1.本实用新型涉及汽车零部件检验工具领域,具体设计一种变速器换挡换位组件综合检具。
背景技术:
2.换挡换位组件是汽车上的一种重要组件,其包括换挡杆、换位座、磁铁支架以及拉索销,在产品焊接完成后需要对各个部件的尺寸进行检测,现有技术中的方式,是一对一的单独检测,即需要设计至少两套检测量具,在检具投入大量的成本,另一方面两套检具定位基准不一致,容易造成检测结果误差,同时分工序检测势必影响工作进度。公告号为cn210719075u的实用新型专利公开了一种换挡换位组件综合检具,使用检测辅具 高度尺 拉索销检具结合方式检测,具有以下不足之处:第一,需检测两个拨指空挡尺寸两次,各档换挡尺寸七次,换位轴向尺寸七次,拉索销位置尺寸需在另一检具上重新装夹产品进行检测,在执行时所需节拍为三分钟;第二,使用检测辅具 高度尺 拉索销检具结合方式检测,操作者对检测结果的影响导致有一定的差异性;第三,产品在变速箱中装配的姿态是与地面大致90度方向,即立式,而使用检测辅具 高度尺 拉索销检具相结合的方式,产品的姿态只能横着检测,受换档转臂重力影响实际检测结果,导致检测结果与实际装配情况存在差异性。
技术实现要素:
3.针对上述问题,本实用新型提供了一种变速器换挡换位组件综合检具,将换挡和换位及拉索销位置纳入同一检具检测尺寸,取消使用高度尺,采用插块代替检测各档位拨指换挡和换位位置尺寸,一次装夹同时执行所有尺寸检测,提升检测节拍。
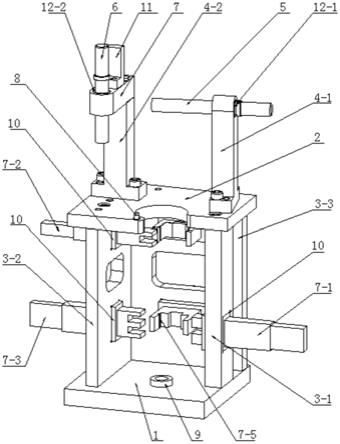
4.为了达到上述目的,本实用新型采用了以下技术方案:一种变速器换挡换位组件综合检具,其特征在于,包括水平设置的底板和设于其上方的定位板,所述底板和定位板通过竖直的第一支撑板、第二支撑板和第三支撑板分别从所述底板左右两端及后端固定连接,所述定位板容纳待检测零件的开口,所述底板上设有与所述开口的中心相对应的定位衬套;所述定位板上设有水平检测柱支撑板和竖直检测柱支撑板,所述水平检测柱支撑板上端设有水平设置的水平检测柱,所述竖直检测柱支撑板上端设有竖直检测柱,所述水平检测柱与所述竖直检测柱在所述定位板上的夹角为α;设于所述底板右侧的第一支撑板上设有水平设置且垂直穿过所述第一支撑板的第一测量插块,设于所述底板左侧的第二支撑板上设有水平设置且垂直穿过所述第二支撑板的第二测量插块和第三测量插块,所述第三测量插块设于所述第二测量插块正下方;设于所述底板后端的第三支撑板上设有水平设置且垂直穿过所述第三支撑板的第四测量插块和第五测量插块,所述第五测量插块设于所述第四测量插块的正下方;所述定位板上端面还设有与待检测零件相配合的定位销。
5.进一步的,所述第一测量插块通过方形衬套与第一支撑板滑动连接,所述第二测量插块、第三测量插块通过方形衬套与第二支撑板滑动连接,所述第四测量插块、第五测量
插块通过方形衬套与第三支撑板滑动连接;各个测量插块外端均设有便于抓握使其抽出和推进的手柄;所述第一测量插块内侧端部设有与待检测零件相配合的开口。
6.进一步的,所述水平检测柱外端为手柄部,内端为检测部,通过水平检测柱衬套可滑动连接在所述水平检测柱支撑板上端的孔内。
7.进一步的,所述竖直检测柱上端为手柄,下端为检测部,通过竖直检测柱衬套可滑动连接在所述竖直检测柱支撑板上端的孔内。
8.进一步的,所述竖直检测柱支撑板上设有辅助支撑板。
9.本实用新型结构简单,一次装夹,完成多个位置尺寸的检测,提升检测节拍,减轻检验工序的劳动量,提高检验效率。
附图说明
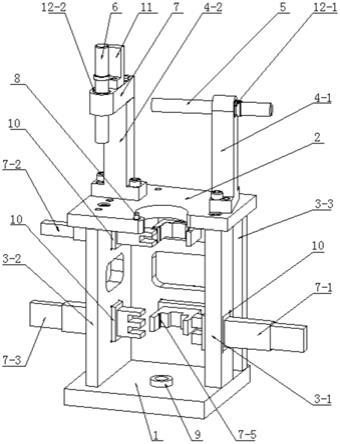
10.图1是本实用新型具体实施例的三维结构示意图。
11.图2是本实用新型具体实施例另一角度的三维结构示意图。
12.图3是本实用新型具体实施例的俯视结构示意图。
13.附图标记说明:
[0014]1‑
底板,2
‑
定位板,3
‑1‑
第一支撑板,3
‑2‑
第二支撑板,3
‑3‑
第三支撑板, 4
‑1‑
