多孔陶瓷制品及其制造方法
1.本发明专利申请是国际申请号为pct/us2014/038046,国际申请日为2014 年5月15日,进入中国国家阶段的申请号为201480041185.9,发明名称为“多 孔陶瓷制品及其制造方法”的发明专利申请的分案申请。
2.本技术根据35u.s.c.
§
119,要求2013年5月20日提交的美国临时申请 系列第61/825,200号的优先权,本文以该申请为基础并将其全文通过引用结合 于此。
技术
背景技术:
领域
3.本发明的示例性实施方式涉及多孔陶瓷制品及其制造方法。本发明的示例 性实施方式涉及具有微结构的多孔陶瓷制品,所述微结构包括烧结结合或反应 结合的经过预反应的大颗粒以及孔状网络结构,以及采用经过预反应的颗粒来 制造多孔陶瓷制品的方法。
4.背景技术
5.堇青石、碳化硅和基于钛酸铝的蜂窝体被广泛地用于各种应用,包括用于 柴油和汽油发动机废气后处理的催化基材和过滤器。
6.为了符合对轻型和重型车辆日益严格的排放标准,基材和过滤器材料必须 是高度多孔的,从而允许气体流动通过壁而不限制发动机功率,并且对排放的 颗粒必须具有高过滤效率,同时预期证实具有低压降。基材和过滤器还需要能 够耐受腐蚀/腐蚀性排放环境,并且经受快速加热和冷却过程中的热冲击。co2排放法规和增加的燃料成本驱使废气后处理系统的小型化和整合功能。可能希 望减少后处理系统中的组件数量,降低它们的尺寸并执行不同组件的多功能 性。例如,可能希望在柴油颗粒过滤器中整合去除nox的催化剂和柴油氧化催 化剂(doc)。为了实现高的脱nox效率,需要相当高的脱nox催化剂负载 以及低温下的高催化剂活性,例如cu
‑
沸石那种。作为趋势以及原始设备制造 商(oem)的希望,可能驱使沸石催化剂负载达到200g/l的高水平。为了符 合该负载目标并保持低压降,过滤器基材可能需要高孔隙度和大孔径,例如约 为60%的孔隙度以及大于或等于18μm的中值孔径。
7.预期实现了高的脱nox效率的高孔隙度和大孔径不会劣化颗粒过滤效率。 它们也不应降低过滤器的热机械性质。堇青石和钛酸铝都可具有低热膨胀,因 此适用于需要高抗热冲击性的应用。这两种材料都显示出具有不同结晶方向的 热膨胀的各向异性,展现出正向膨胀和负向膨胀。由于热膨胀中的各向异性, 在不同结晶取向的颗粒之间积累了失配应变,该应变会导致微裂纹。多晶堇青 石或钛酸铝陶瓷可能在热循环过程中经历更广泛的微裂化。在冷却过程中微裂 纹打开,在加热过程中微裂纹闭合,有时甚至复原。这产生加热和冷却之间的 热循环差异的滞后响应,这会导致可逆的微裂纹形成和闭合。作为微裂纹的结 果,陶瓷的整体热膨胀系数(cte)可能低于晶体平均cte。
8.第一眼看来,微裂纹可能看上去是有益的;预期通过微裂纹,改善了材料 的抗热
冲击性,这与材料的强度成正比、与材料的弹性模量和热膨胀成反比。 但是,随着微裂纹密度的增加,材料强度也下降。由于实现微裂纹的应力阈值 所需的大的颗粒(域)尺寸和晶体热膨胀中的小差异,导致堇青石中的微裂纹 密度保持相当低的程度。作为晶体膨胀中大得多的各向异性的结果,基于钛酸 铝材料中的微裂纹密度要高得多,并且对陶瓷制品的强度造成明显影响。
9.将具有低的热膨胀、高孔隙度、低杨氏模量和高强度的多孔堇青石和基于 钛酸铝的蜂窝陶瓷制品用作高性能车辆催化转化基材和柴油颗粒过滤器。对于 堇青石产品,诸如氧化铝、滑石、粘土、氧化镁、氧化铝和氧化硅粉末之类的 原料可以与有机粘合剂以及成孔剂混合。对于钛酸铝复合产品,诸如氧化铝、 氧化钛粉末之类的原材料以及用于形成“填料”相的原材料(例如,氧化锶、 氧化铝、氧化硅以形成长石(硅酸锶铝长石或“sas”))可以与有机粘合剂、 成孔剂和水混合,以形成塑料混合物。塑料混合物可以挤出或者任意其他方式 成形为所需形状的生坯体,例如蜂窝体、槽干材(trough log)或者碟式过滤器, 干燥然后烧制至1350
‑
1450℃之间的温度,这取决于原材料组合。在干燥和烧 制过程中,原材料颗粒发生反应,并通过各种中间体形成最终的晶体堇青石或 钛酸铝复合物。成形的生坯部件在烧制后转变为固体、耐用多孔陶瓷制品。在 高温处理反应之后形成氧化物或非氧化物陶瓷的其他基材和过滤器蜂窝材料 或者材料混合物可包括:金属、金属间化合物、多铝红柱石、氧化铝(al2o3)、 锆石、碱性和碱土铝硅酸盐、尖晶石、钙钛矿、氧化锆、二氧化铈、氮化硅(si3n4)、 氧氮化硅铝(sialon)以及沸石。
10.可以通过如下方式从蜂窝多孔陶瓷获得柴油颗粒过滤器(dpf)和汽油颗 粒过滤器(gpf):在一端,以棋盘式样堵塞住通道,在另一端堵塞住余下通 道,从而形成具有入口和出口通道的过滤器。废气流入开放入口通道,通过蜂 窝壁(贯壁流动)(这是因为入口通道在另一端被堵住),并从在入口端被堵 住的出口通道流出。在废气通过多孔蜂窝壁的过程中,来自废气的小颗粒沉积 到孔表面上或者作为烟炱层沉积到壁表面上,从而提供了废气过滤。可以在再 生循环中定期地烧掉沉积颗粒的烟炱饼,或者在被动再生过程中连续地烧掉, 从而使得dpf或gpf具有类似于车辆的使用寿命。可以采用替代过滤器设计, 例如径向槽过滤器或者径向碟过滤器,其相比于具有长且窄的气体流动通道的 蜂窝设计,对于气体流动可展现出更宽的气体流动通道和更大的径向分量,但 是共享了当通过多孔陶瓷薄壁时相同的气体颗粒过滤,并通过在壁孔隙度和/ 或通道壁上结合合适的催化剂来提供相同的脱nox可能性的机会。
11.变严格的废气法规可能要求更高的颗粒过滤效率,特别是对于小的粒度而 言,并且要求更高的nox过滤效率,不仅是现有建立的测试循环,也是不断的 现实驱使。co2法规可能要求使用较少的燃料,oem要求较低的压降,这都是 要求多孔陶瓷蜂窝基材改善的抗热冲击性和延长的寿命的情况下。为了符合这 些要求,可能需要具有比目前使用更高的孔隙度、更大的孔径和更薄的蜂窝壁 的基材和过滤器。
12.该背景技术部分所揭示的上述信息仅是为了增强对于所要求的本发明的 背景技术的理解,因此其可能含有不形成任意现有技术部分或者现有技术可能 暗示本领域技术人员的信息。
技术实现要素:
13.本发明的示例性实施方式提供了具有微结构的多孔陶瓷制品,该微结构通 过烧结结合或反应结合的经加工的类球形颗粒和孔隙网络进行表征。
14.本发明的示例性实施方式还提供了采用烧结结合或反应结合的经加工的 类球形颗粒来制造多孔陶瓷制品的方法。
15.本发明的示例性实施方式还提供了用于制造具有微结构的多孔陶瓷制品 的塑料陶瓷前体批料组合物,该微结构通过烧结结合或反应结合的经加工的类 球形颗粒和孔隙网络进行表征。
16.本发明的其它特征将在以下描述中指出,它们通过该描述不难理解,或者 可通过实施本发明而了解。
17.一个示例性实施方式揭示了制造多孔陶瓷制品的方法。该方法包括形成直 径至少为10μm的生坯颗粒,对生坯颗粒进行煅烧以形成经过预反应的颗粒, 将经过预反应的颗粒与液体载剂混合以形成糊料,以及将糊料形成为湿的生坯 体。经过预反应的颗粒包括致密、多孔或空心的类球形颗粒中的至少一种,并 且经过预反应的颗粒包括一个或多个相。方法包括对湿的生坯体进行干燥,以 形成干燥生坯体,并对干燥生坯体进行烧制以形成多孔陶瓷制品。
18.一个示例性实施方式还揭示了制造具有逆孔隙度(inverse porosity)孔结构 的多孔陶瓷制品的方法。该方法包括形成直径至少为10μm的生坯颗粒,对生 坯颗粒进行煅烧以形成经过预反应的颗粒,将经过预反应的颗粒与液体载剂混 合以形成糊料。经过预反应的颗粒包括致密、多孔或空心的类球形颗粒中的至 少一种,并且经过预反应的颗粒包括一个或多个相。方法包括使得糊料形成湿 的生坯体,对湿的生坯体进行干燥,以形成干燥生坯体,并对干燥生坯体进行 烧制以形成包括逆孔隙度孔结构的多孔陶瓷制品。多孔陶瓷制品包括至少50% 的孔隙度以及10
‑
30μm的中值孔径(d50)。
19.一个示例性实施方式还揭示了多孔陶瓷体,其包括固体物质和具有大的孔 颈的毗邻孔网络的微结构。多孔陶瓷体具有大于或等于1000的渗透度、大于 或等于50%的孔隙度、大于10μm的中值孔径(d50)、从室温(25℃)至800℃ 下2x10
‑7k
‑1至20x10
‑7k
‑1的热膨胀系数(cte)、大于0.10%的应变容差、 以及对于蜂窝体几何形貌(300/14)或等价情况下大于170psi的mor。
20.一个示例性实施方式还揭示了多孔陶瓷体,其包含烧结粘结或反应粘结的 经过预反应的大颗粒以及展现出大孔颈的孔网络结构的微结构。烧结粘结或反 应粘结的经过预反应的大颗粒包括反应产物层和生坯相的均匀相混合物或者 相分布。
21.一个示例性实施方式还揭示了用于制造多孔陶瓷制品的塑料陶瓷前体批 料组合物。塑料陶瓷前体批料包括经过预反应的致密、多孔和空心颗粒中的至 少一种,其中,经过预反应的颗粒包括一个或多个相。
22.应理解,前面的一般性描述和以下的详细描述都只是示例和说明性的,旨 在对要求保护的本发明进行进一步解释。
附图说明
23.附图用来帮助进一步理解本发明,其结合在说明书中,构成说明书的一部 分,附
图显示了本发明的示例性实施方式,与说明书一起用来解释所要求保护 的本发明的原理。
24.图1是根据本发明的一个示例性实施方式的多孔陶瓷蜂窝制品制造方法的 示意性流程图。
25.图2a显示生坯颗粒形状。图2b显示在生坯颗粒的细粉末颗粒在煅烧之后 形成经过预反应的颗粒的反应。图2c示意性显示:(i)经过预反应的致密颗 粒;(ii)经过预反应的多孔颗粒;以及(iii)经过预反应的空心颗粒
26.图3a是贯穿多孔陶瓷制品的横截面示意图,显示具有窄孔颈的常规孔隙 度微结构;以及图3b是根据本发明的一个示例性实施方式的贯穿多孔陶瓷制 品的横截面示意图,显示具有大孔颈的逆孔隙度微结构。
27.图4是根据本发明的一个示例性实施方式,通过喷雾干燥制造的生坯颗粒 的粒度分布与固体负载(ts)的关系图。
28.图5是根据本发明的一个示例性实施方式,以固定固体负载(购自的勃姆石/3%二氧化硅的30%固体负载(ts)),在不同喷雾干燥器出口温度 进行喷雾干燥所获得的生坯粒度分布的演变图。
