1.本技术涉及工业检测技术领域,特别涉及一种检测系统。
背景技术:
2.晶圆上可加工制作成各种电路元件结构,以形成有特定电性功能的集成电路产品。一般晶圆的加工制作过程繁琐且复杂,若晶圆上存在缺陷将导致制备而成的集成电路产品失效,产品的良率低,故需要对晶圆上的缺陷进行检测,以便及时去除缺陷或停止制备过程。目前,通常利用平面探测器对晶圆表面的2d缺陷进行检测,而通过对检测结果的观察发现,仅通过对2d缺陷进行检测,依然无法对晶圆表面的缺陷进行比较完善地排查,检测的效果不佳。
技术实现要素:
3.本技术实施方式提供了一种检测系统。
4.本技术实施方式的检测系统用于检测工件,所述检测系统包括安装装置、第一检测装置及第二检测装置,所述第一检测装置安装于所述安装装置,所述第一检测装置对所述工件的待检测面进行成像以得到二维图像,并用于检测所述待检测面上的二维缺陷;所述第二检测装置安装于所述安装装置,所述第二检测装置对所述待检测面上的三维特征进行成像以得到三维图像,并用于检测所述待检测面上的三维缺陷。
5.在某些实施方式中,所述第一检测装置与所述第二检测装置并列安装于所述安装装置,所述第一检测装置安装于所述第二检测装置的长、宽、高方向中,尺寸最小的方向的一侧。
6.在某些实施方式中,所述第一检测装置包括至少一个成像镜头,所述第二检测装置包括多个检测通道,多个所述检测通道的光轴相交处的高度,与所述成像镜头的焦平面所在的高度相同。
7.在某些实施方式中,所述第一检测装置包括第一分光器、第一成像组件及第二成像组件,由所述工件反射或散射的光线由所述第一分光器分成第一光束及第二光束;所述第一成像组件用于接收所述第一光束以进行成像;所述第二成像组件用于接收所述第二光束以进行成像。
8.在某些实施方式中,所述第一检测装置还包括物镜组,所述物镜组包括多个不同倍率的物镜,多个所述物镜用于择一地切换至所述第一检测装置的光路中,由所述工件反射或散射的光线穿过所述物镜后到达所述第一分光器。
9.在某些实施方式中,所述第二检测装置包括多个检测通道,多个所述检测通道以不同的倾斜角度设置,多个所述检测通道用于采集同一个三维特征的图像。
10.在某些实施方式中,每个所述检测通道包括光源、分束器、成像镜头及探测器,所述光源发出的光线由所述分束器反射或透射至的所述工件,所述工件反射或散射的光线穿过所述分束器、及所述成像镜头后由所述探测器接收。
11.在某些实施方式中,所述检测系统还包括承载装置,所述承载装置用于承载所述工件,并带动所述工件在预定平面内运动,所述安装装置用于带动所述第一检测装置及/或所述第二检测装置沿垂直于所述预定平面的方向运动。
12.在某些实施方式中,所述检测系统还包括处理装置,所述处理装置与所述第一检测装置、所述第二检测装置通信连接;
13.所述处理装置依据所述二维图像获取所述三维特征的位置信息,所述位置信息发送至所述第二检测装置,所述第二检测装置对准所述位置信息对应的位置时,对所述三维特征进行成像。
14.在某些实施方式中,所述第一检测装置对准所述待检测面,且所述第二检测装置对准三维特征时,所述第一检测装置对所述待检测面进行成像,同时,所述第二检测装置对所述三维特征进行成像。
15.本技术实施方式的检测系统中,同时设置第一检测装置及第二检测装置,其中第一检测装置检测待检测面上的二维缺陷,第二检测装置检测待检测面上的三维缺陷,可以较完整地对待检测面上各种类型的缺陷都进行检测,检测的效果较好,另外,在同一个检测系统中,就可以实现对二维缺陷和三维缺陷的检测,不需要将工件转移至其他的检测设备中再次进行缺陷检测,缩短了检测时间,提高了检测的效率,降低检测设备的成本。
16.本技术实施方式的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本技术的实践了解到。
附图说明
17.本技术的上述和/或附加的方面和优点可以从结合下面附图对实施方式的描述中将变得明显和容易理解,其中:
18.图1为本技术某些实施方式的检测系统的结构示意图;
19.图2为本技术某些实施方式的第一检测装置的结构示意图;
20.图3为本技术某些实施方式的第二检测装置的结构示意图;
21.图4为本技术某些实施方式的第二检测装置的结构示意图;
