1.本技术涉及注塑模具的技术领域,尤其是涉及一种高效冷却用下模具。
背景技术:
2.注塑成型又称注射模塑成型,它是一种注射兼模塑的成型方法。注塑模具通常包括上模具以及下模具,上模具以及下模具共同封闭形成模腔,通过注塑孔向模腔内注塑,待其冷却后成型为工件。在注塑模具中,冷却是十分重要的一部,对模具的寿命、注塑产品的生产效率和质量都有重要的影响。
3.一般的,在加工瓶盖时,上模具以及下模具共同封闭形成与瓶盖形状相对应的环状模腔,通过注塑口向模腔中注塑,下模具中设置有直线式的冷却水道,向冷却水道内注入冷却液,通过热传导对模腔内的瓶盖进行冷却,瓶盖冷却完成后进行脱模,即可完成瓶盖的加工。
4.针对上述中的相关技术,发明人认为下模具内的冷却水道为直线式,瓶盖的口径较小,直线式的冷却水道无法对瓶盖内部进行冷却,进而对瓶盖的冷却效果较差。
技术实现要素:
5.为了提高对瓶盖的冷却效果,本技术提供一种高效冷却用下模具。
6.本技术提供的一种高效冷却用下模具采用如下的技术方案:
7.一种高效冷却用下模具,包括用于成型瓶盖的下模具本体,所述下模具本体内设置有用于冷却瓶盖的冷却回路,所述冷却回路包括第一冷却部,所述冷却回路还包括用于对瓶盖内腔进行冷却的第二冷却部,所述第一冷却部与第二冷却部相连通。
8.通过采用上述技术方案,瓶盖加工过程中需要通过对瓶盖进行冷却来使得瓶盖冷却降温,以使瓶盖顺利从下模具本体上进行脱模,完成对瓶盖盖的加工,下模具本体中的冷却回路用于使冷却液在下模具本体中流动,冷却液在下模具本体内流通,通过热量传导,对瓶盖进行降温,冷却液从第一冷却部流入第二冷却部中,由于瓶盖的口径较小,通过第二冷却部对瓶盖的内腔进行降温,可提高对瓶盖的冷却效果。
9.可选的,所述下模具本体上开设有进液孔以及出液孔,所述第一冷却部包括直线水道,所述第一冷却部设置有两条,所述第二冷却部包括环状水道以及折弯水道,所述折弯水道设置有两个,其中一条所述直线水道的一端与进液孔相连通,所述直线水道的另一端与其中一个折弯水道的一端相连通,另一条所述直线水道的一端与出液孔相连通,所述直线水道的另一端与另外一个折弯水道的一端相连通,两个所述折弯水道的另一端均与环状水道相连通。
10.通过采用上述技术方案,冷却液从下模具本体上的进液孔流入其中一条直线水道,冷却液流过直线水道流入折弯水道中,进入环状水道中,再通过另一个折弯水道流入另一条直线水道中,从出液孔排出,冷却液通过在第一冷却部以及第二冷却部中进行流动,与下模具本体和瓶盖之间进行热量传导,对瓶盖进行冷却降温。
11.可选的,所述下模具本体的端面设置为对应瓶盖的圆形,所述环状水道的轴线与下模具本体的轴线相互重合。
12.通过采用上述技术方案,下模具本体的端面为圆形,环状水道与下模具本体同轴设置,可以使冷却水道中的冷却液均匀的从外部吸收热量,可以使瓶盖整体的各个位置均与的进行冷却降温,冷却效果更好。
13.可选的,所述第二冷却部包括蛇状水道,所述蛇状水道沿同一水平面等距均匀排布,所述蛇状水道的一端与其中一条直线水道的一端相互连通,所述蛇状水道的另一端与另一条直线水道的一端相互连通,所述蛇状水道均匀开设在下模具本体内。
14.通过采用上述技术方案,冷却液从直线水道流入蛇状水道中,再从另一条直线水道中流出,蛇状水道增加吸热面积,可以很好的对瓶盖周侧进行冷却降温。
15.可选的,所述第二冷却部包括螺旋状水道,所述螺旋状水道沿下模具本体的高度方向呈螺旋上升排布,所述螺旋状水道的一端与其中一条直线水道的一端相互连通,所述螺旋状水道的另一端与另一条直线水道的一端相互连通,所述螺旋状水道均匀开设在下模具本体内。
16.通过采用上述技术方案,冷却液从其中一条直线水道流入螺旋状水道中,沿螺旋状水道向上流动,再从另一条直线水道中流出,螺旋状水道的设置可以增大冷却面积,同样能起到对瓶盖周侧的冷却,对瓶盖进行降温。
17.可选的,所述下模具本体包括支撑部以及抵接部,所述抵接部可拆卸连接于支撑部上端,所述支撑部以及抵接部之间设置有冷却片,所述冷却片的相对的两个侧壁分别和支撑部以及抵接部相互贴合。