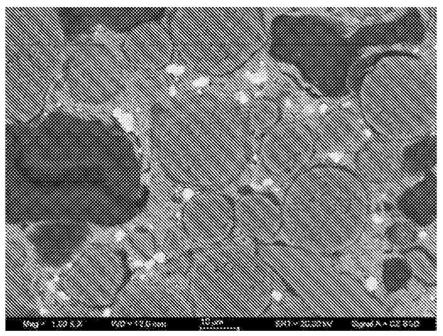
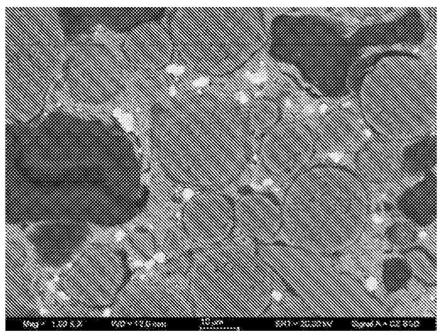
29.图6是在1670℃烧制120小时之后,基于氧化铝组成的预烧制的喷雾干 燥颗粒的抛光横截面的扫描电子显微镜(sem)显微图,显示根据本发明的一 个示例性实施方式的显著比例的空心颗粒。
30.图7是喷雾干燥的粒度与固体负载关系的演变图,显示根据本发明的一个 示例性实施方式,在40%固体负载下获得宽粒度分布。
31.图8是根据本发明的一个示例性实施方式,在固定固体负载(购自的氧化铝a1000/3%二氧化硅的30%ts))下的喷雾干燥粒度与90℃和120℃ 的喷雾干燥器出口温度关系的演变图。
32.图9显示根据本发明的一个示例性实施方式,通过喷雾干燥氧化铝/3%二 氧化硅与triton和0
‑
6%的不同水平的防泡剂(antifoam)获得的生坯颗粒的sem 显微图。
33.图10显示根据本发明的一个示例性实施方式,通过喷雾干燥氧化铝/3%二 氧化硅与0
‑
5%的不同水平的获得的生坯颗粒的sem显微图,显示添 加产生具有光滑表面但是环形形状的颗粒。
34.图11显示根据本发明的一个示例性实施方式,通过喷雾干燥氧化铝/3%二 氧化硅与0
‑
5%的不同水平的获得的生坯颗粒的sem显微图,显示 产生非团聚颗粒,其尺寸分布不依赖于水平,随着 比例的增加,颗粒形状变得更为球形,在高水平的其颗 粒表面变得多孔。
35.图12a显示根据本发明的一个示例性实施方式,刚喷雾干燥的(生坯)颗 粒(左图)以及1600℃煅烧后的(经过预反应的)颗粒(右图)。图12b是 图12a的样品所示的生坯颗粒与经过预反应的颗粒的粒度分布图。
36.图13a、13b和13c是根据本发明的一个示例性实施方式,经过预反应的 颗粒的一系列sem显微图,所述经过预反应的颗粒是通过如下方式制造的: 喷雾干燥氧化铝(勃姆石)和17%的二氧化硅的生坯颗粒,之后烧 制到1410℃(图13a)、之后以短的保持时间烧制到1610℃(图13b)以及 之后以长的保持时间烧制到1610℃(图13c)。
37.图14a和14b是根据本发明的一个示例性实施方式,在1200℃预烧制之 后的具有完全无机批料组合物(钛酸铝 长石)的经过预反应的颗粒的sem 显微图。图14a是颗粒的常规表面图,以及图14b是颗粒的横截面图。图14c 和14d是根据本发明的一个示例性实施方式,在1300℃预烧制之后的具有与 图14a和14b相同组成的经过预反应的颗粒的常规表面和横截面sem显微图。
38.图15a和15b是根据本发明的一个示例性实施方式,在1100℃旋转煅烧 之后的具有2%氧化硼添加的喷雾干燥的粉末制造的实施例编号ots的经过预 反应的颗粒的sem显微图的常规视图和抛光横截面图。
39.图16a、16b和16c显示根据本发明的一个示例性实施方式的at型挤出 生坯物件,其中,氧化铝和小部分的二氧化硅被氧化铝/3%二氧化硅/有机粘合 剂的生坯、烧焦或者预烧制的喷雾干燥粉末所替代。图16a显示结合到批料中 的生坯(刚喷雾干燥的)颗粒,图16b显示结合到批料中的经过预反应的(喷 雾干燥和烧制的)颗粒,以及图16c显示结合到批料中的烧焦(喷雾干燥且仅 烧制到低温)的颗粒。图16d显示无任何添加情况下制造的图16b(第一行) 的较大放大倍数的sem图,图16e显示具有5%的darvan添加情况下的图16b (第二行)的较大放大倍数的sem图,以及图16f显示具有5%的duramax 添加情况下的图16b(第三行)的sem图(抛光截面图)。
40.图17a显示采用生坯、烧焦或预烧制到1300℃的喷雾干燥颗粒的具有喷 雾干燥的氧化铝/3%二氧化硅和5%的duramax的多孔陶瓷制品的实施例的孔 径分布比较图。图17b显示具有预烧制到1300℃的具有有机添加剂的喷雾干 燥的氧化铝/3%二氧化硅的多孔陶瓷制品的实施例的孔径分布比较图。
41.图18a和18b显示对于生坯喷雾干燥颗粒,由喷雾干燥的氧化铝/3%二氧 化硅制造的at型批料挤出和烧制物件的sem图,图18c和18d显示的是对 于烧焦的喷雾干燥颗粒的情况。
42.图19a和19b显示根据本发明的一个示例性实施方式,由氧化铝/3%二氧 化硅的喷雾干燥、预烧制(预反应)的颗粒制造的at型挤出和烧制物件中的 相分布和低微裂纹密度以及块中和表面处的逆孔隙度特性的sem图。
43.图20a、20b、20c和20d显示根据本发明的一个示例性实施方式,由具 有5%的darvan的经过预反应(喷雾干燥、预烧制)的颗粒氧化铝/3%二氧化 硅制造at型批料挤出和烧制物件的sem图。图20a显示贯穿蜂窝通道壁的 抛光横截面图。图20b显示逆孔隙度的细节。图20c显示表面孔隙度的细节, 以及图20d显示相分布和微裂纹的细节。
44.图21显示根据本发明的一个示例性实施方式,由喷雾干燥、预烧制的具 有5%的duramax的氧化铝/3%二氧化硅制造的at型批料烧制物件的sem图, 显示了孔隙度、表面孔隙度、相分布和微裂纹。图21(a)显示贯穿蜂窝通道 壁的抛光横截面图。图21(b)显示逆孔隙度的细节。图21(c)和21(d)显 示相分布和微裂纹的细节。图21(e)和21(f)显示表面和表面孔隙度的细节。
45.图22a显示根据本发明的一个示例性实施方式,在1427℃/15小时烧制的 具有约50%孔隙度和1300℃预烧制的喷雾干燥的氧化铝/3%二氧化硅的颗粒的 at多孔陶瓷蜂窝壁的抛光横截面图。图22b和22c显示更高放大倍数的抛光 横截面图,显示具有小孔颈的常规孔隙度和相分布。图22d、22e和22f是烧 制的、未抛光表面的sem显微图,显示孔和相互联
性。
46.图23a是根据本发明的一个示例性实施方式的具有喷雾干燥、预烧制的氧 化铝/3%二氧化硅/氧化镧颗粒的at多孔陶瓷蜂窝壁的抛光横截面sem显微 图,显示具有大孔颈的逆孔隙度。图23b和23c显示更高放大倍数的抛光横截 面图,显示具有大孔颈的常规孔隙度和相分布。图23d是图23a的at多孔陶 瓷蜂窝体的未抛光表面的sem显微图,显示孔和经过预反应的颗粒的互联性。
47.图24a显示根据本发明的一个示例性实施方式,在1427℃/15小时烧制的 具有约55%孔隙度和预烧制到1300℃的平均粒度约为13μm的喷雾干燥的氧 化钛/二氧化硅的经过预反应的颗粒的at多孔陶瓷蜂窝壁的抛光横截面图。图 24b和24c显示更高放大倍数的抛光横截面图,显示孔结构和相分布。图24d、 24e和24f是烧制的、未抛光表面的sem显微图,显示孔和相的互联性。
48.图25a显示根据本发明的一个示例性实施方式,在1427℃/15小时烧制的 具有约54%孔隙度且由预烧制到1300℃的平均粒度约为13μm的喷雾干燥的 氧化钛/二氧化硅的经过预反应的颗粒以及预烧制到1300℃的平均粒度约为16 μm的喷雾干燥的氧化铝/二氧化硅的颗粒制造的at多孔陶瓷蜂窝壁的抛光横 截面图。图25b和25c显示更高放大倍数的抛光横截面图,显示具有小孔颈的 常规孔隙度和相分布。图25d、25e和25f是烧制的、未抛光表面的sem显微 图,显示孔和相的联接性。
49.图26a显示根据本发明的一个示例性实施方式,在1427℃/15小时烧制的 由预烧制到1300℃的平均粒度约为13μm的喷雾干燥的氧化钛/二氧化硅的经 过预反应的颗粒以及预烧制到1600℃的平均粒度约为13μm的喷雾干燥的氧 化铝/二氧化硅的颗粒制造的at多孔陶瓷蜂窝壁的抛光横截面图。图26b和 26c显示更高放大倍数的抛光横截面图,显示孔结构和相分布。图26d、26e 和26f是烧制的、未抛光表面的sem显微图,显示孔和相的互联性。
50.图27a显示根据本发明的一个实施方式,由预烧制的喷雾干燥的完全批料 组合物以及细的氧化铝作为粘合剂制造的at多孔陶瓷壁的抛光横截面图。图 27b显示更高放大倍数的抛光横截面图,以及图27c显示刚烧制的壁表面,其 显示出具有小的颗粒颈和大孔颈的逆孔隙度的球形填装。
51.图28a、28b和28c显示根据本发明的一个示例性实施方式,由1650℃ 煅烧15小时的经过预反应的空心体制造的at型批料挤出和烧制物件的sem 图,所述挤出材料在1410℃烧制。图28a显示贯穿蜂窝通道壁的抛光横截面 图,显示保留的空心球体和逆孔隙度。图28b显示固相和逆孔隙度的细节。图 28c显示表面孔隙度和材料的细节。
52.图29a和29b所示是根据本发明的一个示例性实施方式的数据图,显示包 含钛酸铝组合物的多孔陶瓷制品的孔隙度、中值孔径(d50)和断裂模量(mor) 的演变,所述多孔陶瓷制品是由包含具有不同二氧化硅含量的氧化铝的经过预 反应粉末的批料材料获得的。
53.图30a、30b、30c和30d显示at型材料的cte冷却
‑
加热曲线形状的变 化,所述at型材料是由具有不同有机添加剂类型和量的喷雾干燥的氧化铝/3% 二氧化硅的经过预反应的颗粒制造的。
54.图31是压降与未涂覆的多孔陶瓷过滤器样品和对比样品的烟炱负载的关 系数据图,所述未涂覆的多孔陶瓷过滤器样品是由根据本发明的示例性实施方 式的经过预反应
的粉末作为批料材料制造的,所述对比样品是由商业原材料制 造的。
55.图32是过滤效率与未涂覆的多孔陶瓷过滤器样品和对比样品的烟炱负载 的关系数据图,所述未涂覆的多孔陶瓷过滤器样品是由根据本发明的示例性实 施方式的喷雾干燥的预烧制的原材料制造的,所述对比样品是由商业原材料制 造的。
56.图33a、33b、33c、33d和33e显示根据本发明的一个示例性实施方式, 由1410℃预烧制的经过预反应的颗粒、喷雾干燥的实施例编号ojj制造的堇 青石型批料挤出和烧制物件的sem图,所述挤出材料是1300℃进行烧制。图 33a显示蜂窝壁的表面,表明了孔隙度形状和分布。图33b显示贯穿蜂窝通道 壁的抛光横截面图,显示逆孔隙度。图33c显示固相的细节。图33d和33e 显示表面孔隙度和材料的细节。
57.图34a、34b、34c和33d显示根据本发明的一个示例性实施方式,由 1410℃预烧制的经过预反应的颗粒、喷雾干燥的实施例编号ojj制造的堇青石 型批料挤出和烧制物件的sem图;所述挤出材料是1610℃进行烧制。图34a 显示贯穿蜂窝通道壁的抛光横截面图,显示逆孔隙度。图34b显示固相、微裂 纹和逆孔隙度的细节。图34c和34d显示表面孔隙度和材料的细节。