22.图5为本技术某些实施方式的检测方法的流程示意图;
23.图6为本技术某些实施方式的检测系统的结构示意图;
24.图7为本技术某些实施方式的工件的示意图;
25.图8为本技术某些实施方式的检测系统的结构示意图;
26.图9为本技术某些实施方式的工件的示意图;
27.图10为本技术某些实施方式的检测系统的结构示意图。
28.主要元件及符号说明:
29.检测系统100、工件200、安装装置10、第一检测装置20、第一分光器21、第一成像组件22、第一透镜221、第一传感器222、第二成像组件23、第二透镜231、第二传感器232、第二分光器24、反射器25、暗场光源26、物镜27、第二检测装置30、检测通道31、光源311、分束器312、成像镜头313、探测器314、检测通道32、光源321、分束器322、成像镜头323、探测器324、检测通道33、光源331、分束器332、成像镜头333、探测器334、机架40、运送装置50、承载装置60、处理装置70。
具体实施方式
30.下面详细描述本技术的实施方式,所述实施方式的示例在附图中示出,其中,相同或类似的标号自始至终表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本技术的实施方式,而不能理解为对本技术的实施方式的限制。
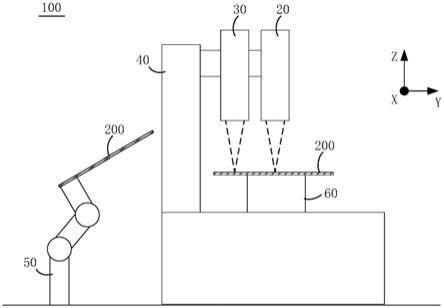
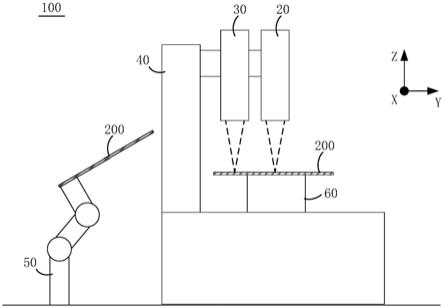
31.请参阅图1,图1为本技术某些实施方式的检测系统100的结构示意图,检测系统100用于检测工件200。
32.具体地,被检测的工件200可以是晶圆、芯片、基板、薄膜、显示面板、电子设备的外壳、电子设备的盖板、电子设备的电子元器件等,本技术说明书以被检测的工件200是晶圆为例,可以理解,工件200的具体类型还可以是其他,在此不作限制。
33.检测系统100可以是工业检测机台,检测系统100可用于检测工件200上选定特征的位置、尺寸等参数,或者检测系统100可用于检测工件200上是否存在缺陷,以判断工件200是否满足质量要求。在一个例子中,在工件200的多个制程中的任意一个制程完成后,检测系统100用于检测工件200是否合格,以提高最终工件200产品的产品良率,降低生产成本。
34.请继续参阅图1,检测系统100包括安装装置10、第一检测装置20及第二检测装置30。
35.例如,安装装置10可以安装在检测系统100的机架40上,而机架40可以是检测系统100中的安装载体,检测系统100的电气结构、气压系统等均可以安装在机架40上。在一个例子中,安装装置10可以是可活动地安装在机架40上,例如安装装置10可以相对于机架40滑动或转动。
36.安装装置10可以用来安装第一检测装置20及第二检测装置30等功能组件。当安装装置10相对于机架40活动时,可带动第一检测装置20及第二检测装置30也相对于机架40活动,以达到调整检测角度、检测位置、检测高度等的目的。具体地,安装装置10可以是支架,安装装置10上可以设置有用于固定第一检测装置20及第二检测装置30的固定结构,在此不再详述。
37.第一检测装置20安装于安装装置10,第一检测装置20可以固定安装于安装装置10,也可以是可活动地安装于安装装置10,在此不作限制。
38.第一检测装置20对工件200的待检测面进行成像以得到二维图像,并用于检测待检测面上的二维缺陷。第一检测装置20可以用于拍摄待检测面的二维图像,例如,第一检测装置20可以通过线扫描的方式拍摄得到二维图像,又例如,第一检测装置20可以通过面阵成像的方式拍摄得到二维图像,再例如,第一检测装置20可以选择性地通过线扫描的方式或者面阵成像的方式拍摄得到二维图像,在此不作限制。
39.其中,二维缺陷可以是通过二维图像就可以检测出来的,位于待检测面上的缺陷,例如,二维缺陷可以是待检测面上的多余的划痕、多余的坏点、多余的凸起或凹坑、二维尺寸不符合标准的特征、所在位置不符合标准的特征、颜色不符合标准的特征、偏转方向不符合标准的特征等,可以理解,二维缺陷的具体种类还可以有其他,在此不再一一举例。
40.第二检测装置30安装于安装装置10,第二检测装置30可以固定安装于安装装置10,也可以是可活动地安装于安装装置10,在此不作限制。
