安装于摸切机的机架上,所述刀架包括架设于料带上方的刀架固定杆以及固定于所述固定杆上的刀片安装板,所述美工刀片固定安装于所述刀片安装板上。
18.所述刀架固定杆的高度可调节安装于所述摸切机的机架上。
19.所述刀架固定杆中间为六角柱结构,所述刀片安装板上设有供六角柱结构匹配的六角孔。
20.所述刀片安装板的六角孔处设有螺纹孔,该螺纹孔内设有螺丝,该螺丝的端部与所述六角柱结构抵触连接。
21.上述方法中用于加工铜箔表面保护膜的装置包括贴合铜箔后的物料放料辊、第一辅助离型膜放料辊、用于将第一辅助离型膜贴合于铜箔表面的第一贴合机、保护膜放料辊、用于将保护膜贴合于铜箔表面和第一辅助离型膜表面的第二贴合机、用于定位切割所述保护膜的美工刀、用于将保护膜废料撕除的保护膜废料收卷辊、用于将第一辅助离型膜废料撕除的第一辅助离型膜废料收卷辊、用于将保护膜的侧边贴合于所述铜箔上的第三贴合机、用于将加工得到的产品收卷的中间物料收卷辊。
22.与现有技术相比,本发明具有以下优点:
23.(1)通过采用辅助离型膜保护了铜箔层,使得铜箔层表面无刀痕产生,满足了铜箔产品的质量要求;
24.(2)通过采用美工刀加工出保护膜位于铜箔表面的轮廓部分,节省了一个模切刀具,省去一步模切工序,一般模切刀具价格昂贵,因此本技术大大节省了设备投资;
25.(3)本发明利用了铜箔表面会在双面胶无胶区处由于无胶区和有胶区之间存在高度落差产生印痕,选择透明的保护膜材料以及第一辅助离型膜,利用铜箔上的压痕作为美工刀切分位置的上下限度,便于美工刀切分位置的确定,从而保证保护膜层的错开段轮廓位置满足要求,这种定位方式简单易行,方便操作。
26.(4)本发明的制作方法对保护膜材料的宽度要求较低,保护膜材料的宽度最小可以为较产品宽度单边宽3mm,最宽可以为不超过模切机料带定位孔宽度,有利于消耗保护膜材料的料头,降低材料消耗。
附图说明
27.图1为本发明中铜箔模切件的结构示意图;
28.图2为本发明中步骤(b)采用的模切机的结构示意图;
29.图3为本发明中制作方法的示意图;
30.图4为刀架的主视结构示意图;
31.图5为刀架的侧视结构示意图;
32.图6为对比例1中使用的模切道具和模切层次的结构示意图;
33.图7为对比例2中使用的模切道具和模切层次的结构示意图;
34.图中,1为保护膜层,2为铜箔层,3为双面胶层,4为离型纸层,5为铜箔模切件,6为托底胶带,7为离型纸,8为双面胶,9为第二辅助离型膜,10为铜箔,11为保护膜,12为第一辅助离型膜,13为重合段,14为错开段,15为双面胶冲切刀模,1501为无胶区刀线,1502为修边刀线,16为美工刀片,17为外轮廓冲切刀模,1701为第一轮廓刀线,1702为第二轮廓刀线,18为第二辅助离型膜和双面胶排废,19为刀架固定杆,20为刀片安装板,21为第一辅助离型膜放料辊,22为贴合铜箔后的物料放料辊,23为第一贴合机,24为保护膜放料辊,25为第二贴合机,26为保护膜废料收卷辊,27为第三贴合机,28为中间物料收卷辊,29为第二辅助离型膜废料,30为保护膜废料,31为第一辅助离型膜废料,32为第三辅助离型膜,33为对折线,34为螺丝,35为刀片安装部,36为六角柱结构。
具体实施方式
35.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
36.实施例1