58.图35显示图33a
‑
e中所示的实施例的孔径分布。图36显示图33a
‑
e以及 图34a
‑
d中所述的实施例的热膨胀。
具体实施方式
59.在此参照附图更完整地描述所要求保护的本发明,其中,附图显示了本发 明的实施方式。但是,所要求保护的本发明可以以许多不同的方式实施,不应 被解读成限定于在此提出的实施方式。相反,提供的这些实施方式使得本发明 透彻而完整,能够向本领域技术人员完全地展示本发明的范围。在附图中,为 了清晰起见,可能放大了层和区域的尺寸和相对尺寸。附图中相同的附图标记表 示相同元素。
60.应当理解,当描述元件或层位于另一元件或层“上”或者“相连”时,其 可以直接位于其他元件或层上或者与其他元件或层相连,或者也可以存在插入 的元件或层。相反地,当描述元件或层指的是“直接位于另一元件或层上”或 者与另一元件或层“直接相连”时,则不存在插入的元件或层。应理解的是, 出于本发明的目的,“x、y和z中的至少一种”可解释为仅有x、仅有y、 仅有z,或者x、y和z中的两个或更多个项目的任意组合(例如,xyz、xyy、 yz、zz)。
61.本发明的示例性实施方式涉及多孔陶瓷制品及其生产。多孔陶瓷制品可以 由基于钛酸铝的材料制造,例如钛酸铝固溶体(铁板钛矿)作为主相(超过50 体积%)以及其他相例如堇青石、长石、多铝红柱石、尖晶石、氧化铝、金红 石或者类似氧化物、堇青石或者其他氧化物或非氧化物陶瓷,包括金属、金属 间化合物、多铝红柱石、氧化铝(al2o3)、锆石、碱性和碱土铝硅酸盐、尖晶 石类、钙钛矿、氧化锆、二氧化铈、氧化硅(sio2)、氮化硅(si3n4)、氧氮 化硅铝(sialon)和沸石。多孔陶瓷制品的应用可包括例如,蜂窝体整合和非 整合的柴油与汽油催化剂支承、基材和颗粒过滤器。本发明的示例性实施方式 还涉及多孔陶瓷制品和包含经过预反应的颗粒的批料组合物,以及通过使用至 少一种经过预反应的颗粒形式的批料材料来制造多孔陶瓷制品。
62.经过预反应的颗粒可以是选定的组成、结构、尺寸和尺寸分布,从而在多 孔陶瓷
制品的反应性烧制过程中赋予反应途径和微结构发展。用经过预反应的 颗粒产生的多孔陶瓷制品可具有经加工的孔分布和相分布,这在本文中可称作 孔网络结构和微结构。微结构可以用固体物质内的相进行表征,几何形貌可以 用物质的形状以及陶瓷制品内的孔形状进行表征。通常来说,微结构和几何形 貌通过贯穿三维结构的二维横截面的孔通道和物质进行表征。由经过预反应的 颗粒制造的多孔陶瓷制品可以在最终烧制的陶瓷中具有小孔颈和大的物质颈 (matter neck)的“正常”孔隙度或者大孔颈和具有大孔径的小的物质颈的“逆
”ꢀ
孔隙度。可以将孔颈视为连接了孔的通道。在具有由短效成孔剂产生的孔的微 结构中,孔通常是具有小的连接通道的球形或者其他形状,其中,孔相互交叉, 作为具有小的孔颈的正常孔隙度的例子。另一方面,在具有形成微结构的经过 预反应的类球形颗粒的微结构中,可以在颗粒材料之间形成孔,作为具有大的 孔颈的逆孔隙度的例子。在后一种情况下,孔通道更宽并且对于气体流动显示 出较小的压缩。
63.根据本发明的一个示例性实施方式,相比于由不具有经过预反应的颗粒的 粉末批料制造的多孔陶瓷制品,具有经过预反应的颗粒的多孔陶瓷制品提供了 改进的柴油颗粒过滤器(dpf)、汽油颗粒过滤器(gpf)、催化剂支承、基 材以及组合的基材颗粒过滤器产品性质。由具有经过预反应的颗粒的批料制造 的多孔陶瓷制品展现出大孔径和高孔隙度、良好的强度和低的热膨胀系数 (cte),这实现了较高修补基面涂覆和催化剂负载下的低压降。因此,本发 明的示例性实施方式能够整合低压降下的高选择性催化还原(scr)催化剂负 载和高的脱nox催化剂效率、高过滤效率以及良好的抗热冲击性。
64.出于良好的颗粒填装和窄孔径分布,尝试使用喷雾干燥的颗粒,通过诸如 压制成形状并天然烧结的工艺,来制造多孔体。但是,喷雾干燥的生坯粉末无 法成功通过挤出过程。事实上,本发明的发明人在将喷雾干燥的生坯粉末成功 用于挤出过程中遇到了许多障碍和死胡同。尽管广泛地探究了不同粘合剂,但 是看上去无法使得喷雾干燥的颗粒足够牢固以经受住挤出压力。进行实验来对 生坯、喷雾干燥的氧化铝
‑
滑石、氧化铝
‑
粘土以及石墨(gr)和粘合剂进行挤 出,并将它们用作陶瓷前体批料的原材料。这些实验中的材料性质相对于粉末 原材料几乎没有变化。在这些尝试中,喷雾干燥的颗粒被用作喷雾干燥的生坯 体并在螺杆和挤出模头的剪切应力下,破裂成粉末或者小碎片。
65.图1是根据本发明的一个示例性实施方式来制造多孔陶瓷制品的工艺流程 图。制造多孔陶瓷制品的方法100可包括对单批料组分、部分批料组合物或者 全部批料组合物进行喷雾干燥110。为了向用于批料混合和挤出过程的喷雾干 燥的颗粒提供机械强度,喷雾干燥的粉末在高温进行煅烧(预反应),从而诱 发了部分或完整的反应或烧结120。分批炉中的预反应可用于煅烧,但是可能 需要额外的研磨来破裂开烧结的团聚体。例如,旋转煅烧可以避免喷雾干燥颗 粒的团聚。筛分或者其他分离方法可用于选择较窄的粒度级。
66.根据其他示例性实施方式,可以通过如下方式制造颗粒:使得细粉末与聚 合物进行预反应,然后通过例如碾磨使得聚合物破裂,以及对经碾磨的颗粒进 行煅烧(烧制),以形成经过预反应的颗粒。类似地,可以由细粉末制得浆料, 然后压实以形成颗粒,例如通过干燥。然后可以对经过干燥的颗粒进行煅烧(烧 制),以形成经过预反应的颗粒。其他方法可以包括对浆料进行喷雾干燥、旋 转干燥和雾化,以形成生坯颗粒,然后可以对所述生坯颗粒进行煅烧以形成经 过预反应的颗粒。
67.生坯颗粒可以具有类球形,例如(i)球形、(ii)椭球形以及(iii)喇叭 口形(具有
或者不具有中心孔的环状),如图2a示意性所示。颗粒可以包括 细粉末、粘合剂以及添加剂,如下文进一步详述。图2b显示生坯颗粒的细粉 末颗粒经过煅烧之后形成经过预反应的颗粒的示意图。在该情况下,细粉末颗 粒可以具有(i)烧结的、(ii)部分反应的或者(iii)完全反应的。取决于细 粉末、煅烧温度以及煅烧时间等,可能发生这些反应中的一个或多个,以形成 经过预反应的颗粒。图2c示意性显示:(i)经过预反应的致密颗粒;(ii) 经过预反应的多孔颗粒;以及(iii)经过预反应的空心颗粒
68.然后将经过预反应的颗粒结合到批料中,并与其它批料组分混合130。批 料经过挤出140、干燥150和烧制160,以形成多孔陶瓷制品。在预烧制的、 部分或完全预反应的喷雾干燥材料的情况下,烧制温度可以较低或者持续时间 可以较短。对于完全预反应的喷雾干燥材料,可以执行非常短的或者低温烧制 方案,例如当可以烧结低烧制粘合剂时。
69.根据本发明的一个示例性实施方式,可以将细粉末和可溶性组分与水以及 任意粘合剂、分散剂、表面活性剂和消泡剂混合成浆料。然后将浆料悬于载气 中,在喷雾干燥器的顶部雾化。可以改变诸如喷头尺寸、温度、压力和固体负 载之类的参数。可以使用细粉末(例如小于1μm的颗粒)或者可溶性组分。
70.根据本发明的示例性实施方式,通过采用喷雾干燥器的不同设定以及不同 起始材料,可以制作具有不同尺寸、尺寸分布和组成的空心和固体喷雾干燥的 颗粒。生坯颗粒可以是致密的或者含有不同水平的孔隙度(范围是从致密到多 孔到空心),还可具有不同孔径。
71.根据示例性实施方式,可以将α氧化铝或勃姆石用作氧化铝源,可以将胶 体二氧化硅悬浮液用作二氧化硅来源,细的氧化钛用作氧化钛来源,以及细的 氧化镁用作氧化镁来源。可以将其他无机物,例如碳酸锶、碳酸钙以及碳酸镧 喷射研磨至小于1μm的粒度,并加入到浆料中。可以将乙酸镧、氧化硼和其 他烧结助剂以水性溶液的形成加入到浆料中。
72.喷雾干燥以形成生坯颗粒的无机粉末组合的示例性实施方式包括:具有 1.5
‑
15%的二氧化硅的氧化铝(细的α氧化铝或勃姆石);具有不同烧结添加剂, 例如b、mg、y、fe等的氧化铝;具有不同烧结添加剂例如b、mg、la、y、 fe等的氧化铝
‑
二氧化硅混合物;氧化钛限定的组合物,例如具有不同水平的 二氧化硅的氧化铝、氧化铝/氧化钛混合物、钛酸铝组合物、长石组合物以及完 全钛酸铝(at)批料组合物(钛酸铝和长石相),其具有完全的最终at无机 组成或者具有氧化铝或二氧化硅或者(氧化铝 二氧化硅)的小缺陷。喷雾 干燥的完全批料组合物还可含有烧结助剂,例如氧化镧、二氧化铈、氧化钇、 氧化锆、氧化硼、碱性氧化物等。
73.根据示例性实施方式,可以在坩锅中的常规盒子或管式炉中、烧结盒中、 或者在安置器上、或者在旋转煅烧炉中,在不同的温度下,对喷雾干燥的粉末 进行不同时间的预烧制。用于基于氧化铝/二氧化硅的干燥生坯粉末的静态烧制 的条件包括:1200
‑
1600℃的烧制顶温度以及1
‑
15小时的保持时间。用于完全 基于at组成的生坯粉末的静态烧制的条件包括1200
‑
1600℃的温度。在较低 反应温度下,可能无法形成钛酸铝;在高于1300℃的温度,形成钛酸铝。
74.在静态设定中,可以在高温和长保持时间下,将生坯粉末烧结到一起,从 而可以在进一步使用(例如作为批料组分)之前,破裂开来。可以使用筛分或 者低能研磨来破裂开松散烧结的团聚体。
75.生坯粉末在预烧制过程中的转动避免了烧结在一起,可以提供更好的颗粒 形状保留。可以使用工业旋转煅烧炉来烧制粉末。例如,基于氧化铝/二氧化硅 的生坯颗粒的旋转煅烧条件可以包括例如1000
‑
1650℃。作为另一个例子,完 全批料at喷雾干燥颗粒的旋转煅烧条件可以包括例如1000
‑
1480℃。
76.根据示例性实施方式,经过预反应的粉末可与其他原材料一起用作批料材 料,以匹配最终陶瓷制品(例如,过滤器、基材)无机组成,例如,at、基于 at的复合物、堇青石、堇青石复合物、碳化硅、氮化硅或者类似陶瓷制品无 机组成。可以向批料加入粒度匹配经过预反应的粒度的成孔剂,例如石墨、聚 合物珠、泡沫剂以及淀粉等,添加水平为0
‑
