1.本实用新型涉及棒棒包装技术领域,具体为一种棒棒产品的包装流水线设备。
背景技术:
2.随着现代技术的不断发展,产品包装要求越来越高,要求美观的同时要确保产品包装质量,传统的产品包装装置在使用时,采用分体式的结构设计,这样包装效率较低,无法做到一体化加工,为此,我们提出一种棒棒产品的包装流水线设备。
技术实现要素:
3.因此,本实用新型的目的是提供一种棒棒产品的包装流水线设备,通过纸板下料、纸板冲废、滤网牵引铺设、滤网超声波焊接、纸板对折、棒棒超声波缝合、原料灌装、棒棒超声波封口、棒棒切废和棒棒出成品可以将茶叶、咖啡粉或者其他颗粒物包装在一个食品级纸片和滤网做成的内包装内,使用方便,造型美观,用途广泛,并且这种一体化直线式加工的结构设计,设备运行流畅,稳定性高,一体化程度强,适用于流水线包装生产。
4.为解决上述技术问题,根据本实用新型的一个方面,本实用新型提供了如下技术方案:
5.一种棒棒产品的包装流水线设备,包括:
6.纸板下料工位,用于将预制成型的纸板安装在模具板上;
7.纸板冲废工位,用于将预成型纸板两端孔内的废料去除;
8.滤网牵引铺设工位,当纸板冲废工位完成后,通过滤网牵引铺设工位将滤网牵引到纸板两端小孔的准确位置;
9.滤网超声波焊接工位,将滤网通过超声波焊接装置焊接在纸板上;
10.纸板对折工位,将完成滤网焊接的纸板进行对折处理,通过第四气缸引导铁片下压纸板的中线位置,使纸板对折并插入到模具板的孔缝内,对折的纸板最上部会被一个导片楔入,以使在下一个工位保持顶端开口的状态;
11.超声波缝合工位,将对折后的纸板按照预设的区域进行缝合,只留顶端三分之一位置的开口,用作原料灌装口;
12.原料灌装工位,用于原料灌装,将原料通过灌装口灌入到顶端开口的棒棒内;
13.超声波封口工位,原料灌装完毕后,通过超声波设备将顶端未封口的开口部分和纸板整体的边沿部分进行封口,形成一个封装完成的棒棒产品,进入下一个工位;
14.切废工位,按照预设的尺寸和形状切掉多余的部分,使棒棒最终成型,并将多余的废料排出;
15.切废完成后,将棒棒通过卷膜封装工位进行封装,完成棒棒生产;
16.链条传动装置具体由主动轴、从动轴、主动链轮、传动链条和链板构成;
17.链板,铁片下压,将平铺在链板上的纸板,对准中线位置下压,使纸板插入到链板的孔缝内,并分开带弹簧的两个铁块,当铁片退出时,弹簧将两个铁块压紧,使纸板被压紧;
18.其中,整个设备,使用链条传动装置呈直线将原料运送到各个工位执行不同的生产流程,链条传动装置贯穿整个生产的始终,通过对半成品的单片纸板进行折叠,使两个安装孔位正向对应,并将包装滤网焊接,焊接时采用的淋膜,可在超声波封装设备的作用下融化形成粘连,用来将茶叶、咖啡粉或者其他颗粒物包装的结构可采用带孔的滤网、滤纸或滤布,包装制作完成后呈片状。
19.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,整个流水线设备采用光电检测系统,主要检测原物料是否到达准确的工位,当物料到达准确的预设工位后,光电检测系统识别成功,触发此工位的设备开始工作。
20.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,纸板下料工位在工作时,第一伺服电机带动吸料轴对准纸板料仓最下面的单片纸板,此时第一气缸运动使吸盘吸住单片纸板,吸料轴开始转向,将单片纸板放置在传动链条上的链板上,进程传动输送。
21.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,单片纸板在传动链条的作用下输送至纸板冲废工位下方时,第二气缸带动冲废头向下运动,将单片纸板长方形孔位的废料冲到出废孔,并掉落到下放的收废框内,纸板冲废功能工序完成。
22.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,纸板冲废完成过后,滤网牵引铺设工位进行工作,将成卷的滤网安置在放料器上,并牵出一端经过三个随动轮,从两个送料滚筒中间伸出,当第二伺服电机通过皮带带动送料滚筒转动,滤网会被送料滚筒带出铺设在单片纸板上。
