1.本发明涉及橡胶材料技术领域,具体涉及一种双层结构的拼装地板及其制备方法。
背景技术:
2.拼装地板亦称组合式运动地板,具有拼装简单、移动方便、色彩丰富、不易积水等特性。它采用悬浮式的结构设计,加上坚固的加强型支撑脚结构,具有垂直的减震效果,防滑的表面还可有效防止运动损伤,因而近年来在户内外运动场均得到了广泛应用。
3.但是,现有的拼装地板大多为单层结构,减震效果较差,且抗污和耐老化效果不理想,尤其是在户外场所使用时,存在容易老化变脆、容易脏污的缺陷,使用寿命较短,一般只能维持1年左右。
技术实现要素:
4.为克服现有技术存在的不足之处,本发明的目的在于提供一种双层结构的拼装地板及其制备方法。本发明的拼装地板由一体注塑成型的面层和底层构成,且面层采用本发明的热塑性弹性体制成,具有优异的减震效果、抗污性和耐老化性,延长了拼装地板的使用寿命。
5.为实现上述目的,本发明采取的技术方案为:
6.一种双层结构的拼装地板,其包括面层和底层,所述面层和所述底层为一体注塑成型结构,所述面层由如下重量份的组分制成:热塑性弹性体100份和色母0.5~1份,所述底层由如下重量份的组分制成:硬胶材料100份和色母1.5~2份。
7.优选地,所述热塑性弹性体包括如下重量份的组分:sebs 35~45份、第一聚丙烯8~12份、150n基础油25~35份、增韧剂6~10份、增容剂a 1~3份、润滑剂1.5~2.5份、填料a 8~12份、抗污助剂0.1~0.2份和抗uv助剂0.15~0.25份;所述第一聚丙烯包括嵌段共聚聚丙烯a和嵌段共聚聚丙烯b;所述嵌段共聚聚丙烯a在190℃、2.16kg测试条件下的熔融指数为5~10g/10min,所述嵌段共聚聚丙烯b在190℃、2.16kg测试条件下的熔融指数为20~30g/10min。经试验研究发现,所述嵌段共聚聚丙烯a和所述嵌段共聚聚丙烯b组合使用,可有效提高热塑性弹性体的力学性能和耐高低温性,还能提高胶料的流动性,使产品更好地成型。
8.优选地,所述热塑性弹性体包括如下重量份的组分:sebs 40份、第一聚丙烯10份、150n基础油30份、增韧剂8份、增容剂a 2份、润滑剂2份、填料a 10份、抗污助剂0.15份和抗uv助剂0.2份。
9.优选地,所述sebs的牌号包括7551。该牌号的sebs具有良好的耐老化性能和力学性能,无需硫化即可加工使用,而且与150n基础油具有较好的相容性,可通过150n基础油调节软硬度,使热塑性弹性体具有满足拼装地板使用要求的减震效果。另外,本发明上述熔融指数的所述嵌段共聚聚丙烯a和所述嵌段共聚聚丙烯b与牌号7551的sebs具有较好的相容
性,共混效果好。
10.优选地,所述热塑性弹性体中,嵌段共聚聚丙烯a与嵌段共聚聚丙烯b的质量比为1:2~1:3。通过调控嵌段共聚聚丙烯a与嵌段共聚聚丙烯b的配比,不仅确保胶料具有较好的流动性,还能使热塑性弹性体的力学性能和耐高低温性能较好。
11.优选地,所述热塑性弹性体中,嵌段共聚聚丙烯a与嵌段共聚聚丙烯b的质量比为1:2.5。嵌段共聚聚丙烯a和嵌段共聚聚丙烯b以该配比复合使用时,所述热塑性弹性体的力学性能和耐高低温性能最好。
12.优选地,所述增韧剂包括poe3980增韧剂。poe3980增韧剂的加入可进一步改善整个体系的流动性,提高热塑性弹性体的韧性,还使热塑性弹性体面层不易与pp底层发生分层,提高拼装地板一体注塑成型结构的牢固性。
13.优选地,所述润滑剂包括硅酮粉。本发明配方中,硅酮粉的加入不仅可发挥润滑作用,使产品容易脱模,还能提高热塑性弹性体的表面耐磨性。
14.优选地,所述抗uv助剂的牌号包括ep
‑
v701、kz
‑
1145中的至少一种。上述牌号的抗uv助剂与本发明配方的胶料相容性好,可提高胶料的抗uv性能。
15.优选地,所述抗污助剂包括氟改性抗污助剂,牌号为蓝柯路lencolo 3007d。现有技术一般将该助剂用于涂料中,然而,本发明人经研究意外发现,该助剂与本发明配方体系具有较好的相容性,且共混后可在胶料表面形成一层抗污的保护膜,提高了产品的抗污能力。