水平检测柱支撑板,4
‑2‑
竖直检测柱支撑板,5
‑
水平检测柱,6
‑
竖直检测柱,7
‑1‑
第一测量插块,7
‑2‑
第二测量插块,7
‑3‑
第三测量插块,7
‑4‑
第四测量插块,7
‑5‑
第五测量插块,8
‑
定位销,9
‑
定位衬套,10
‑
方形衬套,11
‑
辅助支撑板,12
‑1‑
水平检测柱衬套,12
‑2‑
竖直检测柱衬套。
具体实施方式
[0015]
下面结合具体实施例及附图来进一步详细说明本实用新型。
[0016]
一种如图1至图3所示的变速器换挡换位组件综合检具,其特征在于,包括水平设置的底板1和设于其上方的定位板2,所述底板1和定位板2通过竖直的第一支撑
[0017]
板3
‑
1、第二支撑板3
‑
2和第三支撑板3
‑
3分别从所述底板1左右两端及后端固定连接,所述定位板2容纳待检测零件的开口,所述底板1上设有与所述开口的中心相对应的定位衬套9;所述定位板2上设有水平检测柱支撑板4
‑
1和竖直检测柱支撑板4
‑
2,所述水平检测柱支撑板4
‑
1上端设有水平设置的水平检测柱5,所述竖直检测柱支撑板4
‑
2上端设有竖直检测柱6,所述水平检测柱5 与所述竖直检测柱6在所述定位板2上的夹角为α;设于所述底板1右侧的第一支撑板3
‑
1上设有水平设置且垂直穿过所述第一支撑板3
‑
1的第一测量插块 7
‑
1,设于所述底板1左侧的第二支撑板3
‑
2上设有水平设置且垂直穿过所述第二支撑板3
‑
2的第二测量插块7
‑
2和第三测量插块7
‑
3,所述第三测量插块7
‑
3 设于所述第二测量插块7
‑
2正下方;设于所述底板1后端的第三支撑板3
‑
3上设有水平设置且垂直穿过所述第三支撑板3
‑
3的第四测量插块7
‑
4和第五测量插块7
‑
5,所述第五测量插块7
‑
5设于所述第四测量插块7
‑
4的正下方;所述定位板2上端面还设有与待检测零件相配合的定位销8。
[0018]
进一步的,所述第一测量插块7
‑
1通过方形衬套10与第一支撑板3
‑
1滑动连接,所述第二测量插块7
‑
2、第三测量插块7
‑
3通过方形衬套10与第二支撑板3
‑
2滑动连接,所述第四测量插块7
‑
4、第五测量插块7
‑
5通过方形衬套10 与第三支撑板3
‑
3滑动连接;各个测量
插块外端均设有便于抓握使其抽出和推进的手柄;所述第一测量插块7
‑
1内侧端部设有与待检测零件相配合的开口。
[0019]
进一步的,所述水平检测柱5外端为手柄部,内端为检测部,通过水平检测柱衬套12
‑
1可滑动连接在所述水平检测柱支撑板4
‑
1上端的孔内。
[0020]
进一步的,所述竖直检测柱6上端为手柄,下端为检测部,通过竖直检测柱衬套12
‑
2可滑动连接在所述竖直检测柱支撑板4
‑
2上端的孔内。
[0021]
进一步的,所述竖直检测柱支撑板4
‑
2上设有辅助支撑板11。
[0022]
换挡换位组件综合检具,是对换挡换位组件在变速器中实现的换挡换位性能的检测,即对产品要求的各档位拨指换挡和换位位置以及换挡和换位拉索销位置的检测,本实用新型的综合检具将换挡和换位及拉索销位置纳入统一检具进行检测,取消传统的高度尺,采用多个测量插块进行位置尺寸的检验,使检验结果不依赖操作工的读数经验,测量插块检测不能通过则代表检测部位位置尺寸超过误差范围,使检验结果更加客观,一次装夹同时执行所有尺寸检测,大大提升加测效率。
[0023]
使用本检具前,检测时间为每件180s,每班按7.5小时计,每人每班检验 150件,每月按25天计,年度产能为45000件,使用本综合检具后,每件产品的检测时间降低至50s,单件检测时间节约130s。每人每班可检验540件,年度产能为162000件,每人每班的产能提升了390件,年度产能提升117000件,极大的提高了检验工序的工作效率,保证了产品的合格率。
[0024]
以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。