1.本实用新型涉及泡罩机领域,具体涉及一种实验室用双工位泡罩机。
背景技术:
2.泡罩机是以透明塑料薄膜或者薄片形成泡罩,用热封合、粘合等方法将药品封合在泡罩与底板之间的设备,现有的泡罩机为辊式泡罩机,让成型模经过加热装置加热软化,在辊筒式成型模辊上用真空负压吸出泡罩,充填装置将被包装物充填入泡罩内,然后经辊筒式热封合装置,在合适的温度及压力下将单面涂有粘合剂的覆盖膜封合在带泡罩材料表面,并将被包装物密封在泡罩内;但是现有的泡罩机多数仅具有一种泡罩成型结构,不适用于实验室内对小批量不同种类药品进行不同种类包装的情况。
技术实现要素:
3.针对现有技术中所存在的不足,本实用新型提供了一种实验室用双工位泡罩机,解决了实验室用泡罩机只有单工位,不能适应实验室内不同种类药品进行不同包装的问题。
4.为实现上述目的,本实用新型采用了如下的技术方案:
5.一种实验室用双工位泡罩机,包括机架总成,所述机架总成内安装有热封气缸座以及间隔安装在所述热封气缸座上的第一热封气缸、第二热封气缸;
6.所述机架总成上安装有与所述第一热封气缸连接并用于成型或热封或冲裁的可切换模具;
7.所述机架总成上安装有与所述第二热封气缸连接的铝铝成型模具;
8.所述机架总成上安装有位于所述可切换模具背面的成型加热总成以及安装在成型加热总成上的成型转折辊;
9.所述机架总成内还安装有pvc承料总成;
10.所述pvc承料总成上的pvc膜穿过成型转折辊、成型加热总成后于所述可切换模具模压成型。
11.优选的,所述机架总成上还安装有电气箱罩以及安装在电气箱罩内的plc控制模块,所述plc控制模块用于控制所述第一热封气缸、第二热封气缸、成型加热总成的动作。
12.优选的,所述可切换模具包括两两对称并垂直固接在所述热封气缸座上的四根成型立柱;
13.四根成型立柱上滑动安装有连接在所述第一热封气缸上的第一中导板;
14.四根成型立柱顶部固定安装有限位顶板;
15.所述第一中导板上间隔安装有两个第一下压板以及抽拉安装在两个第一下压板上的下模仁;
16.所述限位顶板上间隔安装有两个热封限位板以及安装在两个热封限位板之间的上模仁;
17.所述上模仁顶部安装有热封加热板,所述上模仁底部安装有成型气道模。
18.优选的,所述下模仁为下成型模仁或下热封模仁或下冲裁模仁;
19.所述上模仁为上成型模仁或上热封模仁或上冲裁模仁。
20.优选的,所述铝铝成型模具包括两两对称并垂直固接在所述热封气缸座上的四根压痕立柱;
21.四根压痕立柱上滑动安装有连接在所述第二热封气缸上的第二中导板;
22.四根压痕立柱顶部固定安装有铝成型盖板;
23.所述第二中导板上间隔安装有两个第二下压板以及抽拉安装在两个第二下压板上的冲头底板;
24.所述铝成型盖板上安装有冲裁上底板;
25.所述冲裁上底板与所述第二中导板之间设有冲裁导柱;
26.所述冲裁导柱上滑动安装有冲头压板;
27.所述冲裁上底板上设有穿过所述冲头压板的铝成型冲头。
28.所述冲头压板与所述冲裁上底板连接有铝成型压缩弹簧。
29.优选的,所述成型加热总成包括固定安装在所述机架总成上的加热支架以及安装在所述加热支架上的成型加热总成;
30.所述加热支架上安装有用于调节所述成型加热总成高度的调节气缸。
31.优选的,所述成型转折辊包括固定安装在所述加热支架上的转折辊座以及安装在所述转折辊座上的转折轴,所述转折轴上转动安装有转折辊筒;
32.所述转折辊座上安装有位于所述转折辊筒一侧的阻尼底板及阻尼压板。
33.优选的,所述pvc承料总成包括固定安装在所述机架总成上的承料杠座以及转动安装在所述承料杠座上的转动杠轴;
34.所述转动杠轴上转动安装有用于缠绕pvc膜的承料套。
35.优选的,所述电气箱罩上安装有与所述plc控制模块连接的plc触摸屏、指示灯及开关按钮。
36.优选的,所述机架总成上安装有用于调节所述第一热封气缸、第二热封气缸的减压阀。
37.相比于现有技术,本实用新型具有如下有益效果:
38.通过在机架总成上安装可切换模具与成型加热总成、成型转折辊、pvc承料总成构成塑料泡罩成型系统,能够通过切换模具实现塑料泡罩的成型、热封、冲裁等过程,从而能够完成塑料泡罩成型、放药以及冲裁的完整流程;同时,在机架总成上安装有铝铝成型模具实现铝铝包装的成型结构能够实现铝材泡罩的成型、封装;整个结构小巧,通过模具切换实现多种工序的加工,能够在一台设备上实现多种包装结构成型,满足在实验室内不同药品小批量包装的需求。