41.第二检测装置30对待检测面上的三维特征进行成像以得到三维图像,并用于检测待检测面上的三维缺陷。具体地,第二检测装置30对待检测面上的三维特征进行三维成像,可以是利用任意可以进行三维成像的原理得到三维图像,例如,可以是利用多目立体成像的原理得到三维图像、或者可以是利用结构光成像的原理得到三维图像、或者可以是利用光谱共聚集的原理得到三维图像、或者可以是利用飞行时间成像的原理得到三维图像、或者可以是利用干涉仪的原理得到三维图像等,在此不作限制。
42.其中,三维缺陷可以是需要将三维特征的三维尺寸与标准尺寸比对,以检测出来的缺陷,例如,三维缺陷可以是待检测面上高度太高或太低的特征、深度太深或太的特征、高度的变化率不符合要求的特征等,可以理解,三维缺陷的具体种类还可以有其他,在此不再一一举例。
43.请继续参阅图1,在图1所示的示例中,检测系统100还包括承载装置60及运送装置50。承载装置60可以用于固定工件200,在一个例子中,承载装置60还可以带动工件200运动。运送装置50可用于将待检测的工件200运送至承载装置60上,以供第一检测装置20及第二检测装置30进行检测。运送装置50还可用于将检测完成后的工件200从承载装置60中取下,并运送至合格品收集处或者不合格品收集处。运送装置50具体可以是机械手,例如两关节的机械手、三关节的机械手等,在此不作限制。
44.本技术实施方式的检测系统100中,同时设置第一检测装置20及第二检测装置30,其中第一检测装置20检测待检测面上的二维缺陷,第二检测装置30检测待检测面上的三维缺陷,可以较完整地对待检测面上各种类型的缺陷都进行检测,检测的效果较好,另外,在同一个检测系统100中,就可以实现对二维缺陷和三维缺陷的检测,不需要将工件200转移至其他的检测设备中再次进行缺陷检测,缩短了检测时间,提高了检测的效率,降低检测设备的成本。
45.请继续参阅图1,在某些实施方式中,第一检测装置20与第二检测装置30并列安装于安装装置10,第一检测装置20安装于第二检测装置30的长、宽、高方向中,尺寸最小的方向的一侧。
46.第一检测装置20与第二检测装置30并列安装,便于第一检测装置20与第二检测装置30对同一个待检测的工件200进行检测,工件200在接受第一检测装置20检测完成后,不需要再通过运送装置50将工件200大范围地运输,就可以接受第二检测装置30的检测。第一检测装置20安装于第二检测装置30的长、宽、高方向中,尺寸最小的一侧,使得第一检测装置20与第二检测装置30并列安装后,整体不会在任何一个方向上尺寸过于大,避免在检测时需要带动工件200沿某一个方向运动过于大的行程,便于检测系统100的整体布局。
47.具体地,在如图1所示的例子中,第二检测装置30的长、宽、高方向,分别为图1中所示的x方向(垂直于纸面方向)、y方向及z方向,其中,x
‑
y
‑
z为笛卡尔坐标系,尺寸最小的方向为y方向,则第一检测装置20与第二检测装置30沿y方向并列安装。当然,在其他例子中,如果尺寸最小的方向为x方向,则第一检测装置20与第二检测装置30可以沿x方向并列安装,在此不作限制。
48.请继续参阅图1,在某些实施方式中,第一检测装置20包括至少一个成像镜头,第二检测装置30包括多个检测通道,多个检测通道的光轴相交处的高度与成像镜头的焦平面所在的高度相同。
49.具体地,第一检测装置20与第二检测装置30均通过光学成像的方式对工件200进行检测,第一检测装置20的成像镜头的焦平面,与第二检测装置30的多个检测通道的光轴相交处的高度相同,使得第一检测装置20检测完工件200的二维缺陷后,不再需要调整工件200与第二检测装置30的相对高度,就可以利用第二检测装置30检测工件200的三维缺陷,另外,也使得第一检测装置20检测二维缺陷的时,第二检测装置30也可以同时检测三维缺陷,提高对工件200进行检测的效率。
50.请参阅图2,图2为本技术某些实施方式的第一检测装置20的结构示意图,第一检测装置20包括第一分光器21、第一成像组件22及第二成像组件23。由工件200反射或散射的光线由第一分光器21分成第一光束及第二光束。第一成像组件22用于接收第一光束以进行成像。第二成像组件23用于接收第二光束进行成像。