50%,例如5%、10%、20%、25%、 30%或者40%的水平。为了提供令人满意的流变性并实现良好的挤出质量,可 以添加甲基纤维素(3
‑
7%)作为粘合剂,并且可以加入润滑油包以形成生坯陶 瓷制品(生坯物件)。
77.可以将批料加工成通过团聚体中的经过预反应的(例如,喷雾干燥、预烧 制的)颗粒的无规松散填装(低密度填装)实现陶瓷制品中的高孔隙度和大孔 径,从而受益于经过预反应的颗粒的经加工的反应路径、微结构和反应程度, 来控制生坯物件干燥和烧制形成陶瓷制品过程中的烧制收缩。
78.根据示例性实施方式,制造多孔陶瓷蜂窝体的方法可以包括:对批料组分 进行混合,例如对包含经过预反应的颗粒、成孔剂和粘合剂的粉末批料成分进 行预混合。可以在研磨盘中结合这些干燥成分并进行研磨,同时在研磨过程中 加入批料水直至实现合适的糊料质地。然后,可以在例如柱塞式挤出机或双螺 杆挤出机中,经由挤出或压制通过模头,将糊料成形为蜂窝结构。蜂窝结构的 孔道几何形貌可以是例如300个孔道每平方英寸(cpsi)(46.5个孔道每平方 厘米)以及14密耳(0.014英寸或0.0356cm)壁厚(300/14)、300/10、400/14、 600/9、900/12或者在干燥和烧制后适合作为蜂窝过滤器或基材的其他孔道几何 形貌。用不同的经过预反应的颗粒批料材料形成的生坯物件可以进行干燥和烧 制,以获得多孔陶瓷蜂窝体。
79.形成的生坯蜂窝部件可以在微波烘箱中干燥、空气干燥、热空气干燥、rf 干燥等,或者经受干燥方法和时间的组合,直至足够干燥以进行烧制。烧制可 以包括在足以形成多孔陶瓷蜂窝体的最终相的温度下,在合适气氛中进行加 热,之后进行冷却。例如,烧制可以是炉中的空气气氛中,以120℃/小时的加 热速率达到最大烧制温度,所述最大烧制温度可以是1000
‑
1650℃,保持1
‑
30 小时,以及约为10
‑
160℃/小时的冷却速率。加热可以包括在成孔剂、表面活性 剂、润滑剂、添加剂以及粘合剂的烧掉过程中,在低氧分压下的脱胶过程中的 低升温速率。
80.图3a是贯穿多孔陶瓷制品的横截面示意图,显示具有窄孔颈的常规孔隙 度微结构;以及图3b是根据本发明的一个示例性实施方式的贯穿多孔陶瓷制 品的横截面示意图,显示具有大孔颈的逆孔隙度微结构。在多孔陶瓷前体批料 中,可以包含成孔剂。成孔剂可以包括石墨、聚合物球体以及淀粉等。在烧制 过程中,成孔剂被烧掉,在经烧制的多孔陶瓷制品中留下孔。在成孔剂的这种 烧掉过程中,气体可能需要从制品逃逸,同时,一些反应物可能留下作为最终 制品的固体物质的一部分。取决于脱水、烧掉以及其他转变,放热和吸热烧制 事件可能需要缓慢烧制来避免制品的开裂。
81.图3a证实,在固体物质212之间具有窄的颈部208、220的常规孔隙度 200可能导致
高压降,如同对具有大的短效成孔剂的未经反应的细粉末进行烧 制获得的那样。固体物质212可以是多相、多组分以及微裂的,或者可以是不 具有微裂纹的单相。孔几何形貌通常与在制品的烧制过程中被烧掉的短效成孔 剂的形状和布置相类似。在使用过程中气体移动通过的孔网络200由孔204和 孔之间的连接构成。这些连接可称作孔颈208。当流体(例如废气)移动通过 孔网络200时,可以对它们进行清洁。当流体从孔204经由孔颈208流到孔216 时,孔颈208可引起流动限制。对于多孔陶瓷制品或者蜂窝过滤器,小的孔颈 208可导致高压降。相比于小孔颈或者窄孔颈208,大的孔颈220可导致较低 的压降。在图3a中,大孔颈220将孔224与孔228相连。图3a和3b是贯穿 三维结构的横截面(二维)示意图,从而即使在二维横截面示意图中,显示材 料212将孔204和216与孔224和228分隔开,但是在孔网络200中,孔204、 216、224和228可以是相连的。
82.图3b证实,可以通过在具有或不具有细的低温粘合剂的最终烧制过程中, 对经过反应的球形批料颗粒(喷雾干燥的、经过预烧制的颗粒)进行烧结,从 而在物质之间获得具有大孔颈的逆孔隙度。小孔颈可限制透过性和气体流动, 并控制压降。在孔结构中具有大孔颈的材料产生改善的透过性,从而提供低压 降过滤器。图3b显示逆孔网络230微结构的横截面图。经过预反应的颗粒形 成烧结粘结或反应粘结的多孔陶瓷制品。物质212可包括大致类似于类球形的 经过预反应的颗粒形状,例如在物质颈部238处与形状246接合的形状234。 在逆孔隙度几何形貌中,在横截面二维(2d)视图中,物质212看上去是被不 规则形状的孔包围的岛屿,与图3a的几何形貌相反。在正常孔隙度几何形貌 中,在2d横截面图中,孔204、216以及224、228看上去是被不规则形状的 物质包围的岛屿,如图3a所示。
83.图3b在物质岛屿212之间的孔颈242可大于图3a的孔颈208和220。物 质可以被视为具有物质颈238和物质颈250,其使得固体形状254与固体形状 258接合。图3b是贯穿三维结构的横截面(二维)示意图,从而即使在二维横 截面示意图中,作为2d方案显示孔网络230将固体形状234和246与固体形 状254和258分隔开,但是固体形状234、246、254和258可以是相连的。虽 然孔结构230的2d投射显示为完全包围的物质岛屿212,但是这是出于对逆孔 隙度和孔结构230进行清楚说明的缘故。在三维(3d)结构中,例如,在下文 所述的实施例的3d真实孔网络结构中,孔结构230没有完全包围物质212。在 材料的实施方式的逆孔结构中,如下文实施例所示,逆孔隙度微结构的特征在 于,相比于正常孔隙度具有更多的毗邻孔以及相比于正常孔隙度的逆孔形状。
84.根据本发明的示例性实施方式,具有逆孔结构的多孔陶瓷制品实现了比由 未经预反应的颗粒制造的类似组合物更高的透过性。例如,多孔陶瓷制品可具 有超过1000的渗透度以及超过50%的孔隙度。例如,孔隙度可以大于57%或 者甚至大于60%。多孔陶瓷制品的中值孔径(d50)可以大于10μm,例如中值 孔径可以大于15μm或者甚至大于18μm。多孔陶瓷制品从室温(rt)到800℃ 的热膨胀系数可以小于20x10
‑7k
‑1,例如小于15x10
‑7k
‑1或者甚至小于10x 10
‑7k
‑1。此外,多孔陶瓷制品的(300/14)蜂窝体可以具有大于170psi(例如 大于200psi)的断裂模量(mor)挠曲强度。
85.根据本发明的示例性实施方式,具有常规(非逆)孔结构的多孔陶瓷制品 实现了比由未经预反应的颗粒制造的类似组合物更高的透过性。例如,多孔陶 瓷制品可具有超过1000的渗透度以及超过50%的孔隙度。例如,孔隙度可以 大于57%或者甚至大于60%。多孔陶瓷制品的中值孔径(d50)可以大于10μm, 例如中值孔径可以大于15μm或者甚至大于18
μm。多孔陶瓷制品从室温(rt) 到800℃的热膨胀系数可以小于20x10
‑7k
‑1,例如小于15x10
‑7k
‑1或者甚至小 于10x10
‑7k
‑1。此外,多孔陶瓷制品的(300/14)蜂窝体可以具有大于170psi (例如大于200psi)的断裂模量(mor)挠曲强度。
86.实施例
87.为了增强相对于本发明的某些(仅仅是说明目的而非限制目的的)示例性 和具体实施方式的理解,给出以下示意性实施例并旨在提供对于本文所要求保 护的制品和方法是如何制造和评价的完整揭示和说明。它们仅用来提供对本发 明的示例,并不是要限制本发明人视为要求保护的本发明的内容范围。
88.表1列出了用于制造生坯颗粒的成分。表2总结了由表1中标注为a1、 a2和a3的勃姆石
‑
3%二氧化硅浆料获得的空心氧化铝
‑
二氧化硅生坯颗粒的例 子。表2列出了喷雾干燥参数,例如,固体负载、表面活性剂添加、粘度、喷 头尺寸(单位,mm)、温度(单位,℃)、压力以及气氛中的入口和出口压 力。将获得的生坯颗粒分成粗粒度部分和细粒度部分,并用如下参数表征,例 如粗颗粒部分与细颗粒部分之比、粗颗粒部分的平均直径、细颗粒部分的平均 直径以及颗粒部分的宽度。此外,显示了通过sem确定的空心颗粒的分数。 表2还显示了在烧制到1300℃之后的喷雾干燥的粗颗粒部分所得到的经过预 反应的颗粒平均直径。
89.表1
90.[0091][0092]
在表1中,ludox用作sio2(水中的胶体二氧化硅),使用氧化铝细 粉末,并且将tritan用作有机添加剂。在表2中,喷头尺寸为1.5mm。
[0093]
表2
[0094]
[0095][0096]
下面将参照图4
‑
8和表3描述各种参数对于喷雾干燥的粒度分布的影响。 根据这些结果,可以为最佳加工批料原材料和最佳多孔陶瓷制品性质确定生坯 颗粒加工设定。
[0097]
图4是根据本发明的一个示例性实施方式,通过喷雾干燥获得的生坯粒度 的分布与不同固体负载(ts)的关系图。图4显示通过组合物a1、a2和a3 (表1)的15%、25%和30%的固体负载获得的细生坯粒度分布(f)和粗生坯 粒度分布(c)。喷雾干燥器设定为1.5个大气压力,入口温度300℃,出口温 度120℃和65%的atm。图4显示随着固体负载ts的下降,分布和平均粒度 d50下降。所证实的变化与组合物流变性相关,显示所述组合物流变性受到固 体负载的影响。较低的固体负载产生较窄的粒度分布。
[0098]
图5是根据本发明的一个示例性实施方式,在不同出口温度下,以固定固 体负载(购自的勃姆石/3%二氧化硅的30%的ts)进行喷雾干燥所获 得的生坯粒度分布的演变图。图5显示90℃和120℃的出口温度的结果。出 口温度对于喷雾干燥的粒度分布具有强烈影响。在较低出口温度,获得具有大 平均粒度的宽粒度分布。较高的出口温度提供了较窄的粒度分布和较小的平均 粒度。
[0099]
图6是在1670℃烧制120小时之后,基于氧化铝组合物的经过预反应的 颗粒的抛光横截面的扫描电子显微镜(sem)显微图,显示根据本发明的一个 示例性实施方式的显著比例的空心颗粒。
[0100]
通过喷雾干燥和预反应来制造具有不同尺寸和组成的经过预反应的固体 颗粒,用作批料材料。表3总结了通过喷雾干燥对氧化铝
‑
二氧化硅组合物的固 体生坯颗粒进行加工的实施例。在实施例中,具有所列出的喷雾干燥参数(固 体负载、粘度、温度、压力以及入口和出口压力)以及包含3%的二氧化硅的 氧化铝浆料组合物。在表3中,除了样品26