16.优选地,所述硬胶材料包括如下重量份的组分:第二聚丙烯70~90份、填料b15~25份、增容剂b1~5份和抗氧化剂0.1~1份,所述第二聚丙烯包括牌号为sp179的聚丙烯和牌号为k9026的聚丙烯。经研究发现,将sp179聚丙烯和k9026聚丙烯组合使用,可提高硬胶材料的硬度和抗冲击强度,使其应用于拼装地板的底层时,发挥更优的支撑作用。
17.优选地,所述硬胶材料包括如下重量份的组分:第二聚丙烯80份、填料b 20份、增容剂b 3份和抗氧化剂0.2份。
18.优选地,所述硬胶材料中,sp179聚丙烯与k9026聚丙烯的质量比为0.8~1.2:0.8~1.2。sp179聚丙烯和k9026聚丙烯以上述配比组合使用时,对硬胶材料的硬度和抗冲击强度的提升效果更显著。
19.优选地,所述硬胶材料中,sp179聚丙烯与k9026聚丙烯的质量比为1:1。p179聚丙烯和k9026聚丙烯以上述配比组合使用时,对硬胶材料的硬度和抗冲击强度的提升效果最显著。
20.优选地,所述填料a和所述填料b分别由轻质碳酸钙和重质碳酸钙组成,所述重质碳酸钙的粒度为600~800目。
21.优选地,所述填料a和所述填料b中,轻质碳酸钙与重质碳酸钙的质量比为1:0.3~1:0.5。
22.优选地,所述填料a和所述填料b中,轻质碳酸钙与重质碳酸钙的质量比为1:0.4。
23.填料的加入可提高胶料的成型性,还可增加胶料容积,达到降低成本的目的。经研究发现,若只加入轻质碳酸钙,会容易团聚、难以分散均匀;若只加入重质碳酸钙,则会出现与胶料的接触面积较小,共混效果差的问题。而将轻质碳酸钙和重质碳酸钙复配,并通过调控两者的配比和粒度,可同时兼顾分散和共混效果,获得不易团聚、容易分散、且与胶料共
混效果好的填料,最终达到提高胶料的成型性、及增加胶料容积的技术效果。
24.优选地,所述增容剂a和所述增容剂b分别包括苯乙烯
‑
丁二烯
‑
苯乙烯嵌段共聚物(sbs)、马来酸酐接枝sbs(mah
‑
sbs)中的至少一种。
25.优选地,所述抗氧化剂包括抗氧化剂1010、抗氧化剂1076、抗氧化剂168中的至少一种。
26.本发明还提供了一种所述双层结构的拼装地板的制备方法,其包括如下步骤:
27.步骤一、制备热塑性弹性体
28.将sebs和150n基础油混合均匀,然后加入热塑性弹性体配方的其它组分,混合均匀,用双螺杆挤出机挤出,挤出温度控制在160~180℃,冷却,造粒,即得所述热塑性弹性体;
29.步骤二、制备硬胶材料
30.将硬胶材料配方中的组分混合均匀,用双螺杆挤出机挤出,挤出温度控制在180~200℃,冷却,造粒,即得所述硬胶材料;
31.步骤三、制备拼装地板
32.按配方将所述热塑性弹性体与色母混合均匀,得到第一混料;
33.按配方将所述硬胶材料与色母混合均匀,得到第二混料;
34.将所述第二混料加入注塑机中进行一次注塑得到底层;
35.将所述底层放入模具中,然后将所述第一混料加入注塑机中进行二次注塑,在所述底层上形成面层,即得具有双层结构的拼装地板。
36.优选地,所述一次注塑的工艺条件为:注塑机的成型温度为160~230℃,注射压力为700~1400bar,模具的温度为20~50℃。
37.优选地,所述二次注塑的工艺条件为:注塑机的成型温度为170~210℃,注射压力为700~1400bar,模具的温度为40~50℃。
38.与现有技术相比,本发明的有益效果在于:本发明的拼装地板具有双层结构,由一体注塑成型的面层和底层构成,且面层采用经配方改良的热塑性弹性体制成,底层采用经配方改良的硬胶材料制成,具有优异的减震、抗污和耐老化性能,使用寿命可延长至3年以上,保色性好,不易褪色。
附图说明
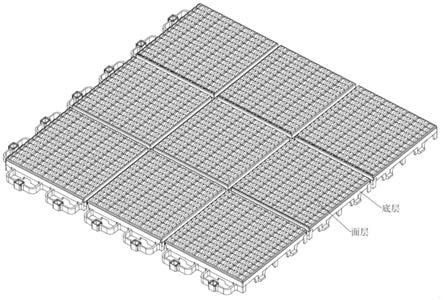
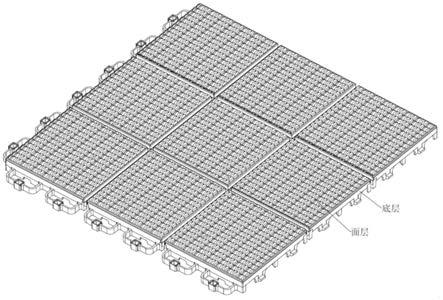
39.图1为本发明所述双层结构的拼装地板的结构参考图。
具体实施方式
40.为更好地说明本发明的目的、技术方案和优点,下面将结合具体实施例对本发明作进一步说明。应理解,实施例不用于限制本发明的保护范围。本发明所采用的原料均可通过商业途径购买得到。如无特别指明,实施例中所使用的方法均为本领域的常规方法,所使用的设备均为本领域的常规设备。