51.在第一检测装置20中设置第一成像组件22及第二成像组件23,使得依据不同的检测需求,可以选择性地采用第一成像组件22得到二维图像,或者采用第二成像组件23得到二维图像,以适应更多样的检测需求。
52.在一个例子中,第一成像组件22可以是彩色的成像组件,第二成像组件23可以是黑白的成像组件,在使用时,可以先利用第二成像组件23拍摄待检测面的二维图像,以对二维缺陷进行初步检测,提高检测二维缺陷的效率,在初步检测存在二维缺陷的位置,再利用第一成像组件22进行拍摄,以对可能存在二维缺陷的位置进一步复检,提高检测二维缺陷的准确度。在另外的例子中,也可以是第一成像组件22是黑白的成像组件,第二成像组件23是彩色的成像组件,或者第一成像组件22与第二成像组件23均是黑白的成像组件,或者第一成像组件22与第二成像组件23均是彩色的成像组件,在此不作限制。
53.在如图2所示的例子中,第一成像组件22包括第一透镜221及第一传感器222。其中,第一透镜221可以是单一的透镜,也可以是透镜组,第一光束穿过第一透镜221后到达第一传感器222。当然,第一成像组件22也可以不包括第一透镜221,第一光束由第一分光器21分出后直接由第一传感器222接收。
54.在如图2所示的例子中,第二成像组件23包括第二透镜231及第二传感器232。其中,第二透镜231可以是单一的透镜,也可以是透镜组件,第二光束穿过第二透镜231后到达第二传感器232。当然,第二成像组件23也可以不包括第二透镜231,第二光束由第一分光器21分出后,直接由第二传感器232接收。
55.请参阅图2所示的例子,第一检测装置20还包括第二分光器24及反射器25,光线可以由反射器25反射至第二分光器24,第二分光器24将光线反射并投射至工件200上。由工件200反射的光线先到达第二分光器24并穿过第二分光器24,穿过第二分光器24后到达第一分光器21。其中,光线可以由外部的光源发出,并由光纤等导光器件传导至第一检测装置20,投射至工件200上的光线可以作为明场光线。
56.另外,第一检测装置20还可包括暗场光源26,暗场光源26发出的光投射至工件200,由工件200散射后到达第二分光器24。其中,暗场光源26可以是环形的光源、条形的光源、弧形的光源等任意形状的光源,在此不作限制。
57.请继续参阅图2,在某些实施方式中,第一检测装置20还包括物镜组(图未示),物镜组包括多个不同倍率的物镜27。多个物镜27用于择一地切换至第一检测装置20的光路中,由工件200反射或散射的光线穿过物镜27后到达第一分光器21。
58.通过切换不同的物镜27,可以切换第一检测装置20不同的拍摄倍率,以满足对不同检测精度的检测需求。具体地,在一个例子中,当需要定位二维缺陷的位置时,可以切换较小放大倍率的物镜27,以使视野较大,能够快速定位二维缺陷的位置;当需要进一步检测二维缺陷的具体信息时,可以切换较大放大倍率的物镜27,以使二维成像的精度更高,提高检测二维缺陷的精度。
59.请参阅图3,图3为本技术某些实施方式的第二检测装置30的结构示意图,在某些实施方式中,第二检测装置30包括多个检测通道31、32、33,多个检测通道31、32、33以不同的倾斜角度设置,多个检测通道31、32、33用于采集同一个三维特征的图像。
60.设置多个倾斜角度不同的检测通道31、32、33,可以从多个角度获取三维特征的图像,以进一步得到信息更完整的三维图像。具体地,检测通道31、32、33的数量可以是两个、三个、四个、五个、六个、七个、八个等任意大于等于两个的数量。在如图3所示的例子中,三个检测通道31、32、33的中心相交于一点,检测通道31及检测通道33分别设置在检测通道32的两侧,具体地,检测通道32的中心可以与工件200垂直布置,检测通道31与检测通道33相对于检测通道32呈对称布置。
61.请参阅图4,图4为本技术某些实施方式的第二检测装置30的结构示意图,在某些实施方式中,每个检测通道31、32、33包括光源311、321、331、分束器312、322、332、成像镜头313、323、333及探测器314、324、334。光源311、321、331发出的光线由分束器312、322、332反射或透射至工件200,工件200反射或散射的光线穿过分束器312、322、332及成像镜头313、323、333后由探测器314、324、334接收。