‑
28的组合物使用1.0mm的喷头之 外,所有实施例使用1.5mm的喷头直径。在表3的所有实施例中都使用1%的 表面活性剂(tritan )。所实现的生坯粒度分布用如下参数表征,例如 粗颗粒与细颗粒之比、粗颗粒部分的平均直径、细颗粒部分的平均直径以及细 颗粒部分的宽度。此外,显示了通过sem确定的当偏移100%时的固体颗粒的 分数。结果表明,在
40%的固体负载,获得了比更低固体负载时更多的空心颗 粒。经喷雾干燥的粗颗粒部分被烧制到1300℃;表3还列出了经过预反应的颗 粒的平均直径。
[0101]
表3
[0102][0103][0104]
喷雾干燥参数对于生坯粒度分布的影响如图7示意性所示。图7是通过对 购自的细氧化铝/3%二氧化硅的不同固体负载(ts)进行喷雾干燥所获 得的生坯粒度分布图,显示根据本发明的一个示例性实施方式,在40%的固体 负载获得宽粒度分布。图8是根据本发明的一个示例性实施方式,在不同喷雾 干燥器出口温度下(此处为90℃或120℃),以固定固体负载(购自的细氧化铝/3%二氧化硅的30%的ts)进行喷雾干燥所获得的生坯粒度分布图。 2atm压力下,120℃的较高出口温度产生最窄的生坯粒度分布和最小的平均生 坯粒度。
[0105]
通过喷雾干燥制造了许多生坯颗粒组合物的例子,如表4所示。喷雾干燥 的批料组成的组合的示例性实施方式包括:细α
‑
氧化铝或勃姆石和1.5
‑
15%的 二氧化硅;具有烧结添加剂(例如,b、mg、y、fe等的氧化物)的氧化铝; 具有不同烧结添加剂(例如,b氧化物、mg氧化物、la氧化物、y氧化物、 fe氧化物等)的氧化铝/二氧化硅;具有各种水平的二氧化硅的氧化钛;以及 基于长石的组合物。根据示例性实施方式,还制造了:钛酸铝
‑
长石复合组合物 (无机物的完全at批料),来自完全at批料的氧化铝或二氧化硅或者(氧 化铝 二氧化硅)中的小缺陷,以及含有烧结助剂(例如氧化镧)的部分喷 雾干燥的完全批料组合物。
[0106]
表4
[0107][0108][0109]
表4(续)
[0110][0111][0112]
表4(续)
[0113][0114][0115]
表4(续)
[0116][0117][0118]
可以向无机喷雾干燥批料中加入不同粘合剂、分散剂、表面活性剂和其他 有机添加剂。表5显示如下组合物,其具有以1
‑
5%的水平加入到97%的氧化铝 /3%的二氧化硅无机批料混合物中的triton
tm
x100(西格玛奥德里奇公司 )、duramax
tm
d
‑
3005(陶氏化学品公司(the dowchemical))、聚合电解质的铵盐或者(r.t.v有 限公司(r.t.vanderbilt company,inc))、聚甲基丙烯酸铵盐。在一些 情况下,与triton一起加入消泡剂(消泡剂a),以避免泡沫。使用1.5个大 气压、65%流动、300℃入口温度、120℃出口温度以及1.5mm尖端的喷雾干 燥器设定。具有不同水
平的darvan或duramax以及少量triton添加的组合物 的喷雾干燥在相同喷雾条件下产生了类似的喷雾干燥中值粒度。较高的triton/ 消泡剂
‑
a水平产生了较小的粒度,这是由于在消泡剂的存在下,促进了小颗粒 的团聚和形成,如图9所示。虽然不同duramax和darvan水平的喷雾干燥粒 度非常相似,但是颗粒形状明显不同。通过对具有不同水平的darvan(0%、 1%、2%、3%、4%和5%)的氧化铝/3%二氧化硅进行喷雾获得的喷雾干燥的颗 粒(图10的左上方到下方中间)导致具有光滑表面,但是具有不规则环面(torus) 形状的颗粒。对于darvan比例的增加,观察到粉末的额外细颗粒、更为不规则 的形状以及细颗粒的团聚,从而1%的darvan添加看上去是优选水平。通过对 具有不同水平的duramax(0%、1%、2%、3%、4%和5%)的氧化铝/3%二氧 化硅进行喷雾获得的喷雾干燥的颗粒导致如下情况:在低duramax水平下具有 光滑表面的球形形状颗粒,以及在较高duramax水平下具有增加的粗糙、多孔 表面的球形形状颗粒(图11,左上方到下方中间)。对于高duramax水平,没 有观察到团聚或者其他缺点,从而认为5%的添加是优选配置。
[0119]
对于喷雾干燥的基于氧化铝的批料而言,3
‑
5%的duramax水平提供了优选 的粒度、形状和表面质地。表面活性剂triton可以在喷雾干燥的颗粒中提供细 孔隙度;但是没有观察到细孔隙度。darvan是可用于许多类型的陶瓷浆料的分 散剂。在添加darvan的喷雾干燥的颗粒中,没有观察到相分布中的优势。在高 浓度下,duramax作为分散剂和粘合剂;其可以在喷雾干燥的颗粒中引入孔隙 度。粘合剂、分散剂和表面活性剂的这些例子并不旨在作为完整举例。本领域 技术人员会知道其他有机粘合剂、分散剂以及表面活性剂例如羧基甲基纤维 素、丙烯酸粘合剂、聚乙二醇(peg)或者聚乙烯醇(pva)可用于相同目的。
[0120]
表5
[0121][0122]
不依赖于组成和有机添加的类型,批料中的经喷雾干燥的生坯颗粒没有经 受住混合和挤出剪切作用力。通过检查经挤出和烧制部件的微结构和孔隙度, 得到明确证实。用喷雾干燥的生坯颗粒或喷雾干燥的烧焦粉末制造的材料的孔 隙度和中值孔径没有达到用商业粗氧化铝制造的标准材料的孔隙度和孔径,如 表6所示。
[0123]
表6
[0124][0125][0126]
表6显示具有喷雾干燥的氧化铝/3%二氧化硅/有机粘合剂批料材料的钛酸 铝类型批料(97%氧化铝(a1000)、3%二氧化硅(ludox)作为无机物,以及 表面活性剂的超添加)以及经过挤出、烧制的材料(1410℃、15小时)的孔隙 度和孔径。使用生坯、烧焦或者经过预烧制的喷雾干燥的粉末;制造没有任何 添加剂、具有trtion和消泡剂、darvan或者
duramax的喷雾干燥的粉末。将喷 雾干燥的颗粒加入批料中,批料组成为:二氧化硅
‑
8.78%、碳酸锶
‑
8.1%、碳酸 钙
‑
1.4%、二氧化钛
‑
30.32%、喷雾干燥的颗粒(生坯、烧焦或经过预烧制)
‑
51.2%、 氧化镧
‑
0.2%、玉米淀粉(ps)超添加
‑
15%、甲基纤维素(methocel)超添加
‑
4.5%。 实施例经受双螺杆类型混合和1英寸(2.54cm)柱塞挤出。烧制条件为1410℃/15 小时。
[0127]
对实施例喷雾干燥的粉末进行预烧制,以改善它们的机械强度从而使得它 们会经受住挤出。预烧制条件是变化的并且覆盖1000
‑
1600℃的温度以及(工 业旋转煅烧炉中)不到1小时至数小时的持续时间,从而颗粒是未反应的、部 分反应的或者完全反应的,对应于未致密化、部分致密化或者完全致密化。在 预烧制过程中,很大程度上保留了粒度和形状。图12a显示刚喷雾干燥的氧化 铝/3%二氧化硅组合物的示例性喷雾干燥粉末(左图)以及烧制之后的氧化铝 /3%二氧化硅组合物的示例性喷雾干燥粉末(右图)。图12b显示图12a的示 例性喷雾干燥粉末的生坯粒度分布和经烧制的粒度分布。图12a和12b显示通 过烧制,很好地保留了生坯粒度和粒度分布。表7、8和9显示对于示例性的 喷雾干燥的生坯粉末,在烧制之后的经煅烧的平均粒度以及相组成。表7和8 中的示例性粉末在cmr箱式炉中烧制,除非另有说明,否则是在所示温度下 在空气中进行的。表7显示经预反应的氧化铝/二氧化硅颗粒的特性。表8显示 经过预反应的完全钛酸铝
‑
长石批料颗粒的特性。表9中的示例性粉末在1440℃ 的工业尺寸旋转煅烧炉中烧制。表9显示经过预反应的完全钛酸铝
‑
长石批料颗 粒的特性。图17a显示采用生坯、烧焦或预烧制到1300℃的喷雾干燥颗粒的 具有喷雾干燥的氧化铝/3%二氧化硅和5%的duramax的多孔陶瓷制品的实施 例的孔径分布比较图。图17b显示具有预烧制到1300℃的添加有表面活性剂 的喷雾干燥的氧化铝/3%二氧化硅的多孔陶瓷制品的实施例的孔径分布比较 图。
[0128]
表7
[0129]
[0130][0131]
表8
[0132]
[0133][0134]
表8(续)
[0135][0136][0137]
表9
[0138][0139]
图13a
‑
c、14a
‑
c和15a
‑
b中的sem图像显示各种组成的特性喷雾干燥 颗粒形状和相分布。图13a、13b和13c是根据本发明的一个示例性实施方式, 经过喷雾干燥的颗粒的一系列sem显微图,所述经过喷雾干燥的颗粒包含氧 化铝(勃姆石)和17%的二氧化硅并且是烧制到1410℃之后的 (图13a)、以短的保持时间烧制到1610℃之后的(图13b)以及以长的保持 时间烧制到1610℃之后的(图13c)。孔1201、1203在颗粒中是明显的,第 一相1205和第二相1207也是明显的。相比于孔1201,孔1203是大孔。从图 13a到图13c,颗粒致密化程度增加。
[0140]
图14a和14b是根据本发明的一个示例性实施方式,在1200℃预烧制之 后的具有完全无机at(钛酸铝 长石)的批料组合物的经过预烧制的喷雾干 燥颗粒的sem显微图。图14a是颗粒的常规表面图,以及图14b是颗粒的横 截面图。图14c和14d是根据本发明的一个示例性实施方式,在1300℃预烧 制之后的具有与图14a和14b相同组成的经过预烧制的喷雾干燥颗粒的常规表 面和横截面sem显微图。
[0141]
图15a和15b是根据本发明的一个示例性实施方式,在1100℃旋转煅烧 之后的实施例编号34的具有0.7%氧化硼添加的喷雾干燥的粉末的sem显微图 的常规视图(图15a)和抛光横截面图(图15b)。
[0142]
采用x
‑
射线衍射(xrd)确定烧制的陶瓷部件中存在的相。使用philips 衍射计(co ka辐射)进行x
‑
射线衍射。通常从20
‑
100
°
获得谱图。 使用里特维德(rietveld)精修来对相分布进行量化。
[0143]
对于生坯和经烧制的喷雾干燥颗粒以及它们的抛光横截面、蜂窝壁上表面 以及抛光蜂窝壁截面进行标准扫描电子显微镜(sem)表征。为了观察抛光截 面,对烧制的物件用环氧化物进行渗透、切片和抛光。在抛光样品横截面上观 察到以显微水平存在的孔隙和相的空间分布。使用高分辨sem来评定微结构 和相分布的细节。通过sem上的能量色散x射线光谱和(定量)分析与元素 分布获得不同相的化学组成和元素分布。