41.实施例中采用的原料来源如下:
[0042][0043][0044]
实施例1~3
[0045]
实施例1~3提供了一种热塑性弹性体,其配方组成如表1所示。对比例1~3也提供了一种热塑性弹性体,其配方组成如表1所示。
[0046]
表1中,聚丙烯由嵌段共聚聚丙烯a和嵌段共聚聚丙烯b组成,嵌段共聚聚丙烯a与嵌段共聚聚丙烯b的质量比为1:2.5。填料为轻质碳酸钙和重质碳酸钙的混合物,轻质碳酸钙与重质碳酸钙的质量比为1:0.4。
[0047]
实施例1~3的热塑性弹性体的制备方法为:(1)将sebs和150n基础油混合均匀,然
后加入其它组分,混合均匀,得到混料;(2)将步骤(1)的混料用双螺杆挤出机挤出,冷却,造粒,即得所述热塑性弹性体。其中,双螺杆挤出机的挤出温度控制在160~180℃。
[0048]
对比例1~3的热塑性弹性体的制备方法参照实施例1~3。
[0049]
表1
[0050][0051][0052]
注:表中
“‑”
表示未添加该组分。
[0053]
一、热塑性弹性体的性能测试
[0054]
将实施例1~3和对比例1~3的热塑性弹性体模压成片材,剪裁成标准测试样,测试结果如表2所示。
[0055]
硬度:测试方法依据astm d2240。
[0056]
拉伸强度:测试方法依据astm d412。
[0057]
断裂伸长率:测试方法依据astm d412。
[0058]
压缩永久变形率:70℃
×
168h,测试方法依据gb/t 7759.1
‑
2015,标准值<50%。
[0059]
老化性能测试:158℃
×
168h。
[0060]
阻燃性能测试:垂直燃烧,按照gb/t 2408
‑
2008进行测试。
[0061]
脆化温度测定:将试样用悬臂方式安装于夹具中,置于低温介质中恒温,当试样达到某一预定低温后,用冲头以一定的速度冲击试样,当试样的破坏率达到50%时的温度即为脆化温度。
[0062]
耐磨性:taber耐磨测试,磨耗条件:h
‑
18磨轮,砝码2000g,转数1000r,转速72rpm,计算质量损失率。
[0063]
抗污性:用油性笔涂抹试样表面,放入60℃烘箱中烘干(3min),取出后用湿纸巾擦拭干净,统计各试样擦拭干净所需的擦拭次数。
[0064]
表2
[0065][0066]
表2结果分析:实施例1~3的热塑性弹性体具有较好的韧性、弹性和机械强度,同时在耐老化性、耐高低温性、耐磨损性、阻燃性和抗污性上均较好,尤其以实施例1的性能最优。比较分析对比例1~2可看出,sebs的种类会对热塑性弹性体的性能显著显著影响,采用其它牌号sebs的对比例1和对比例2在耐老化、耐高低温、耐磨损、阻燃性和抗污方面均劣于实施例1。比较分析对比例3可看出,本发明所采用牌号的氟改性抗污助剂可有效提高热塑性弹性体的抗污能力。
[0067]
二、为探究聚丙烯的组分组成及组分配比对热塑性弹性体的性能影响,设置了7组试验组,各组聚丙烯的组分组成及组分配比见表3。
[0068]
表3
[0069]
组别聚丙烯试验组1嵌段共聚聚丙烯a 嵌段共聚聚丙烯b,且a:b=1:1试验组2嵌段共聚聚丙烯a 嵌段共聚聚丙烯b,且a:b=1:2试验组3嵌段共聚聚丙烯a 嵌段共聚聚丙烯b,且a:b=1:2.5试验组4嵌段共聚聚丙烯a 嵌段共聚聚丙烯b,且a:b=1:3试验组5嵌段共聚聚丙烯a 嵌段共聚聚丙烯b,且a:b=1:4试验组6嵌段共聚聚丙烯a试验组7嵌段共聚聚丙烯b
[0070]
将试验组1~7按实施例1的配方和制备方法制备热塑性弹性体(聚丙烯的总用量均为10份),测试热塑性弹性体的性能,测试结果见表4。
[0071]
表4
[0072][0073][0074]