23.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,当滤网被铺设到单片纸板上时,滤网超声波焊接工位开始工作,首先第三气缸带动超声波焊接器向下运动,将超声波焊接头下压到下凹模中,同时滤网会被超声波焊接头带入下凹模中成型,剩余的部分仍然平铺在纸板面上,此时超声波焊接器开始工作,释放超声波融化纸板表面的淋膜,将滤网与纸板焊接在一起,达到网兜成型的效果,之后切刀下压,将滤网切断,使单片纸板成为独立的带网兜纸板,进入下一个工位。
24.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,当带网兜纸板进入到纸板对折工位时,压片在第四气缸的带动下,铁片向下压在纸板的中线位置,使纸板插入到链板中间的缝隙内并被锁死,然后压片被第四气缸向上带出,此时纸板被对折。
25.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,当对折好后的单片网兜纸板进入超声波缝合工位,两边的第五气缸通过第一直线轴承带动联动板,将网兜纸板夹在超声波焊接缝合头和第一凹槽中间,此时超声波设备开始工作,释放超声波使纸板表面的淋膜融化,使对折的纸板相互粘连缝合在一起,只留顶部开口,形成一个袋状的棒棒容器,进入下一个工位。
26.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,经过超声波缝合的顶端开口的棒棒纸板,通过传动链条传动到原料灌装工位,此时开口的棒棒纸板被楔入一个导槽,导槽为倒三角结构,由两片底部不密封的导片组成,活塞传动装置带动第一量杯和第二量杯向上,原料经过量杯量取后进入料斗,当顶部开口的棒棒进入
预设位置后,料嘴里有送料杆,送料杆下压则开始下料,原料灌装到棒棒内,下料完成进入下一个工位,此处有两个量杯,故同时可同时量取两种原料,在料斗中混合后下料灌装,当灌装好原料的棒棒进入超声波封口工位,采用与超声波缝合工位同样的原理,将棒棒顶部未封口部分进行缝合。
27.作为本实用新型所述的一种棒棒产品的包装流水线设备的一种优选方案,其中,当棒棒移动到切废工位时,第六气缸带动第二直线轴承,第二直线轴承连着预压板,使棒棒灌装好物料的前端嵌入预压板的第一凹模内,第六气缸继续往前推动,棒棒嵌入第二凹模,继续推动时,置于第二凹模内的冲切刀头将棒棒裁切成预定的形状,多余的废料掉落,第七气缸带动出料机械手,将冲切完的棒棒成品,放置在成品传送带上,棒棒冲切完成,废料被排出,采用外联卷膜灌装机,当棒棒封口并冲切掉废料后,通过联机的传送带装置,将成品输送到卷膜灌装机的进料口,对产品进行最后的封装,卷膜封装工位对棒棒进行封装。
28.与现有技术相比,本实用新型具有的有益效果是:通过纸板下料、纸板冲废、滤网牵引铺设、滤网超声波焊接、纸板对折、棒棒超声波缝合、原料灌装、棒棒超声波封口、棒棒切废和棒棒出成品可以将茶叶、咖啡粉或者其他颗粒物包装在一个食品级纸片和滤网做成的内包装内,使用方便,造型美观,用途广泛,并且这种一体化直线式加工的结构设计,设备运行流畅,稳定性高,一体化程度强,适用于流水线包装生产。
附图说明
29.为了更清楚地说明本实用新型实施方式的技术方案,下面将结合附图和详细实施方式对本实用新型进行详细说明,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
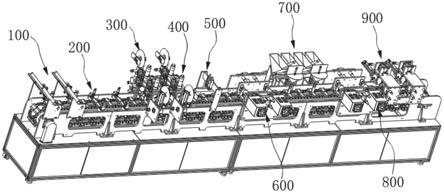
30.图1为本实用新型一种棒棒产品的包装流水线设备的整体结构示意图;
31.图2为本实用新型一种棒棒产品的包装流水线设备图1中纸板下料工位的结构图
32.图3为本实用新型一种棒棒产品的包装流水线设备图1中纸板冲废工位的结构图;
33.图4为本实用新型一种棒棒产品的包装流水线设备图1中滤网牵引铺设工位的结构图;
34.图5为本实用新型一种棒棒产品的包装流水线设备图1中滤网超声波焊接工位的结构图;
35.图6为本实用新型一种棒棒产品的包装流水线设备图1中纸板对折工位的结构图;
36.图7为本实用新型一种棒棒产品的包装流水线设备图1中超声波缝合工位的结构图;
37.图8为本实用新型一种棒棒产品的包装流水线设备图1中原料灌装工位的结构图;
38.图9为本实用新型一种棒棒产品的包装流水线设备图1中超声波封口工位的第一视角结构图;