附图说明
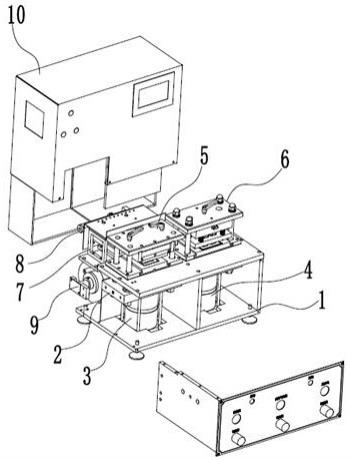
39.图1为本实用新型一种实施例的结构示意图;
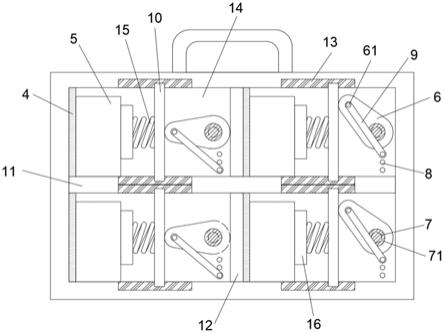
40.图2为本实用新型中可切换模具的结构示意图;
41.图3为本实用新型中铝铝成型模具的结构示意图;
42.图4为本实用新型中成型加热总成的结构示意图;
43.图5为本实用新型中成型转折辊的结构示意图;
44.图6为本实用新型中pvc承料总成的结构示意图;
45.图中,
46.机架总成1、热封缸座2、第一热封气缸3、第二热封气缸4、可切换模具5、成型立柱51、第一中导板52、限位顶板53、第一下压板54、下模仁55、热封限位板56、上模仁57、热封加热板58、成型气道模59、铝铝成型模具6、压痕立柱61、第二中导板62、铝成型盖板63、第二下压板64、冲头底板65、冲裁上底板66、冲裁导柱67、冲头压板68、铝成型冲头69、铝成型压缩弹簧610、成型加热总成7、加热支架71、成型加热板72、调节气缸73、成型转折辊8、转折辊座81、转折轴82、转折辊筒83、阻尼底板84、阻尼压板85、pvc承料总成9、承料杠座91、转动杠轴92、承料套93、电气箱罩10。
具体实施方式
47.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
48.如图1~图6所示,本实用新型的实施例中提出了一种实验室用双工位泡罩机,包括机架总成1,所述机架总成1内安装有热封气缸座以及间隔安装在所述热封气缸座上的第一热封气缸3、第二热封气缸4;在所述机架总成1上安装有与所述第一热封气缸3连接并用于成型或热封或冲裁的可切换模具5;可切换模具5能够根据工序进行切换,从而实现成型、热封、冲裁的工序,而在可切换模具5工作过程中,通过第一热封气缸3合模、开模过程进行驱动,从而实现模具形成过程。同时,在所述机架总成1上安装有与所述第二热封气缸4连接的铝铝成型模具6,通过铝铝成型模具6可实现冷冲压成型铝包装的加工,从而形成了双工位,可实现塑料泡罩成型、铝铝成型双种类包装的加工成型。
49.具体的,在所述机架总成1上安装有位于所述可切换模具5背面的成型加热总成7以及安装在成型加热总成7上的成型转折辊8;并且在所述机架总成1内还安装有pvc承料总成9;而所述pvc承料总成9上的pvc膜穿过成型转折辊8、成型加热总成7后于所述可切换模具5模压成型;在进行塑料泡罩成型过程中需要持续将pvc膜经过成型加热总成7进行加热后,能够在可切换模具5中进行成型加工,从而形成系统化过程。
50.具体的,在机架总成1上还安装有电气箱罩10以及安装在电气箱罩10内的plc控制模块,所述plc控制模块用于控制所述第一热封气缸3、第二热封气缸4、成型加热总成7的动作;通过plc控制模块系统控制整个设备在成型过程中的对应动作。
51.具体的,可切换模具5包括两两对称并垂直固接在所述热封气缸座上的四根成型立柱51;四根成型立柱51上滑动安装有连接在所述第一热封气缸3上的第一中导板52;四根成型立柱51顶部固定安装有限位顶板53;所述第一中导板52上间隔安装有两个第一下压板54以及抽拉安装在两个第一下压板54上的下模仁55;所述限位顶板53上间隔安装有两个热封限位板56以及安装在两个热封限位板56之间的上模仁57;所述上模仁57顶部安装有热封加热板58,所述上模仁57底部安装有成型气道模59;所述第一气缸推动第一中导板52在成型立柱51上滑动,从而使得上模仁57、下模仁55合模形成成型模腔,并且通过热封加热板58的作用对pvc膜在成型过程中进行加热,便于成型气道模59对用于放置药品的泡罩结构进
行成型。
52.为了在同一个模具上实现成型、热封以及冲裁连续加工工序,让下模仁55为下成型模仁或下热封模仁或下冲裁模仁;同时让所述上模仁57为上成型模仁或上热封模仁或上冲裁模仁,从而能够在进行成型、热封或冲裁时替换相应的上模仁57、下模仁55即可实现多种工序加工。
