1.本实用新型涉及热水器制造技术领域,特别是涉及一种热水器玻璃面板粘接自动化设备。
背景技术:
2.现在随着燃气热水器产品技术的不断发展,面壳材料由冷板喷漆变为预涂板、彩图版、覆膜板,现在演变成玻璃面板,整机外观更加美观高端。玻璃面板需要用硅酮胶与金属面壳进行粘胶连接,并保证玻璃的粘接有足够的强度在各种条件下不会脱落。其工艺过程是:1金属面壳定位
→
2点胶(涂胶)
→
3盖上玻璃面板
→
4压合并保压
→
5脱模硅酮胶固化。由于现有的粘接过程为人工操作,不能形成连续作业,存在效率低、劳动强度大和出胶量不均匀的问题,从而导致生产成本高和工艺质量低的问题。
技术实现要素:
3.本实用新型的目的是提供一种热水器玻璃面板粘接自动化设备,其优点是效率高、劳动强度低和出胶量均匀。
4.本实用新型的一种热水器玻璃面板粘接自动化设备,包括台架以及设置在所述台架上的面壳定位机构、点胶机构、脱模机构、压合机构和控制器,所述面壳定位机构包括水平往复驱动装置和与所述水平往复驱动装置连接的定位板,所述定位板上设有用于对面壳限位的定位部和至少两个脱模通孔,所述脱模通孔位于所述定位板的面壳放置区内,所述点胶机构设置在所述定位板的点胶工位的上方,所述点胶机构包括三轴位移台装置和设置在所述三轴位移台装置上的点胶机,所述脱模机构设置在所述定位板的点胶工位的下方,所述脱模机构包括第一上下往复驱动装置和与所述第一上下往复驱动装置连接且与所述脱模通孔相对的顶杆,所述顶杆的直径小于所述脱模通孔的直径,所述压合机构设置在所述定位板的压合工位的上方,所述压合机构包括第二上下往复驱动装置以及与所述第二上下往复驱动装置连接的压板,所述压板与所述定位板平行,所述水平往复驱动装置、所述三轴位移台装置、所述点胶机的电磁阀、所述第一上下往复驱动装置和所述第二上下往复驱动装置均与所述控制器连接。
5.本实用新型的一种热水器玻璃面板粘接自动化设备还可以是:
6.所述定位板为矩形板,所述定位部包括五个可拆卸式设置在所述定位板上的定位块,其中四个所述定位块两两一组分别设置在所述定位板的上端面的相对的两侧边缘处,并且两组所述定位块之间的距离与面壳的长度或宽度相等,另一个所述定位块设置在所述定位板的上端面的相对的另外两侧边缘处的任意一侧边缘处上。
7.所述定位板为矩形板,所述定位部包括三个条状定位块,三个所述条状定位块分别设置在所述定位板的任意三条边缘位置处。
8.所述定位板上设有四个所述脱模通孔,四个所述脱模通孔呈矩阵排列,所述脱模机构包括四个顶杆,四个所述顶杆的下端设置在第一安装板上,四个所述顶杆分别与四个
所述脱模通孔一一相对设置,所述第一上下往复驱动装置与第一安装板连接。
9.所述台架的与所述点胶工位的对应处的底部设有四个垂直于水平面的第一光轴,所述第一光轴的下端设有与水平面平行的第二安装板,所述第一上下往复驱动装置设置在所述第二安装板上,所述第一安装板的与所述第一光轴位置相对应处设有第一滑套,所述第一滑套可滑动地套设在所述第一光轴上。
10.所述台架的与所述压合工位的对应处的顶部上设有两个与水平面平行的第二光轴,所述定位板的下端面与所述第二光轴位置相对应处设有两个第二滑套,所述第二滑套可滑动地套设在所述第二光轴上。
11.所述台架的与所述压合工位的对应处的顶部上还设有四个与水平面垂直的第三光轴,所述第三光轴的上端设有与水平面平行的第三安装板,所述第二上下往复驱动装置设置在所述第三安装板上,所述压板的与所述第三光轴位置对应处设有第三滑套,所述第三滑套可滑动地套设在所述第三光轴上。
12.所述水平往复驱动装置、所述第一上下往复驱动装置和所述第二上下往复驱动装置均为气缸驱动装置,所述气缸驱动装置的电磁阀与所述控制器连接。
13.所述水平往复驱动装置、所述第一上下往复驱动装置和所述第二上下往复驱动装置均为电动伸缩装置,所述电动伸缩装置的电机与所述控制器连接。
14.本实用新型的一种热水器玻璃面板粘接自动化设备,相对于现有技术而言具有的优点是:整个过程仅需一个人工放置面壳、玻璃面板和取件即可,从而实现了降低人工成本和劳动强度低的效果。由于控制器控制点胶机的出胶量和点胶时的运动速度,从而实现了提升出胶量和运动速度的协同性的效果,从而实现出胶量均匀的效果。目前人工操作每小时产能upph为18台,本实用新型的一种热水器玻璃面板粘接自动化设备每小时产能60台,从而实现了大幅提高生产效率,降低制造成本的效果。
附图说明
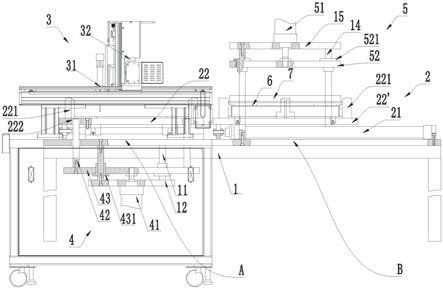
15.图1为本实用新型的一种热水器玻璃面板粘接自动化设备的主视结构示意图。