39.图10为本实用新型一种棒棒产品的包装流水线设备图1中超声波封口工位的第二视角结构图;
40.图11为本实用新型一种棒棒产品的包装流水线设备图1中切废工位的结构图;
41.图12为本实用新型一种棒棒产品的包装流水线设备整体的传动结构图;
42.图13为本实用新型一种棒棒产品的包装流水线设备图11中链条传动装置的结构图;
43.图14为本实用新型一种棒棒产品的包装流水线设备图13中链板的第一视角结构图;
44.图15为本实用新型一种棒棒产品的包装流水线设备图13中链板的第二视角结构图;
45.图16为本实用新型一种棒棒产品的包装流水线设备图2中单片纸板的预制示意图;
46.图17为本实用新型一种棒棒产品的包装流水线设备图2中单片纸板折边之后的状态示意图;
47.图18为本实用新型一种棒棒产品的包装流水线设备图1制作完成的棒棒产品示意图。
48.图中:100、纸板下料工位;110、纸板料仓;120、第一气缸;130、吸料轴;140、第一伺服电机;150、吸盘;160、单片纸板;200、纸板冲废工位;210、第二气缸;220、冲废头;230、出废孔;300、滤网牵引铺设工位;310、放料器;320、随动轮;330、第二伺服电机;340、送料滚筒;400、滤网超声波焊接工位;410、第三气缸;420、超声波焊接器;430、超声波焊接头;440、下凹模;450、切刀;500、纸板对折工位;510、第四气缸;520、压片、530、压片头;600、超声波缝合工位;610、超声波设备;620、第五气缸;630、第一直线轴承;640、超声波焊接缝合头;650、联动板;660、第一凹槽;700、原料灌装工位;710、第一量杯;720、第二量杯;730、料斗;740、料嘴;750、料仓;760、活塞传动装置;800、超声波封口工位;900、切废工位;910、第六气缸;920、第七气缸;930、第二直线轴承;940、出料机械手;950、预压板;960、第一凹模;970、第二凹模;980、弹簧;1000、链条传动装置;1010、主动轴;1020、从动轴;1030、主动链轮;1040、传动链条;1050、链板;1601、安装孔位;1602、包装滤网;1051、孔缝;1052、铁块;1053、弹簧。
具体实施方式
49.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。
50.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是本实用新型还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广,因此本实用新型不受下面公开的具体实施方式的限制。
51.其次,本实用新型结合示意图进行详细描述,在详述本实用新型实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且示意图只是示例,其在此不应限制本实用新型保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
52.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的实施方式作进一步地详细描述。
53.本实用新型提供一种棒棒产品的包装流水线设备,通过纸板下料、纸板冲废、滤网牵引铺设、滤网超声波焊接、纸板对折、棒棒超声波缝合、原料灌装、棒棒超声波封口、棒棒
切废和棒棒出成品可以将茶叶、咖啡粉或者其他颗粒物包装在一个食品级纸片和滤网做成的内包装内,使用方便,造型美观,用途广泛,并且这种一体化直线式加工的结构设计,设备运行流畅,稳定性高,一体化程度强,适用于流水线包装生产。
54.图1
‑
18示出的是本实用新型一种棒棒产品的包装流水线设备一实施方式的整体结构示意图,请参阅图1
‑
18,本实施方式的一种棒棒产品的包装流水线设备的主体部分包括,纸板下料工位100、纸板冲废工位200、滤网牵引铺设工位300、滤网超声波焊接工位400、纸板对折工位500、超声波缝合工位600、原料灌装工位700、超声波封口工位800和切废工位900。
55.纸板下料工位100,用于将预制成型的纸板安装在模具板上;
56.纸板冲废工位200,用于将制作过程中的废料去除;