18.通过采用上述技术方案,冷却片的设置增大了散热面积,进一步增强了对瓶盖周侧的冷却效果,使得瓶盖可以更快的进行降温定型。
19.可选的,其中一条所述直线水道内设置有挡液组件,所述挡液组件包括挡液板,所述挡液板与直线水道的内部活动相连,所述挡液组件还包括用于与挡液板相抵接的限位块,所述限位块与直线水道的内壁相连,所述挡液板与限位块之间设置有弹簧,所述弹簧的一端与挡液板相连,所述弹簧的另一端与限位块相连。
20.通过采用上述技术方案,其中一条直线水道用于供冷却液流入,冷却液流入第二冷却部中,吸收瓶盖周侧的热量,对瓶盖进行降温,冷却液吸收热量从另一条供冷却液流出的直线水道流出,挡液组件的设置可以防止已经吸收热量的冷却液再次从供冷却液流入的直线水道中流回,与温度较低的冷却液混合影响降温效果。
21.可选的,所述挡液板的外环壁上设置有密封层。
22.通过采用上述技术方案,密封层的设置可以使得挡液板与直线水道的侧壁更为紧密的贴合在一起,对冷却液的密封效果更好,可以更好的防止冷却液出现返流的情况。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.瓶盖加工过程中需要通过对瓶盖进行冷却来使得瓶盖冷却降温,以使瓶盖顺利从下模具本体上进行脱模,完成对瓶盖的加工,下模具本体中的冷却回路用于使冷却液在下模具本体中流通,冷却液在下模具本体内流通,通过热量传导,对瓶盖进行降温,冷却液从第一冷却部流入第二冷却部中,由于瓶盖的口径较小,通过第二冷却部对瓶盖的内腔进行降温,可提高对瓶盖的冷却效果;
25.2.冷却片的设置增大了散热面积,进一步增强了对瓶盖周侧的冷却效果,使得瓶盖可以更快地进行降温定型;
26.3.挡液组件的设置可以防止已经吸收热量的冷却液再次从供冷却液流入的直线水道中流回,与温度较低的冷却液混合影响降温效果。
附图说明
27.图1是用于体现一种高效冷却用下模具的整体结构示意图。
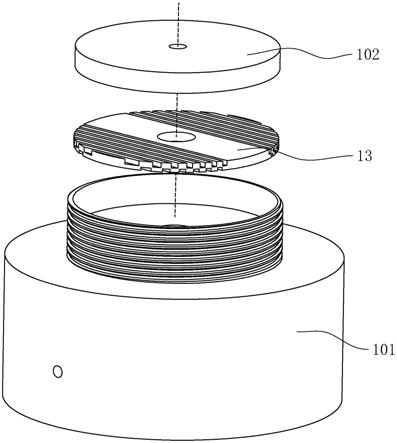
28.图2是用于体现一种高效冷却用下模具整体结构的爆炸示意图。
29.图3是用于体现实施例1中冷却回路结构的剖视图。
30.图4是图用于体现环状水道结构的示意图。
31.图5是图中a部的放大示意图。
32.图6是用于体现挡液组件结构的示意图。
33.图7是用于体现蛇状水道结构的下模具本体半剖视图。
34.图8是用于体现蛇状水道结构的下模具本体局剖视图。
35.图9是用于体现螺旋状水道结构的下模具本体半剖视图。
36.图10是用于体现螺旋状水道结构的下模具本体局剖视图。
37.附图标记说明:1、下模具本体;101、支撑部;102、抵接部;2、冷却回路;3、第一冷却部;4、第二冷却部;5、直线水道;6、环状水道;7、折弯水道;8、螺旋状水道;9、蛇状水道;10、进液孔;11、出液孔;12、挡液组件;121、挡液板;122、限位块;123、弹簧;124、密封层;13、冷却片。
具体实施方式
38.以下结合附图1
‑
10对本技术作进一步详细说明。
39.本技术实施例公开一种高效冷却用下模具。
40.实施例1
41.参照图1和图2,一种高效冷却用下模具包括用于成型瓶盖的下模具本体1,下模具本体1包括用于与瓶盖相抵触的抵接部102以及支撑部101,抵接部102设置于支撑部101的上端与支撑部101相连,支撑部101与抵接部102之间设置有用于增大吸热面积的冷却片13,冷却片13的端面呈锯齿状,冷却片13的两个端面分别和支撑部101以及抵接部102相贴合,下模具本体1上开设有进液孔10以及出液孔11。
42.参照图2和图3,下模具本体1内设置有冷却回路2,冷却回路2与进液孔10以及出液孔11相连通,冷却回路2包括第一冷却部3以及第二冷却部4,第二冷却部4位于瓶盖内腔中,第一冷却部3以及第二冷却部4相连通。
43.参照图2和图3,冷却片13的表面具有锯齿状的散热面可以增大吸收热量的面积,对瓶盖周侧的冷却效果更好,冷却液从进液孔10流入到第一冷却部3中,再流入位于瓶盖内腔的第二冷却部4中,从出液孔11流出,可以对瓶盖有更好的冷却效果。