62.通过如此设置,使得每个检测通道31、32、33最终都能够接收到明场光线及暗场光线,以对三维特征进行比较全面地检测。
63.以检测通道31为例,光源311发出的光线由分束器312反射或透射至工件200,由工件200反射或者散射的光线再到达分束器312后,分束器312透射或反射光线至成像镜头313,光线穿过成像镜头313后由探测器314接收并进行成像。
64.检测通道31、检测通道32与检测通道33除倾斜角度有差异外,其余结构大体类似,检测通道32与检测通道33的具体结构可以参阅对检测通道31的描述,在此不再赘述。
65.请再参阅图1,在某些实施方式中,承载装置60用于承载工件200,并带动工件200在预定平面内运动。安装装置10用于带动第一检测装置20及/或第二检测装置30沿垂直于预定平面的方向运动。
66.通过带动工件200在预定平面内运动,使得第一检测装置20与第二检测装置30可以检测工件200的待检测面上的任意位置,通过安装装置10带动第一检测装置20及/或第二检测装置30沿垂直于预定平面的方向运动,可以使得第一检测装置20及/或第二检测装置30的焦点落在工件200的待检测面上,以获得清晰的二维图像及三维图像。
67.具体地,预定平面可以是平行于图1中的x
‑
y平面的平面,在检测前,安装装置10可以先带动第一检测装置20及第二检测装置30在z方向进行粗调整,以提高高度调整的效率,在检测时,可以依据测高装置检测工件200的待检测面的高度,依据该高度,安装装置10可以再带动第一检测装置20及第二检测装置30在z方向进行精调整,以提高高度调整的精度。
68.当然,在其他的一些例子中,也可以是承载装置60可以带动工件200沿x方向、y方向及z方向运动,而第一检测装置20及第二检测装置30保持不动,在此不作限制。
69.请参阅图5,图5为本技术某些实施方式的检测方法的流程示意图,本技术实施方式的检测方法用于检测工件200,检测方法包括步骤:
70.01:通过第一检测装置20对工件200的待检测面进行成像以得到二维图像;
71.02:依据二维图像,检测待检测面的二维缺陷,且获取待检测面上的三维特征的位置信息;
72.03:利用位置信息且通过第二检测装置30,对三维特征进行成像以得到三维图像;及
73.04:依据三维图像检测待检测面的三维缺陷。
74.请结合图6,图6为本技术某些实施方式的检测系统100的结构示意图,在某些实施方式中,检测系统100包括处理装置70,处理装置70与第一检测装置20及第二检测装置30通信连接。第一检测装置20可以用于实施步骤01,即,第一检测装置20可用于对工件200的待检测面进行成像以得到二维图像。处理装置70可用于实施步骤02,即,处理装置70可用于依据二维图像,检测待检测面的二维缺陷,以及获取三维特征的位置信息。第二检测装置30可用于实施步骤03,即,第二检测装置30可用于利用三维特征的位置信息,对三维特征进行成像以得到三维图像。处理装置70还可用于实施步骤04,即,处理装置70可用于依据三维图像检测待检测面的三维缺陷。
75.具体地,步骤01中,通过第一检测装置20对工件200的待检测面进行成像以得到二维图像,具体如何拍摄得到二维图像可以参照上述对第一检测装置20的描述,在此不再赘述。第一检测装置20在得到二维图像时,每一次拍摄,可以仅拍摄工件200的待检测面的一个局部,拍摄完当前的局部后,再拍摄待检测面的下一个局部,直至对工件200的整个待检测面都进行拍摄,以得到多个二维图像。
76.步骤02中,依据二维图像,检测待检测面的二维缺陷,且获取待检测面上的三维特征的位置信息。具体地,处理装置70可以将由第一检测装置20拍摄得到的二维图像,与标准的无缺陷的图像进行对比,以检测工件200是否存在二维缺陷。可以理解,处理装置70在执行步骤02时,第一检测装置20可以持续地在拍摄新的二维图像。
77.同时,处理装置70还可以通过二维图像,定位出需要检测的三维特征的位置信息,具体可以通过拍摄二维图像时,第一检测装置20对准的位置坐标,以及三维特征在二维图像中的位置,计算得到三维特征的位置信息,例如位置坐标。