37.一种铜箔模切件的制作方法,该方法加工用于加工如图1所示的铜箔模切件,该铜箔模切件5包括从上至下依次设置的保护膜层1、铜箔层2、双面胶层3和离型纸层4,包括从上至下依次设置的保护膜层1、铜箔层2、双面胶层3和离型纸层4,其中保护膜层1材质为pet单面胶,起到绝缘作用,双面胶层3为导电双面胶。从外形轮廓上看,保护膜层1的轮廓包括重合段和错开段,重合段与铜箔层2的轮廓重合,错开段位于铜箔层2的表面并且与铜箔层2的轮廓错开,贴合于铜箔层2上的双面胶层包括面积较大的主胶区、面积较小的次胶区、以及主胶区和次胶区分开的无胶区,最下层的离型纸层4、主胶区以及上层的保护膜层1的轮廓上下重叠;该铜箔产品的铜箔层有一块上下被保护膜层1和离型纸层4覆盖,露出部分铜箔层2进行焊接,离型纸层4作为提手离型纸用,保护膜层1为pet单面胶,该pet单面胶的胶面与铜箔层2粘合,铜箔层的厚度为0.05mm。
38.加工上述结构的铜箔模切件5的方法包括以下步骤:
39.(a)将离型纸7、双面胶8以及第二辅助离型膜9依次贴合于托底胶带6上;采用如图3所示的双面胶冲切刀模15在第二辅助离型膜9和双面胶8表面冲切出双面胶层3的无胶区轮廓并且使相邻两次冲切得到的无胶区轮廓首尾相连,双面胶冲切刀模15上设有无胶区刀线1501和修边刀线1502,该无胶区刀线1501中靠近次胶区的刀线冲切层次为第二辅助离型膜9、双面胶8,靠近主胶区的刀线冲切层次为第二辅助离型膜9、双面胶8和离型纸7,在离型纸7上加工出靠近无胶区一侧的轮廓,修边刀线1502位于非产品区,冲切层次为第二辅助离型膜9、双面胶8和离型纸7,将第二辅助离型膜和双面胶排废18排废,包括修边刀线以外的废料和无胶区的废料;然后将产品区表面的第二辅助离型膜废料19排废。
40.(b)在步骤(a)得到的中间产品的双面胶8的表面依次贴合铜箔10,然后采用如图2
所示的装置在铜箔10的表面贴合透明的第一辅助离型膜12和透明的保护膜11,铜箔10的表面分为与第一辅助离型膜12直接贴合的切割区和与保护膜11直接贴合的主体区,第一辅助离型膜12的侧边轮廓即为切割区和主体区的分界线,该分界线与错开段14的轮廓之间的距离为1mm,第一辅助离型膜的一侧边缘为切割区和主体区的分界线;采用美工刀片16在位于切割区的保护膜11切割出错开段14的轮廓;将第一辅助离型膜废料31即上面具有刀印的第一辅助离型膜抽离并排除保护膜废料30,采用贴合机将保护膜11在铜箔10上贴平。
41.该步骤采用的装置包括:贴合铜箔后的物料放料辊22、第一辅助离型膜放料辊21、用于将第一辅助离型膜贴合于铜箔表面的第一贴合机23、保护膜放料辊24、用于将保护膜贴合于铜箔表面和第一辅助离型膜表面的第二贴合机25、用于定位切割保护膜的美工刀、用于将保护膜废料撕除的保护膜废料收卷辊26、用于将第一辅助离型膜废料撕除的第一辅助离型膜废料收卷辊图中未画出,位于摸切机的背面、用于将保护膜的侧边贴合于铜箔上的第三贴合机17、用于将加工得到的产品收卷的中间物料收卷辊28;美工刀片16通过刀架安装于摸切机上,如图4和图5所示,刀架包括架设于料带上方的刀架固定杆19以及固定于固定杆上的刀片安装板20,美工刀片通过固定安装于刀片安装板20上,刀片安装板20上设有圆形突出结构的刀片安装部35,美工刀片一般端部设有通孔,将美工刀片的通孔配套套接于刀片安装部35上,再通过螺母压接固定美工刀片。刀架固定杆19中间为六角柱结构,刀片安装板上设有供六角柱结构匹配的六角孔。刀片安装板的六角孔处设有螺纹孔,该螺纹孔内设有螺丝34,该螺丝34的端部与六角柱结构抵触连接,因此本实施例的刀片安装板可以沿着刀架固定杆19的轴向方向滑动,因此可以调节美工刀片的具体切割位置,调节到位后直接将螺丝34拧紧即可,刀架固定杆19相对于摸切机架的高度可调节,通过控制刀架固定杆19相对于料带的高度控制美工刀片的下压压力,这种高度可调节机构为本领域常见的结构,例如丝杠组件可以实现无极调节,多个不同高度的安装孔,可以实现多级调节等等,高度可调节的具体结构并无限制。当加工出无胶区后,铜箔上在无胶区的位置出现印痕,用美工刀在印痕处分切保护膜11,得到错开段轮廓,通过印痕定位,简单方便,提高了加工效率。