表4结果分析:从试验组1~5可看出,所述嵌段共聚聚丙烯a和所述嵌段共聚聚丙烯b的配比会对热塑性弹性体的力学性能和耐高低温性产生影响,而嵌段共聚聚丙烯a与嵌段共聚聚丙烯b的质量比为1:(2~3)时,热塑性弹性体的力学性能和耐高低温性较好。只用嵌段共聚聚丙烯a时,会导致热塑性弹性体太软,韧性太差,无法满足拼装地板的应用要求,同时其耐高低温性和耐磨性也显著下降。只用嵌段共聚聚丙烯b时,会导致热塑性弹性体太硬,韧性太差,无法满足拼装地板的应用要求,同时其耐高低温性和耐磨性也显著下降。
[0075]
实施例4~6
[0076]
实施例4~6提供了一种硬胶材料,其配方组成如表5所示。对比例4~7也提供了一种硬胶材料,其配方组成如表5所示。
[0077]
表5中,填料为轻质碳酸钙和重质碳酸钙的混合物,轻质碳酸钙与重质碳酸钙的质量比为1:0.4。
[0078]
实施例4~6的硬胶材料的制备方法为:将所有原料混合均匀,用双螺杆挤出机挤出,冷却,造粒,即得所述硬胶材料。其中,双螺杆挤出机的挤出温度控制在180~200℃。
[0079]
对比例4~7的硬胶材料的制备方法参照实施例4~6。
[0080]
表5
[0081][0082][0083]
注:表中
“‑”
表示未添加该组分。
[0084]
三、硬胶材料的性能测试
[0085]
将实施例4~6和对比例4~7的硬胶材料模压成片材,剪裁成标准测试样,测试结果如表6所示。
[0086]
硬度:测试方法依据astm d2240。
[0087]
冲击强度:测试方法依据gb/t 18943
‑
2008
[0088]
表6
[0089][0090]
表6结果分析:实施例4~6的硬胶材料具有较高的硬度和较强的抗冲击强度,尤其以实施例1的性能最优。比较分析实施例4和对比例4~5可看出,sp179与k9026的配比会对硬胶材料的性能产生影响。当sp179与k9026的质量比为0.8~1.2:0.8~1.2时,硬胶材料的力学性能较好。当sp179与k9026的质量比为1:1时,硬胶材料的力学性能最好。比较分析对比例6~7可看出,相比于单独使用sp179或k9026,sp179与k9026组合使用时,硬胶材料的硬度和抗冲击强度均得到显著提升。
[0091]
实施例7
[0092]
一种双层结构的拼装地板,其由面层和底层构成,且面层和底层为一体注塑成型结构,面层由如下重量份的组分制成:实施例1的热塑性弹性体100份和红色母0.8份,底层由如下重量份的组分制成:实施例4的硬胶材料100份和黑色母1.5份。该拼装地板的结构可参考图1,实际生产中,根据所需形状涉及模具即可。
[0093]
该拼装地板的制备方法,包括如下步骤:
[0094]
按配方将热塑性弹性体与红色母混合均匀,得到第一混料;
[0095]
按配方将硬胶材料与黑色母混合均匀,得到第二混料;
[0096]
将第二混料加入注塑机中进行一次注塑,注塑机的成型温度为190℃,注射压力为1000bar,模具的温度为40℃,得到底层;
[0097]
将底层放入模具中,然后将第一混料加入注塑机中进行二次注塑,在底层上形成面层,注塑机的成型温度为210℃,注射压力为1400bar,模具的温度为50℃,即得具有双层结构的拼装地板。
[0098]
实施例8
[0099]
一种双层结构的拼装地板,其由面层和底层构成,且面层和底层为一体注塑成型结构,面层由如下重量份的组分制成:实施例2的热塑性弹性体100份和红色母1份,底层由如下重量份的组分制成:实施例5的硬胶材料100份和黑色母2份。
[0100]
该拼装地板的制备方法,包括如下步骤:
[0101]
按配方将热塑性弹性体与红色母混合均匀,得到第一混料;
[0102]
按配方将硬胶材料与黑色母混合均匀,得到第二混料;
[0103]
将第二混料加入注塑机中进行一次注塑,注塑机的成型温度为230℃,注射压力为700bar,模具的温度为30℃,得到底层;
[0104]
将底层放入模具中,然后将第一混料加入注塑机中进行二次注塑,在底层上形成面层,注塑机的成型温度为180℃,注射压力为700bar,模具的温度为40℃,即得具有双层结构的拼装地板。
[0105]
最后所应当说明的是,以上实施例仅用以说明本发明的技术方案而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。