16.图2为本实用新型的一种热水器玻璃面板粘接自动化设备的俯视结构示意图。
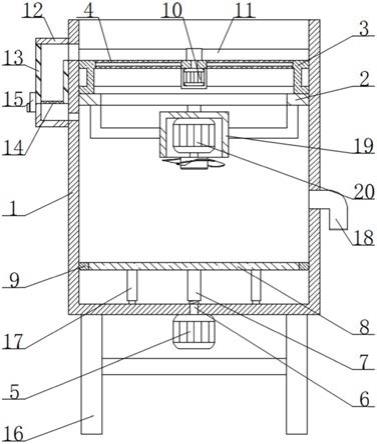
17.图3为本实用新型的一种热水器玻璃面板粘接自动化设备的侧视结构示意图。
18.图号说明
19.1、台架;11、第一光轴;12、第二安装板;13、第二光轴;14、第三光轴;15、第三安装板;
20.2、面壳定位机构;21、水平往复驱动装置;22、定位板;221、定位部;222、脱模通孔;223、第二滑套;
21.3、点胶机构;31、三轴位移台装置;32、点胶机;
22.4、脱模机构;41、第一上下往复驱动装置;42、顶杆;43、第一安装板;431、第一滑套;
23.5、压合机构;51、第二上下往复驱动装置;52、压板;521、第三滑套;
24.6、面壳;7、玻璃面板;
25.a、点胶工位;b、压合工位。
具体实施方式
26.下面结合附图的图1至图3对本实用新型的一种热水器玻璃面板粘接自动化设备作进一步详细说明。
27.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,包括台架1以及设置在台架1上的面壳定位机构2、点胶机构3、脱模机构4、压合机构5和控制器。
28.本实用新型的一种热水器玻璃面板粘接自动化设备的控制器不限于设置在台架1上,例如,也可以独立设置人机交互的控制台,控制器设置在控制台上。
29.面壳定位机构2包括水平往复驱动装置21和与水平往复驱动装置21连接的定位板22,定位板22上设有定位部221和至少两个脱模通孔222,定位部221与面壳6的外侧面相抵,以对面壳6限位,脱模通孔222位于定位板22的面壳放置区内。定位板22的表面可以为水平面,也可以为弧形面,本领域技术人员可根据面壳6的形状选择定位板22的表面形状。
30.在图1和图2中示出了定位板22的位移状态,为便于识别区分,在位于点胶工位a位置处时为定位板22,在由点胶工位a位移至压合工位b位置时为定位板22’。
31.点胶机构3设置在定位板22的点胶工位a的上方,点胶机构3包括能够x、y和z轴运动的三轴位移台装置31和设置在三轴位移台装置31上的点胶机32。例如,三轴位移台装置31为位移精度高的步进马达与丝杠式驱动机构,或步进马达与同步带、轮驱动机构。
32.脱模机构4设置在定位板22的点胶工位a的下方,脱模机构4包括第一上下往复驱动装置41和与第一上下往复驱动装置41连接且与脱模通孔222相对的顶杆42,顶杆42的直径小于脱模通孔222的直径,以使顶杆42的上端可穿过脱模通孔222向上顶起面壳6脱模。
33.压合机构5设置在定位板22的压合工位b的上方,压合机构5包括第二上下往复驱动装置51以及与第二上下往复驱动装置51连接的压板52,压板52与定位板22平行。压板52的下表面可以为水平面,也可以为弧形面,本领域技术人员可根据玻璃面板7的形状选择压板52的表面形状。
34.水平往复驱动装置21、三轴位移台装置31、点胶机32的电磁阀、第一上下往复驱动装置41和第二上下往复驱动装置51均与控制器连接。优选在水平往复驱动装置21、三轴位移台装置31、第一上下往复驱动装置41和第二上下往复驱动装置51的运动的两个端点均设置接近开关或接触开关,以防止故障部件之间相撞。
35.本实用新型的一种热水器玻璃面板粘接自动化设备的实际粘接运行方法如下:
36.初始状态,定位板22位于点胶工位;人工将面壳6放置在定位板22上,并且面壳6的外侧面与定位部221相抵。
37.控制器控制三轴位移台装置31下移并按预设的点胶运动轨迹运动,并且控制器控制点胶机32的出胶和出胶量,在点胶完毕后,控制器控制三轴位移台复位。
38.人工将玻璃面板7放置在面壳6上;控制器控制水平往复驱动装置21将定位板22位移至压合工位。
39.控制器控制第二上下往复驱动装置51驱动压板52向下位移并压在玻璃面板7上,保压10
‑
30秒,优选保压20秒,保压时间完成后,控制器控制第二上下往复驱动装置51驱动压板52向上位移复位。
40.控制器控制水平往复驱动装置21将定位板22位移至点胶工位;控制器控制第一上
下往复驱动装置41驱动顶杆42向上位移,顶杆42的上端穿过脱模通孔222并将面板向上顶出定位部221,人工将面板组件取下。
41.控制器控制第一上下往复驱动装置41驱动顶杆42向下位移复位,完成一个玻璃面板7的粘接循环。