42.(c)采用外轮廓冲切刀模17在步骤b的中间产品的保护膜11、铜箔10、双面胶8、离型纸7上冲切出铜箔模切件5的外轮廓,排出废料获得的铜箔模切件5,其中外轮廓冲切刀模17包括第一轮廓刀线1701和第二轮廓刀线1702,其中第一轮廓刀线1701用于加工出离型纸层4的其余轮廓,冲切层次为第二辅助离型膜9、双面胶8和离型纸7,第二轮廓刀线1702用于冲切次胶区远离主胶区一侧的外轮廓,冲切层次为第二辅助离型膜9和双面胶8,将剩余的轮廓外的废料一一排废,得到铜箔模切件。
43.实施例2
44.一种铜箔模切件的制作方法,方法步骤与实施例1主体相同,不同之处在于在贴合第一辅助离型膜12时,使第一辅助离型膜12的一侧轮廓,即切割区和主体区的分界线,与错开段14的轮廓之间的距离为5mm。
45.对比例1
46.本对比例为现有技术的一种铜箔模切件的制作方法,包括以下步骤:
47.(a)将离型纸7、双面胶8以及第二辅助离型膜9依次贴合于托底胶带6上;采用双面胶冲切刀模15在第二辅助离型膜9和双面胶8表面冲切出双面胶层3的无胶区轮廓并排废,
使用的双面胶冲切刀模15结构如图6所示;
48.(b)然后在步骤(a)得到的中间产品的双面胶8的表面依次贴合铜箔10以及冲切好的护膜层1,采用外轮廓冲切刀模17冲切出产品的外轮廓,得到带有保护膜的铜箔模切件。
49.该过程铜箔上的保护膜是贴合上去的,而不是刀具冲切得到的,因此产品上不会有刀痕,但是铜箔上的保护膜完全使用贴合机贴合,贴合精度为
±
1mm,不能制作公差较小的产品,在此产品上会导致保护膜边与铜箔缺口位置不对齐。
50.对比例2
51.本对比例为现有技术的一种铜箔模切件的制作方法,包括以下步骤:
52.在托底胶带6上加工出对折线33,然后在托底胶带6的对折线两侧贴合材料,对折线的一侧贴合保护膜11和第三辅助离型膜32,对折线的另一侧贴合离型纸、双面胶以及第三辅助离型膜32,采用如图7所示的刀模同时冲切出双面胶无胶区的轮廓和保护膜的错开段轮廓;排废并去除两个辅助离型膜片材,将托底胶带对折后打开,使得双面胶贴合到离型纸表面,形成保护膜、铜箔、双面胶、离型纸和托底胶带的层次堆叠材料,然后冲切出铜箔模切件的外轮廓。
53.铜箔上保护膜是对折后贴合上去非刀具冲切,产品上不会有刀痕,但是对折消耗材料较多,对折精度只能到
±
0.3mm,误差较大。
54.与现有技术中的加工过程相比,本发明通过将保护膜上的要处理的保护膜位置贴上离型膜,再贴上保护膜,冲切第二步,这时刀具的刀痕在离型膜上而非铜箔,然后将离型膜从保护膜下抽出,再过贴合机贴平保护膜。此方式既保证铜箔冲切时不受影响,改善外观;又保证了保护膜尺寸精度。采用美工刀片加工保护膜材料,容易保持加工精度。本发明中,对于保护膜原材料的分切要求低,由于使用刀架分切保护膜,保护膜的规格可以不用那么精准,保护膜的宽度规格容忍量也高,最小可以较产品宽度单边宽3mm,最宽可以不超过模切机料带定位孔宽度,模切机多步套位冲切会在第一步冲切时产品料带两边打定位孔供后续步骤套孔定位用,本公司采用的套位孔直径为3mm,假定此定位孔间距为50mm,那么最大宽度为50mm(孔间距)-3mm(孔直径)-4mm(给材料切割人员以及模切贴合人员的操作余量)=43mm,因此对于3~43mm规格的保护膜均可以使用到本技术中,对样品期间的制作及材料料头(若材料总宽1000mm按28mm分切那么剩下的19.6mm即称为料头)的消耗有帮助。此产品按照此方式制作,节省了一步模切工序,空余出的模切机以及人员可制作其他产品或排两条此单产品的生产线.变相增加了产品的产能。
55.以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本发明的实质内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。