44.参照图3和图4,第一冷却部3包括直线水道5,直线水道5设置有两条,第二冷却部4包括环状水道6以及两个折弯水道7,其中一条直线水道5的一端与进液孔10相连通,直线水道5的另一端与其中一条折弯水道7的一端相连通,折弯水道7的另一端与环状水道6相连
通;另外一条直线水道5的一端与出液孔11相连通,另一端与另一条折弯水道7的一端相连通,折弯水道7的另一端与环状水道6相连通,环状水道6的轴线与下模具本体1的轴线相互重合。
45.参照图3和图4,冷却液从进液孔10流入其中一条直线水道5中,从折弯水道7流入环状水道6中,对瓶盖进行冷却后流入另一条直线水道5中,从出液孔11流出,环状水道6的设置增大了冷却液的流动行程,同时,当环状水道6的轴线与下模具本体1的轴线相互重合时,可以使冷却液向瓶盖的侧向进行均匀的热量交换,使冷却液对瓶盖的冷却效果更好。
46.参照图5和图6,与进液孔10相连通的直线水道5内设置有用于防止冷却液返流的挡液组件12,挡液组件12包括挡液板121,直线水道5的侧壁上固定连接有连接杆,连接杆沿挡液板121的直径方向穿设在挡液板121内,挡液板121与连接杆转动连接,挡液组件12还包括用于与挡液板121相抵接的限位块122以及弹簧123,限位块122位于挡液板121上端,限位块122与直线水道5的侧壁固定连接,弹簧123的一端与挡液板121固定连接,弹簧123的另一端与限位块122固定连接,挡液板121的外环壁上设置有密封层124。
47.参照图5和图6,冷却液从其中一条直线水道5流入,冷却液流入环状水道6,对瓶盖进行降温,冷却液吸收热量后从另一条直线水道5流出。在冷却液流入时,由于冷却液泵入时的冲击力将挡液板121抵动,挡液板121发生翻转,弹簧123发生形变,冷却液得以流过,当泠却液停止泵入时,冷却液流动产生的冲击力消失,弹簧123复原,将挡液板121拉回,使得挡液板121复位,限位块122对挡液板121起限位作用,使挡液板121可以被更好的固定。密封层124的设置可以使挡液板121与直线水道5的侧壁更好的封闭,进一步降低了冷却液回流的可能性。挡液组件12的设置可以防止已经吸收热量的冷却液再次从供冷却液流入的直线水道5中流回,与温度较低的冷却液混合影响降温效果。
48.实施例1的实施原理为,在使用一种高效冷却用下模具对瓶盖进行冷却时,从下模具本体1的进液孔10泵入冷却液,冷却液流入其中一条直线水道5,抵动挡液板121,挡液板121发生翻转,通过折弯水道7流入环状水道6中,在通过另一条折弯水道7流入另一条直线水道5中,最终从出液孔11中排出,环状水道6位于瓶盖空腔内,增加了冷却液的流动行程,可以对瓶盖进行更为高效的冷却。
49.实施例2
50.实施例2与实施例1的区别在于,参照图7和图8,第二冷却部4包括蛇状水道9,蛇状水道9在同一水平面内等距均匀的开设在下模具本体1内,蛇状水道9的一端与其中一条直线水道5相连通,蛇状水道9的另一端与另一条直线水道5相连通。
51.实施例2的实施原理为,在使用一种高效冷却用下模具对瓶盖进行冷却时,从进液孔10泵入冷却液,冷却液通过抵动挡液板121从其中一条直线水道5流入蛇状水道9中,在通过另一条直线水道5从出液孔11流出,实现对瓶盖的快速冷却。
52.实施例3
53.实施例3与实施例1的区别在于,参照图9,第二冷却部4包括螺旋状水道8,螺旋状水道8沿下模具本体1的高度方向呈螺旋上升排布,螺旋状水道8的一端与其中一条直线水道5相连通,螺旋状水道8的另一端与另一条直线水道5相连通。
54.实施例3的实施原理为,在使用一种高效冷却用下模具对瓶盖进行冷却时,将冷却液从进液孔10中泵入,冷却液从其中一条直线水道5中流入螺旋状水道8中,对瓶盖进行冷
却后,从另一条直线水道5流出,从出液孔11排出,螺旋状水道8的设置同样增大了冷却液的流动行程,提高了对瓶盖的冷却效果。
55.以上实施例中第一冷却部3的开设通过机加工的方式在下模具本体1中完成开设,第二冷却部4通过3d打印的形式在下模具本体1中形成。
56.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。