[0144]
通过autopore
tm
iv 9500孔隙仪的水银压入孔隙度测定法,利用微粒学
的软件,确定孔隙度、中值孔直径和孔径分布。水银压入孔隙 度测定方法利用非润湿液体和圆柱形孔隙的毛细管原理,可表述为沃什伯恩方 程(washburn equation):d=
‑
(1/p)4y cosφ,式中,d是孔直径,p是施加的 压力,y是表面张力,以及φ是接触角。水银体积与压力成直接正比。数据还 原利用微分和log微分来计算积分比压入体积作为计算的log直径的函数的一 阶导数。使用水银孔隙度测定法计算渗透率。渗透率是在施加压力的情况下, 从材料通过的气体流量。在大管(autopore)装置中,压力增加,水银填充越来越 小的孔,直至达到临界压力,此时,水银延伸(span)在样品上,可表述为k[单 位,毫达西]=1/226(lc)2σ/σ
o
,式中,σ是长度lc的传导率,σ
o
是孔中的传 导率。水银孔隙率数据可进一步用来推导出弯曲性(tortuosity)。弯曲性因子表 征了气体从多孔介质传导通过时其与表面的相互作用的效率。弯曲性与孔的互 连性密切相关。气体与材料内表面的相互作用越高,弯曲性因子越大。j.hager 根据毛细管束模型推导出对材料渗透率的表述式,其中,孔在任意方向都均匀 分布。利用hagen
‑
poiseuille对圆柱形几何体中流体流动的校正,用可测量参数 进行取代,与darcy定律结合,可得出按照总孔体积、材料密度、由孔径表示 的孔体积分布以及材料的弯曲性,对材料渗透率的表达式。总孔体积、材料密 度和由孔径表示的孔体积分布都可以从水银孔隙度测定法中获得。katz和 thompson还根据从水银孔隙度测定法所能够获得的测量值得出对材料渗透率 的表达式,所述渗透率不取决于对材料弯曲性的知识。将hager表达式和katz
‑
thompson表达式结合,提供了由水银孔隙度测定法收集的数据确定弯曲 性的方式。
[0145]
测量尺寸为0.25”x0.25”x2”(0.623x0.623x5.08cm)的棒形样品在以 4℃/分钟的速率从室温加热到1200℃,然后冷却到室温的过程中的热膨胀性。 除非在本文中另外指出,否则,测试棒纵向轴按照蜂窝体孔道方向取向,因此 提供在蜂窝体部件的轴向方向的热膨胀。除非在本文中另外指出,否则,本文 中室温指的是25℃。在表中列出不同温度范围的平均热膨胀系数,文中的 cte20
‑
800(单位为k
‑1)是从室温至800℃的平均热膨胀系数,定义为 l(800℃)
‑
l(20℃)/780℃,作为在室温至800℃温度范围的平均热膨胀系数, cte20
‑
1000(单位为k
‑1)是从室温至1000℃的平均热膨胀系数,定义为 l(1000℃)
‑
l(20℃)/980℃,作为从室温至1000℃温度范围的平均热膨胀系数, cte500
‑
900(单位为k
‑1)是从500℃至900℃的平均热膨胀系数,定义为 l(900℃)
‑
l(500℃)/400℃,作为在500℃至800℃温度范围的平均热膨胀系数。
[0146]
使用横向弯曲技术测试陶瓷体的强度,其中使用三点弯曲或四点弯曲对测 试样施加负荷直到其失效。在失效前的最大应力通常称作断裂模量或mor。 mor采用四点挠曲测量,具有2英寸的下跨度(l)(54.2毫米)和3/4英寸 的上跨度(u)(19毫米)。用于4
‑
点挠曲测试的试样的几何形状为:长2.5 英寸(63.5毫米),宽度(b)0.5英寸(12.7毫米),厚度(d)为1/4英寸(6.4 毫米)。使用的测力系统装备有最大力(p)的读出装置和校正的测压元件(loadcell)。采用用于矩形试样的astm挠曲强度等式计算mor值。所有测试的试 样都具有正方形多孔(蜂窝体)结构,其孔道在蜂窝体的长度方向。与体结构 无关的实际材料强度经常称作壁强度,可通过考虑蜂窝体测试棒的多孔结构来 改进传统的mor等式,采用astm标准c1674
‑
08,来确定该实际材料强度。
[0147]
使用尺寸为5”x1”x0.5”(12.7x2.54x1.27cm)并且纵向轴按蜂窝孔道 方向取向的棒形样品,通过挠曲共振频率来测量弹性模量。将样品加热至 1200℃,然后冷却回室温。对
每一温度,可由共振频率直接导出弹性模量,并 根据astm c 1198
‑
01,对样品的几何形状和重量进行归一化。
[0148]
回到图6,显示由喷雾干燥的批料粉末制造的材料,所获得的所述喷雾干 燥的批料粉末具有各种水平的分散剂、表面活性剂以及粘合剂。at批料包含 8.78%二氧化硅、8.1%碳酸锶、1.4%碳酸钙、30.32%二氧化钛、51.2%表6的喷 雾干燥的生坯组合物(氧化铝/二氧化硅)、0.2%氧化镧、15%土豆淀粉超添加、4.5%甲基纤维素超添加。喷雾干燥的粉末作为生坯(刚喷雾干燥)、烧焦或者 经过预反应的粉末的形式结合到批料中。表6对比了由商业原材料的批料、喷 雾干燥的生坯颗粒的批料、喷雾干燥的烧焦颗粒的批料以及喷雾干燥的经过预 烧制的颗粒的批料制造的经烧制的挤出(300/13)材料的孔隙度。使用at型 无剂组合物和成孔剂封装批料,其中,氧化铝和少部分二氧化硅被相同组成的 喷雾干燥的批料粉末替代。表6列出了批料添加以及所得到的经挤出的烧制材 料的孔隙度。批料经受双螺杆类型混合和1”(2.54cm)柱塞挤出。干燥的挤出 制品在1410℃/15小时烧制。
[0149]
喷雾干燥的粉末是未经预处理的(生坯)、在氮气中烧焦至500℃或者是 在1300℃的空气中烧制5小时进行预反应。在相同条件下对10μm中值粒度 的商业颗粒氧化铝a10的标准at批料比较例进行挤出和烧制,产生约50%的 孔隙度和15μm的孔径。
[0150]
水银压入孔隙度测定法显示,相比于比较例,生坯、未经烧制的喷雾干燥 粉末(没有任何表面活性剂添加)产生略微较低的孔隙度(48%)和明显较小 的中值孔径,d50=9μm。在氮气中将喷雾干燥的颗粒烧焦至500℃进一步促 进了孔隙度损失,得到43%的孔隙度,9μm的孔径。相反地,用于经过预烧制 的喷雾干燥颗粒,孔隙度增加到54.5%,中值孔径为22μm。相比于使用商业 粗氧化铝原材料,获得了4
‑
5%的孔隙度增加以及6
‑
7μm的孔径增加。
[0151]
从具有各种有机添加物(darvan、duramax、triton)的生坯喷雾干燥批料 材料或者烧焦的喷雾干燥批料材料获得的材料显示几乎没有孔隙度变化,表明 生坯喷雾干燥颗粒和烧焦的喷雾干燥颗粒没有经受珠双螺杆状混合和挤出过 程中的剪切。使用含有darvan或duramax的喷雾干燥的经过预烧制的颗粒产 生明显的孔隙度和孔径增加。随着浆料中darvan或duramx的量增加,孔隙度 和孔径都增加。对于5%的添加,5%的darvan和duramx分别获得53%和58% 的孔隙度,以及21μm和23μm的中值孔径。这对于孔隙度是明显的增加(分 别为3%和8%),以及对于中值孔径是明显的增加(分别是5μm和7μm)。 对于商业原材料,以如此低的成孔剂水平可能是非常难以获得如此高的孔隙度 和如此大的孔径的。
[0152]
图16a、16b和16c的挤出的生坯物件的sem图像显示,几乎没有喷雾 干燥的生坯颗粒和烧焦颗粒经受住混合和挤出,而预烧制到较高温度的喷雾干 燥颗粒经受住了混合和挤出。图16a、16b和16c显示at型挤出生坯物件, 其中,氧化铝和少部分的二氧化硅被氧化铝/3%二氧化硅/有机粘合剂的喷雾干 燥粉末替代。将喷雾干燥颗粒以生坯喷雾干燥(图16a)、1300℃的空气中预 烧制5小时(图16b)或者氮气中烧焦到500℃的形式结合到批料中。获得的 喷雾干燥粉末没有任何添加物(第一行)、具有5%的darvan添加(第二行)、 具有5%的duramax添加(第三行)或者具有1%的triton添加(最后一行)。 sem图像显示生坯物件的抛光横截面。图16b的sem图像显示经过预烧制的 喷雾干燥颗粒全部得到完整保留,并且规则地分布在生坯物件中。
[0153]
图16d显示无任何添加情况下制造的图16b(第一行)的较大放大倍数的 sem图,图16e显示具有5%的darvan添加情况下的图16b(第二行)的较大 放大倍数的sem图,以及图16f显示具有5%的duramax添加情况下的图16b (第三行)的sem图。图16d中更高放大倍数的sem图像显示不含无机物的 颗粒,它们保留球形形状并且没有发生破裂。含darvan和duramax的材料的 横截面显示喷雾干燥颗粒的一些变形,这可能是由于对生坯物件进行切割和抛 光所导致的变形或者与添加有机物有关。
[0154]
图18a、18b、18c和18d显示由喷雾干燥的氧化铝/3%二氧化硅制造的 at型批料的挤出和烧制物件。sem图像显示孔隙度、表面孔隙度、相分布和 微裂纹的细节。对于使用生坯喷雾干燥颗粒(图18a和18b)以及烧焦的喷雾 干燥颗粒(图18c和18d),获得良好混合的细原材料的典型规则相分布。
[0155]
图19a和19b显示根据本发明的一个示例性实施方式,由喷雾干燥、预烧 制的氧化铝/3%二氧化硅制造的at型挤出和烧制物件中的相分布和低微裂纹 密度以及块中和表面处的逆孔隙度特性的sem图(钛酸铝显示灰色相差(greyphase contrast),长石是亮的,以及未反应的氧化铝是暗灰色的)。图19a和 19b所示的由预烧制的喷雾干燥材料制造的实施例表征为逆孔隙度和高的孔互 联性。单个喷雾干燥颗粒的形状可能仍是可见的,但是转变成较大的钛酸铝和 长石的颗粒团聚体。这两种相的分布是规则的。未反应的氧化铝是可见的团聚 体的形式,其通常不存在于商业批料材料制造的材料中。延长喷雾干燥颗粒的 预烧制时间以实现完全反应,考虑a1000中的不同杂质水平,或者调节at型 批料组成可抑制3%的氧化铝过量,其通常在钛酸铝颗粒中产生小的氧化铝内 含物。可能是涉及到过量氧化铝的不同分布,由经过预烧制的喷雾干燥粉末制 造的材料中的微裂纹密度要低得多,但不一定是这个原因。由经过预烧制的喷 雾干燥材料制造的材料显示相同特性的逆孔隙度,但是展现出更为不规则、粗 得多的孔以及具有更多团聚的相分布,所述经过预烧制的喷雾干燥材料含有5% 的darvan(图20a、20b、20c和20d)或者5%的duramax(图21(a)至(f))。 相比于不含有机物的喷雾干燥材料制造的材料,未反应的氧化铝的团聚也得到 了增加。图20d和21(d)中,低的微裂纹密度是明显的。