78.例如,如图7所示的例子中,图7为本技术某些实施方式的工件200的示意图,通过对二维图像进行分析,得出工件200中的存在三维特征201需要检测,并记录三维特征201的位置信息。
79.步骤03中,利用三维特征的位置信息且通过第二检测装置30,对三维特征进行成像以得到三维图像。处理装置70获取的三维特征的位置信息可以发送至第二检测装置30,当第二检测装置30对准位置信息对应的位置时,第二检测装置30对三维特征进行成像。具体如何拍摄得到三维图像可以参照上述对第二检测装置30的描述,在此不再赘述。
80.步骤04中,依据三维图像检测待检测面的三维缺陷,处理装置70可以比对三维图像中的三维特征的信息,与标准模型中三维图像的信息,以检测当前拍摄的三维特征是否符合质量标准,即,检测当前拍摄的三维特征是否存在三维缺陷。
81.请结合图6及图8,其中,图8为本技术某些实施方式的检测系统100的结构示意图,
在对工件200进行检测时,由于需要依据二维图像获取三维特征的位置信息后,才能对三维特征进行检测,因此,当开始对工件200进行检测时,可以驱动工件200运动,使得工件200、第一检测装置20及第二检测装置30之间的位置关系如图6所示,先由第一检测装置20对工件200的待检测面进行二维成像,第二检测装置30先不工作。
82.随着检测的进行,部分三维特征的位置信息已经被检出,且仍有部分待检测面还未进行二维成像,此时,可以驱动工件200运动,使得工件200、第一检测装置20及第二检测装置30之间的位置关系如图8所示,第一检测装置20对待检测面进行二维成像,同时,第二检测装置30对三维特征进行三维成像。请结合图8和图9,其中,图9为本技术某些实施方式的工件200的示意图,第一检测装置20对二维特征202进行成像的同时,第二检测装置30对三维特征201进行成像。如此,提高对工件200进行检测的效率。
83.随着检测的进行,所有二维缺陷已经检测完毕,所有三维特征的位置信息已经被检出,只是尚未检测三维特征是否有三维缺陷,此时,可以驱动工件200运动,使得工件200、第一检测装置20及第二检测装置30之间的位置关系如图10所示,图10为本技术某些实施方式的检测系统100的结构示意图,第一检测装置20不工作,同时,第二检测装置30对三维特征进行三维成像。直至第二检测装置30将所有三维特征都检测完毕,则对当前工件200的检测完成。
84.综上,本技术实施方式的检测系统100及检测方法中,同时设置第一检测装置20及第二检测装置30,其中第一检测装置20检测待检测面上的二维缺陷,第二检测装置30检测待检测面上的三维缺陷,可以较完整地对待检测面上各种类型的缺陷都进行检测,检测的效果较好,另外,在同一个检测系统100中,就可以实现对二维缺陷和三维缺陷的检测,不需要将工件200转移至其他的检测设备中再次进行缺陷检测,缩短了检测时间,提高了检测的效率,降低检测设备的成本。
85.在本说明书的描述中,参考术语“一个实施方式”、“一些实施方式”、“示意性实施方式”、“示例”、“具体示例”或“一些示例”等的描述意指结合所述实施方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施方式或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
86.流程图中或在此以其他方式描述的任何过程或方法描述可以被理解为,表示包括一个或更多个用于实现特定逻辑功能或过程的步骤的可执行指令的代码的模块、片段或部分,并且本技术的优选实施方式的范围包括另外的实现,其中可以不按所示出或讨论的顺序,包括根据所涉及的功能按基本同时的方式或按相反的顺序,来执行功能,这应被本技术的实施例所属技术领域的技术人员所理解。
87.尽管上面已经示出和描述了本技术的实施方式,可以理解的是,上述实施方式是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在本技术的范围内可以对上述实施方式进行变化、修改、替换和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。