53.具体的,铝铝成型模具6包括两两对称并垂直固接在所述热封气缸座上的四根压痕立柱61;四根压痕立柱61上滑动安装有连接在所述第二热封气缸4上的第二中导板62;四根压痕立柱61顶部固定安装有铝成型盖板63;所述第二中导板62上间隔安装有两个第二下压板64以及抽拉安装在两个第二下压板64上的冲头底板65;所述铝成型盖板63上安装有冲裁上底板66;所述冲裁上底板66与所述第二中导板62之间设有冲裁导柱67;所述冲裁导柱67上滑动安装有冲头压板68;所述冲裁上底板66上设有穿过所述冲头压板68的铝成型冲头69;所述冲头压板68与所述冲裁上底板66连接有铝成型压缩弹簧610。通过第二热封气缸4推动第二中导板62在压痕立柱61上滑动,从而使得冲头底板65向上滑动,通过冲头底板65与冲裁上底板66对原材料进行压紧,同时使得铝成型冲头69能够穿过冲头压板68在原材料上形成冲孔,完成铝铝成型过程。
54.具体的,在塑料泡罩成型过程中,需要先对pvc膜进行加热,主要通过成型加热总成7加热,而成型加热总成7包括固定安装在所述机架总成1上的加热支架71以及安装在所述加热支架71上的成型加热板72;所述加热支架71上安装有用于调节所述成型加热板72高度的调节气缸73;通过让pvc膜穿过成型加热板72的过程中进行加热,并且能够根据后续加工高度通过调节气缸73对成型加热板72的高度进行调节。
55.同时,成型转折辊8包括固定安装在所述加热支架71上的转折辊座81以及安装在所述转折辊座81上的转折轴82,所述转折轴82上转动安装有转折辊筒83;所述转折辊座81上安装有位于所述转折辊筒83一侧的阻尼底板84及阻尼压板85;而pvc承料总成9包括固定安装在所述机架总成1上的承料杠座91以及转动安装在所述承料杠座91上的转动杠轴92;所述转动杠轴92上转动安装有用于缠绕pvc膜的承料套93;在进料过程中,通过将缠绕在承料套93上的pvc薄膜进行拉动并经过转折辊筒83转向调节后再阻尼底板84、阻尼压板85的限位作用下进行有效导向。
56.具体的,为了对工作状态进行直观展示,并在外部对plc控制模块进行控制,在电气箱罩10上安装有与所述plc控制模块连接的plc触摸屏、指示灯及开关按钮;同时,为了对第一热封气缸3、第二热封气缸4的压力进行调节,在机架总成1上安装有用于调节所述第一热封气缸3、第二热封气缸4的减压阀。
57.具体工作原理:在塑料泡罩工位进行成型、热风、冲裁加工的过程中,通过pvc承料总成9通过成型转折辊8后在成型加热总成7上进行预先加热,然后将pvc塑料移动到第一个工位;第一阶段先放置成型模具,通过第一热封气缸3带着成型模具中的下模向上移动,同时在上模上向下吹热风,从而能够在下模形成能够放置药片的凹槽结构,成型结束后,将整个产品取出放置药片,并同时替换为第二阶段模具;第二阶段模具为热封模具,在热封过程中通过第一热封气缸3带着下模向上移动,在上模的作用下对成型产品凹槽结构进行覆膜热封,从而完成药片的密封;取出密封后的产品替换为第三阶段模具,第三阶段模具为冲裁模具,同样通过第一热封气缸3带着下模向上移动,通过上模上的冲裁刀对多余材料进行裁
切,从而完成整个产品;通过一个工位切换不同模具实现在塑料泡罩成型、放药热封以及成品冲裁的整个流程。
58.而在铝铝泡罩工位加工成型时,通过将铝材放置到第二个工位中,通过第二热封气缸4带着下模向上移动并在铝成型冲头69的作用下形成放置药片的凹槽结构,完成冲压成型过程后,将产品取出放入药片后通过上模上的加热模块加热密封;最后通过替换冲裁模具,通过第二热封气缸4带着下模向上移动,通过上模中的冲裁刀对多余材料进行冲裁,完成铝铝泡罩成型、放药密封、成品冲裁的过程。
59.综上,两个工位独立运行,实现了pvc泡罩、铝铝泡罩独立的成型、封装过程,在同一个设备上实现了实验室内对不同种类药片进行封装的需求。
60.在本实用新型的描述中,需要理解的是,指示方位或位置关系的术语为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
61.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
62.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
63.最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。