42.整个过程仅需一个人工放置面壳6、玻璃面板7和取件即可,从而实现了降低人工成本和劳动强度低的效果。由于控制器控制点胶机的出胶量和点胶时的运动速度,从而实现了提升出胶量和运动速度的协同性的效果,从而实现出胶量均匀的效果。目前人工操作每小时产能upph为18台,本实用新型的一种热水器玻璃面板粘接自动化设备每小时产能60台,从而实现了大幅提高生产效率,降低制造成本的效果。
43.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:定位板22为矩形板,定位部221包括五个可拆卸式设置在定位板22上的定位块,其中四个定位块两两一组分别设置在定位板22的上端面的相对的两侧边缘处,并且两组定位块之间的距离与面壳6的长度或宽度相等,另一个定位块设置在定位板22的上端面的相对的另外两侧边缘处的任意一侧边缘处上。例如,两组定位块分别设置在定位板22的两个长边侧,另一个定位块设置在定位板22的一短边侧,人工上件时,将面壳6的一端从定位板22的另一短边处向内推,直至面壳6的一端面与短边侧的定位块相抵,并且面壳6的两侧面与两个长边侧的定位块相抵。
44.当然,定位部221对面壳6的定位方式不限于上述实施方式,例如,也可以为:定位板22为矩形板,定位部221包括三个条状定位块,三个条状定位块分别设置在定位板22的任意三条边缘位置处,本领域技术人员可根据实际需要选择面壳的定位结构。
45.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:定位板22上设有四个脱模通孔222,四个脱模通孔222呈矩阵排列。
46.脱模机构4包括四个长度相等的顶杆42,四个顶杆42的下端设置在第一安装板43上,四个顶杆42分别与四个脱模通孔222一一相对设置,第一上下往复驱动装置41与第一安装板43连接。脱模时,第一上下往复驱动装置41向上推动第一安装板43并带动四个顶杆42向上位移,直至四个顶杆42的上端一一对应穿过四个脱模通孔222将面板组件顶起脱离定位部221的限位,从而便于取件,四个顶杆42由于均匀对面板组件施加作用力,从而使面板组件水平上升,避免上升过程中角度倾斜影响粘接质量。
47.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:台架1的与点胶工位的对应处的底部设有四个垂直于水平面的第一光轴11,第一光轴11的下端设有与水平面平行的第二安装板12,第一上下往复驱动装置41设置在第二安装板12上。
48.第一安装板43的与第一光轴11位置相对应处设有第一滑套431,第一滑套431可滑动地套设在第一光轴11上。第一上下往复驱动装置41驱动第一安装板43沿第一光轴11垂直上、下运动,第一安装板43上由于设有第一滑套431从而实现运动顺畅的效果。
49.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:台架1的与压合工位的对应处的顶部上设有两个与水平面平行的第二光轴13,定位板22的下端面与第二光轴13位置相对应处设有两个第二滑套
223,第二滑套223可滑动地套设在第二光轴13上,水平往复驱动装置21驱动定位板22沿第二光轴13水平直线往复运动。
50.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:台架1的与压合工位的对应处的顶部上还设有四个与水平面垂直的第三光轴14,第三光轴14的上端设有与水平面平行的第三安装板15,第二上下往复驱动装置51设置在第三安装板15上,压板52的与第三光轴14位置对应处设有第三滑套521,第三滑套521可滑动地套设在第三光轴14上。第二上下往复驱动装置51驱动压板52沿第三光轴14垂直上、下运动。
51.本实用新型的一种热水器玻璃面板粘接自动化设备,请参考图1至图3相关各图,在前面技术方案的基础上还可以是:水平往复驱动装置21、第一上下往复驱动装置41和第二上下往复驱动装置51均为气缸驱动装置,气缸驱动装置的电磁阀与控制器连接。
52.当然,水平往复驱动装置21、第一上下往复驱动装置41和第二上下往复驱动装置51不限于为气缸驱动装置。例如,也可以均为电动伸缩装置,电动伸缩装置的电机与控制器连接,本领域技术人可根据实际需要选择驱动方式。
53.上述仅对本实用新型中的几种具体实施例加以说明,但并不能作为本实用新型的保护范围,凡是依据本实用新型中的设计精神所作出的等效变化或修饰或等比例放大或缩小等,均应认为落入本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。