[0156]
采用经过预烧制的喷雾干燥at型批料组分,获得了规则并且是逆的孔结 构(参见图3a和3b)。通常在如下情况下发现规则孔结构(图3a):由商 业原材料制造的材料,并且来自于原材料的反应和原材料颗粒之间的接触区、 反应区和扩散去之间的广泛烧结。逆孔结构(图3b)表征为大的孔颈和小的材 料烧结颈。在颗粒焊接和经受非常小的反应或烧结(如果存在的话)的结构中, 观察到此类孔网络。通过某些喷雾干燥批料、预烧制和部分烧制条件,获得逆 孔结构。当完全(或者几乎完全)批料组合物喷雾干燥和完全预反应的情况下, 获得逆孔隙度。在此类条件下,在烧制过程中,挤出材料中没有发生主要反应, 喷雾干燥颗粒仅在他们的接触点发生烧结。在高孔隙度和超高孔隙度材料中, 还更为频繁地形成逆孔隙度。但是,对于低孔隙度和部分反应的喷雾干燥批料 材料,也发现了产生逆孔隙度的批料和烧制条件。以下附图显示了所得到的微 结构的例子以及它们的喷雾干燥粉末、批料组成和烧制循环。
[0157]
图22a
‑
f显示具有小孔颈的常规孔结构的代表性材料。采用at型组合物 批料(其中,喷雾干燥的氧化铝/3%二氧化硅用作经过预反应的颗粒批料材料) 获得该材料。实施例编号78的喷雾干燥氧化铝/二氧化硅粉末具有16μm的平 均粒度并且预烧制到1300℃。
sem图像显示在1427℃/15小时烧制之后的实施 例编号h1(实施例编号78颗粒制造的at型批料挤出和烧制物件)。孔隙度 约为50%孔隙度。图22a
‑
c显示不同放大倍数下的烧制壁的抛光横截面,并且 显示了孔结构和相分布。具有较亮的相差的相是长石,具有较暗的相差的相是 钛酸铝。图22d
‑
f显示经烧制的、未抛光表面。烧制材料的性质总结见表10。
[0158]
表10
[0159][0160][0161]
图23a
‑
d显示由喷雾干燥的氧化铝/3%二氧化硅/氧化镧的经过预反应的 颗粒制造的高孔隙度at型物件,其具有逆孔隙度。材料在烧制过程中保留了 在它们的接触角烧结到一起的球形集群形状,从而产生具有大孔颈的逆孔隙 度。实施例编号h2是由喷雾干燥实施例编号92颗粒(具有10%的二氧化硅和 0.4%的乙酸镧的氧化铝)制造的,所述实施例编号92颗粒具有19μm的平均 粒度并且在1410℃烧制。挤出的材料具有20%的土豆淀粉作为成孔剂。图 23a
‑
d显示不同放大倍数的壁表面和抛光横截面的sem图像。图23a显示壁 的抛光横截面,显示出具有大孔颈的逆孔隙度。图23b和23c显示更高放大倍 数的抛光横截面图,显示具有大孔颈的常规孔隙度和相分布。图23d是未抛光 表面的sem显微图,显示出孔和经过预反应的颗粒的互联性。在图23b中, 较亮的相差是长石,灰色相是钛酸铝,黑色相是氧化铝。
[0162]
喷雾干燥组合物和烧制方案的示例性实施方式还获得了具有高孔隙度和 常规孔隙度几何形貌的材料。图24a
‑
f显示具有55%孔隙度的高孔隙度材料实 施例编号h3的例子,其是由at型批料中的经过预反应的氧化钛和少量二氧 化硅制造的。用于实施例编号h3的实施例编号111的经过预反应的喷雾干燥 颗粒(氧化钛/二氧化硅)具有13μm的平均粒度并且在1300℃进行预烧制。 实施例编号h3的挤出物件在1427℃烧制15小时。实施例编号h3显示具有 较小孔颈的常规孔隙度。相分布是粗的,并且微裂纹密度相当低。图24a、24b 和24c显示不同放大倍数下的烧制壁的抛光横截面,并且显示了孔结构和相分 布。图24d、24e和24f显示经烧制的未抛光表面的sem图,显示微结构和孔 结构中的孔和颗粒互联性。亮的相是长石,灰的相是钛酸铝。材料性质总结见 表10。
[0163]
采用两种经过预反应的批料材料制造一些实施例,例如实施例编号h4来 自经过预烧制的喷雾干燥alsi实施例编号78颗粒和经过预烧制的喷雾干燥 tisi实施例编号111颗粒。图25a显示根据本发明的一个示例性实施方式,在 1427℃/15小时烧制的具有约54%孔隙度且由预烧制到1300℃的平均粒度约为 13μm的喷雾干燥的氧化钛/二氧化硅的预反
应的颗粒以及预烧制到1300℃的 平均粒度约为16μm的喷雾干燥的氧化铝/二氧化硅的颗粒制造的at多孔陶瓷 蜂窝壁的抛光横截面图。两种粉末都结合到at型批料中。图25b和25c显示 更高放大倍数的抛光横截面图,显示具有小孔颈的常规孔隙度和相分布。图 25d、25e和25f是烧制的、未抛光表面的sem显微图,显示孔和相的联接性。 白色颗粒是长石,灰色颗粒是钛酸铝。实施例h4的材料性质总结见表10。
[0164]
由与实施例h4相同的喷雾干燥粉末组合物制造在烧制到1427℃/15小时 之后具有57%孔隙度的高孔隙度实施例h5,但是喷雾干燥的基于氧化铝的粉 末被烧制到更高的预烧制温度。图26a显示根据本发明的一个示例性实施方式, 在1427℃/15小时烧制的实施例h5的多孔陶瓷蜂窝壁的抛光横截面图,其具 有预烧制到1300℃的平均粒度约为13μm的喷雾干燥的氧化钛/二氧化硅的颗 粒以及预烧制到1600℃的平均粒度约为13μm的喷雾干燥的氧化铝/二氧化硅 的颗粒。图26b和26c显示更高放大倍数的抛光横截面图,显示孔结构和相分 布。图26d、26e和26f是烧制的、未抛光表面的sem显微图,显示孔和相的 互联性。亮相差是长石,灰色是钛酸铝。获得规则、粗相分布。实施例h5的 材料性质总结见表10。
[0165]
图27a显示根据本发明的一个实施方式的at多孔陶瓷蜂窝壁的抛光横截 面图,其具有预烧制的喷雾干燥的完全批料组合物的颗粒以及细的氧化铝作为 粘合剂。图27b显示更高放大倍数的抛光横截面图,以及图27显示刚烧制的 壁表面,其显示出具有小的颗粒颈和大孔颈的逆孔隙度的球形填装。
[0166]
图28a、28b和28c显示由空心的经过预反应的煅烧氧化铝/二氧化硅制造 的at型批料挤出和烧制物件的sem图像。喷雾干燥的空心颗粒预烧制到 1650℃,持续15小时。根据本发明的一个示例性实施方式,挤出的蜂窝体在 1410℃进行烧制。图28a显示贯穿蜂窝通道壁的抛光横截面图,显示保留的 空心球体和逆孔隙度。图28b显示固相和逆孔隙度的细节。图28c显示表面孔 隙度和材料的细节。
[0167]
具有喷雾干燥的、经过预烧制的氧化铝/二氧化硅批料材料的实施例的性质 总结见表11
‑
13。通过1”和2”柱塞挤出获得实施例,如表11
‑
13所示,并烧制 到所示温度。可以看出,实施例覆盖了宽的孔隙度和孔径范围。图29a和29b 显示根据本发明的示例性实施方式的材料的孔隙度、中值孔径d50和mor的 演变,所述材料具有相同的at型组合物,但是在喷雾干燥的氧化铝/二氧化硅 批料材料中具有不同的二氧化硅量。可以看出,喷雾干燥颗粒中的二氧化硅含 量对于孔隙度几乎没有影响。对于喷雾干燥粉末中的二氧化硅水平,孔隙度略 微下降。喷雾干燥粉末中的二氧化硅水平对于挤出烧制物件的中值孔径具有强 烈影响。随着二氧化硅含量的增加,中值孔径明显下降。3%的二氧化硅产生 20μm的中值孔径,而17%的二氧化硅仅产生10μm的孔径。随着孔隙度下降 和孔径下降,mor增加。实施例包括以下情形:在相似或较高孔隙度以及相 似或较大中值孔直径的情况下,mor高于由商业粗氧化铝原材料制造的材料 的mor。这同样适用于孔隙度标准化的mor。
[0168]
表11
[0169]
[0170][0171]
表11(续)
[0172]
[0173][0174]
表11(续)
[0175]
[0176]
[0177][0178]
表11(续)
[0179]
[0180][0181]
表11(续)
[0182]
[0183][0184]
表12
[0185]
[0186][0187]
表12(续)
[0188][0189]
[0190]
表13
[0191][0192]
表13(续)
[0193][0194]
对于恒定的无机批料组成以及使用喷雾干燥氧化铝/3%二氧化硅,显示在 喷雾干燥浆料中使用有机添加物对于喷雾干燥颗粒形状和经过预烧制的喷雾 干燥颗粒的孔隙度具有影响。表14显示在喷雾干燥浆料中使用较大量的有机 粘合剂,在经烧制的喷雾干燥颗粒中产生细孔隙度,并且对于最终批料的孔隙 度增加具有贡献。喷雾干燥浆料中所用的有机物类型和量不仅对于最终材料的 孔隙度具有影响,还对微结构产生影响。经预烧制的喷雾干燥颗粒中的孔隙度 实现了反应过程中更快速的传输和物质交换,从而获得了不同微结构。经反应 的微结构中的相分布和颗粒尺寸控制微裂纹水平和微裂纹分布,从而影响最终 材料的热膨胀。图30a、30b、30c和30d总结了有机物对于最终材料cte的 影响,显示了多种材料,其具有由滞后现象的宽度差异所展现的宽范围的微裂 纹行为。
[0195]
表14
[0196]
[0197][0198]
通过喷雾干燥和预烧制所获得的接近完全无机批料混合物的实施例的材 料性质总结见表15和16。表15显示1”柱塞挤出,以及表16显示2”柱塞挤出。 还显示由商业非喷雾干燥批料材料制造的at的比较例pdg。
[0199]
表15
[0200]
[0201][0202]
表15(续)
[0203]
[0204][0205]
表16
[0206]
[0207][0208]
表16(续)
[0209]
[0210]
表17显示示例性实施例,显示了对于包含颗粒实施例编号42(表4,1300℃ 烧制)、15%土豆淀粉(ps)和8%石墨成孔剂的批料,与蜂窝体烧制温度相 关的蜂窝体物理性质的演变。
[0211]
表17
[0212][0213][0214]
进行由经过预烧制的喷雾干燥材料w11、w15和w10(表11)制造的实 施例2”过滤器