57.滤网牵引铺设工位300,当纸板冲废工位200完成后,通过滤网牵引铺设工位300将滤网牵引到纸板两端小孔的准确位置;
58.滤网超声波焊接工位400,将滤网通过超声波焊接装置焊接在纸板上;
59.纸板对折工位500,将滤网焊接完成的纸板进行对折处理,对折的纸板最上部会被一个导片楔入,以使在下一个工位保持顶端开口的状态;
60.超声波缝合工位600,将对折后的纸板按照预设的区域进行缝合,只留顶端的开口,用作原料灌装口;
61.原料灌装工位700,用于原料灌装,将原料通过灌装口灌入;
62.超声波封口工位800,原料灌装完毕后,将顶端未封口的开口进行封口,形成一个封装完成的棒棒产品,进入下一个工位;
63.切废工位900,按照预设的尺寸和形状切掉多余的部分,使棒棒最终成型,并将多余的废料排出。
64.结合图1
‑
18,本实施方式的一种棒棒产品的包装流水线设备,具体使用时,纸板下料工位100在工作时,第一伺服电机140带动吸料轴130对准纸板料仓110最下面的单片纸板160,此时第一气缸120运动使吸盘150吸住单片纸板160,吸料轴130开始转向,将单片纸板160放置在传动链条1040上的链板1050上,进程传动输送,单片纸板160在传动链条1040的作用下输送至纸板冲废工位200下方时,第二气缸210带动冲废头220向下运动,将单片纸板160长方形孔位的废料冲到出废孔230,并掉落到下放的收废框内,纸板冲废功能工序完成,纸板冲废完成过后,滤网牵引铺设工位300进行工作,将成卷的滤网安置在放料器310上,并牵出一端经过三个随动轮320,从两个送料滚筒340中间伸出,当第二伺服电机330通过皮带带动送料滚筒340转动,滤网会被送料滚筒340带出铺设在单片纸板160上,当滤网被铺设到单片纸板160上时,滤网超声波焊接工位400开始工作,首先第三气缸410带动超声波焊接器420向下运动,将超声波焊接头430下压到下凹模440中,同时滤网会被超声波焊接头430带入下凹模440中成型,剩余的部分仍然平铺在纸板面上,此时超声波焊接器420开始工作,释放超声波融化纸板表面的淋膜,将滤网与纸板焊接在一起,达到网兜成型的效果,之后切刀450下压,将滤网切断,使单片纸板160成为独立的带网兜纸板,进入下一个工位,当带网兜纸板进入到纸板对折工位500时,压片520在第四气缸510的带动下,铁片530向下压在纸板的中线位置,使纸板插入到链板1050中间的缝隙内并被锁死,然后压片520被第四气缸510向上带出,此时纸板被对折,当对折好后的单片网兜纸板进入超声波缝合工位600,两边的
第五气缸620通过第一直线轴承630带动联动板650,将网兜纸板夹在超声波焊接缝合头640和第一凹槽660中间,此时超声波设备610开始工作,释放超声波使纸板表面的淋膜融化,使对折的纸板相互粘连缝合在一起,只留顶部开口,形成一个袋状的棒棒容器,进入下一个工位,经过超声波缝合的顶端开口的棒棒纸板,通过传动链条1040传动到原料灌装工位700,此时开口的棒棒纸板被楔入一个导槽,导槽为倒三角结构,由两片底部不密封的导片组成,活塞传动装置760带动第一量杯710和第二量杯720向上,原料经过量杯量取后进入料斗730,当顶部开口的棒棒进入预设位置后,料嘴740里有送料杆,送料杆下压则开始下料,原料灌装到棒棒内,下料完成进入下一个工位,此处有两个量杯,故同时可同时量取两种原料,在料斗730中混合后下料灌装,当灌装好原料的棒棒进入超声波封口工位800,采用与超声波缝合工位600同样的原理,将棒棒顶部未封口部分进行缝合,当棒棒移动到切废工位900时,第六气缸910带动第二直线轴承930,第二直线轴承930连着预压板950,使棒棒灌装好物料的前端嵌入预压板950的第一凹模960内,第六气缸910继续往前推动,棒棒嵌入第二凹模970,继续推动时,置于第二凹模970内的冲切刀头将棒棒裁切成预定的形状,多余的废料掉落,第七气缸920带动出料机械手940,将冲切完的棒棒成品,放置在成品传送带上,棒棒冲切完成,废料被排出,成品被安置在传送带上进入下一个卷膜封装工位,对棒棒进行封装。
65.虽然在上文中已经参考实施方式对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。