和由商业原材料制造的比较例at(cw7)的对比。用水泥堵住 烧制的蜂窝体,以提供裸过滤器。所有过滤器都具有接近的几何形貌;为了更 好地进行对比,将数据标准化为常用过滤器的几何形貌(300/13)中的长度6
”ꢀ
(15.24cm)、直径2”(5.1cm)和壁厚13密耳(0.33mm)。三个喷雾干燥 的实施例包括正常孔隙度材料和逆孔隙度材料。发现由喷雾干燥的材料制造的 实施例过滤器的裸压降低于比较例过滤器。发现涂覆后的压降符合该趋势。
[0215]
图31是压降与未涂覆的多孔陶瓷过滤器样品和对比样品的烟炱负载的关 系数据图,所述未涂覆的多孔陶瓷过滤器样品是由根据本发明的示例性实施方 式的喷雾干燥的预烧制的原材料制造的,所述对比样品是由商业原材料制造 的。裸压降显示出由喷雾干燥的经过预烧制的批料材料的优势。
[0216]
图32是过滤效率与未涂覆的多孔陶瓷过滤器样品和对比样品的烟炱负载 的关系数据图,所述未涂覆的多孔陶瓷过滤器样品是由根据本发明的示例性实 施方式的喷雾干燥的预烧制的原材料制造的,所述对比样品是由商业原材料制 造的。测量由喷雾干燥的预烧制材料制造的实施例过滤器的过滤器效率,所述 实施例过滤器展现出高于57%的孔隙度以及在一些情况下展现出逆孔隙度(实 施例编号h33)。将这些裸过滤效率与比较样品at材料进行对比,所述比较 样品at材料是由标准批料粉末制造的并且仅实现了50%的孔隙度和15
‑
16μm 的中值孔径。图32显示了对比。具有高得多的孔隙度的实施例过滤器的过滤 效率与50%孔隙度的比较样品at过滤器的过滤效率处于相似范围,这意味着 喷雾干燥的批料材料所获得的逆孔隙度孔结构或者微结构对于过滤都没有提 供任何劣势。
[0217]
根据本发明的示例性实施方式,证实相比于具有相同组成的比较样品,获 得了8%的孔隙度增加。证实了具有大于或等于63%孔隙度的逆孔隙度以及大 于或等于15μm的中值孔径。烧结粘结、反应粘结材料显示出比比较样品较少 的微裂纹,几乎没有或者没有cte滞后现象,cte范围为20
‑
30x10
‑7k
‑1。对 于喷雾干燥组合物、预烧制和烧制条件的某些实施方式,实现了增强的微裂纹 和较低的cte。对于数种材料,实现了cte<10x10
‑7k
‑1。由氧化铝/6%二氧 化硅喷雾干燥的批料材料制造的实施例编号h7在58%孔隙度和15μm的中值 孔径产生cte=7x10
‑7k
‑1;喷雾干燥的氧化铝/二氧化硅的实施例编号h20和 h21显示60%孔隙度和19μm的中值孔径下cte=13x10
‑7k
‑1。具有60%孔 隙度的实施例编号h82具有9.5x10
‑7k
‑1的cte。
[0218]
在实施例中,对具有3
‑
18%的不同水平的二氧化硅或者二氧化硅和镧的氧 化铝进行喷雾干燥和不同温度下的预烧制。获得具有高孔隙度(55
‑
61%)和 16
‑
20μm孔径的材料,cte为13
‑
15x10
‑7k
‑1。虽然孔隙度不受二氧化硅水平 的影响,但是随着二氧化硅含量的增加,中值孔径下降。at物件的中值孔径 受到喷雾干燥粒度影响,展现出低于15μm的粒度下降。
[0219]
将实施例制品柱塞挤出为2”部件,在低氧压下烧制使得聚合物被烧掉,之 后在空气中烧制。测试裸过滤器性能。相比于具有相同过滤器几何形貌的at 型组合物的比较例,裸过滤器的压降测量显示压降下降27%。具有超过60%孔 隙度和大孔径的部件过滤效率类似于具有50%孔隙度和15μm中值孔径的at 型组合物的比较例过滤效率。
[0220]
本发明的示例性实施方式的其他实施例包括制造堇青石喷雾干燥、预烧制 的原材料。图33a、33b、33c、33d和33e显示根据本发明的一个示例性实施 方式,实施例cor1的堇青石型批料挤出和烧制物件的sem图像,其包含喷雾 干燥、但是在1410℃预烧制的实施例
编号78,挤出材料在1300℃进行烧制。 图33a显示蜂窝壁的表面,表明了孔隙度形状和分布。图33b显示贯穿蜂窝通 道壁的抛光横截面图,显示逆孔隙度。图33c显示固相的细节。图33d和33e 显示表面孔隙度和材料的细节。
[0221]
图34a、34b、34c和33d显示根据本发明的一个示例性实施方式,实施 例cor2的堇青石型批料挤出和烧制物件的sem图像,其包含喷雾干燥、但是 在1410℃预烧制的实施例编号78,挤出材料在1610℃进行烧制。图34a显 示贯穿蜂窝通道壁的抛光横截面图,显示逆孔隙度。图34b显示固相、微裂纹 和逆孔隙度的细节。图34c和34d显示表面孔隙度和材料的细节。
[0222]
表18显示实施例cor1和cor2的材料性质。实施例显示非常少的微裂纹。 实施例cor1的cte为14x10
‑7k
‑1(室温至800℃),以及实施例cor2的cte 为16x10
‑7k
‑1(室温至800℃)。实施例cor1的mor为740psi,以及实施 例cor2的mor为1130psi。
[0223]
表18
[0224]
实施例%孔隙率中值孔直径d50(μm)(d50
‑
d10)/d50cor147.267430.77920.35cor250.907222.73650.66
[0225]
图35显示实施例cor1和cor2的孔径分布。图36显示实施例cor1和cor2 的热膨胀。
[0226]
因此,本发明的示例性实施方式通过使用经过预反应的颗粒,提供了相比 于标准粉末原材料更高孔隙度和更大孔径的多孔陶瓷制品。可以在10
‑
30微米 的中值孔径范围内实现高于55%或者甚至高于65%的孔隙度。示例性工艺以较 低的成本,控制原材料和成孔剂粒度和尺寸分布,提供了孔隙度大于或等于60% 并且中值孔径大于或等于20μm的过滤器。本发明的示例性实施方式能够使用 大尺寸颗粒、窄的粒度分布、机械牢固以及一种或多种经过预反应的批料材料, 来获得具有大孔和高孔隙度的优选批料材料,其能够在烧制过程中得到保留以 获得较高孔隙度、较大孔径的材料。颗粒越大并且尺寸均匀更好,则多孔陶瓷 制品中的孔隙度和孔径越大。可以避免通过产生宽孔径分布进而降低材料强 度,从而对多孔陶瓷制品性质具有负面影响的宽粒度分布。
[0227]
本发明的示例性实施方式以合理的成本实现了多孔陶瓷制品中的高孔隙 度和大孔径。例如,可以优于其他具有窄粒度分布的大粒度氧化铝来源,以相 当节约成本的情况下,通过调节性质来制造喷雾干燥的多孔氧化铝基、经预烧 制的批料材料。窄粒度分布的喷雾干燥颗粒产生天然的低密度填装。喷雾干燥 和旋转煅烧都是高产量的,可以使用低成本工业工艺来加工所需的批料材料。
[0228]
对于相当孔隙度的多孔陶瓷制品和伴随的烧制裂纹的可能性,本发明的示 例性实施方式能够降低成孔剂水平。通常来说,在由粉末批料制造的制品中, 仅能通过使用高成孔剂水平来产生高孔隙度,这需要长烧制循环来适应成孔剂 烧尽放热和吸热事件,并且还增加了形成烧制裂纹的风险。因此,本发明的示 例性实施方式实现了更快的烧制时间。
[0229]
本发明的示例性实施方式实现了多孔陶瓷制品中的低水平微裂纹、低cte 和高强度。相比于形成具有小孔颈的互联孔结构的常用粉末状批料反应烧结材 料,本发明的示例性实施方式实现了具有大孔颈和小材料颈的逆孔隙度。小孔 颈可限制透过性和气体流动,并控制压降。在孔结构中具有非常大孔颈的材料 产生改善的透过性,从而提供低压降过滤器。
[0230]
根据本发明的示例性实施方式,可以宽范围的尺寸和组合物(其可以含有 单一批料组分或者数种批料组分)制造经过预反应的颗粒。根据本发明的示例 性实施方式,当数种组分结合作为喷雾干燥颗粒中的紧密混合物并进行预烧制 时,喷雾干燥粉末混合物可以在预烧制过程中反应成中间产物或者产物混合 物,其在基础批料的烧制过程中,促进了另一反应路径以及不同于相同组合物 的混合粉末批料的最终相分布、颗粒尺寸或者简而言之,不同的微结构。
[0231]
本发明的示例性实施方式实现了以如下混合喷雾干燥颗粒构建挤出批料, 所述混合喷雾干燥颗粒在预烧制过程中没有完全反应成中间体,其作为小的批 料反应器并诱发不同于相同组合物的混合粉末批料所不同的反应路径和产生 不同的加工微结构。
[0232]
本发明的示例性实施方式实现了使用经过预反应的批料组分来控制最终 微结构、其粗度以及相分布。本发明的示例性实施方式实现了使用经过预反应 的材料来更好地控制烧制和烧制性质。本发明的示例性实施方式还实现了例 如,当使用完全反应的喷雾干燥的经过预烧制的批料材料时,抑制或减少反应 相关的热事件还实现了抑制或减少反应相关的收缩事件。
[0233]
本说明书通篇涉及示例性实施方式以及本说明书通篇的类似语言可以涉 及相同实施方式,但不一定如此。此外,本文所述的涉及示例性实施方式的主 题物质的特征、结构、或性质可以任何合适的方式组合在一个或多个示例性实 施方式中。在描述中,提供了许多具体细节,例如对照、结构、工艺、组成、 制品等的例子,以提供对主题的实施方式的完全理解。但是本领域技术人员会 认识到,可以在没有一个或多个具体细节的情况下实践主题,或者用其他方法、 组分、材料等实践主题。在其他情况下,没有显示众所周知的结构、材料或操 作或者对其进行详述,以避免模糊所揭示的主题的各个方面。
[0234]
上文所述的示意性流程图和方法示意图通常是逻辑流程图。因而,所示的 顺序和标示的步骤表示代表性实施方式。对于示意图中所示的方法或其部分的 一个或多个步骤,可以考虑功能、逻辑或作用等价的其他步骤和方法。此外, 采用的格式和符号是为了提高对于示意图的逻辑步骤的解释,不理解为限制图 中所示方法的范围。虽然可以在示意图中采用各种箭头类型和直线类型,但是 它们不理解为限制相应方法的范围。事实上,部分箭头或其他连接可仅仅用于 表示方法的逻辑流。例如,箭头可表示所示方法列举的步骤之间的非特定持续 时间的等待或监测。此外,特定方法中所发生的顺序可能严格地限于或者不限 于所示对应步骤的顺序。
[0235]
对本领域技术人员而言显而易见的是,可以在不偏离本发明的精神或范围 的情况下对本发明进行各种修改和变动。因此,所要求保护的本发明的意图是 本发明覆盖本文内容的修改和变动,只要这些修改和变动在所附权利要求及其 等同方案的范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。