用于增材制造的包含纳米颗粒的粘合剂溶液
1.相关申请的交叉引用
2.本说明书要求2020年5月26日提交的题为“用于增材制造的包含纳米颗粒的粘合剂溶液”的美国临时申请序列号63/029,954的权益,其全部内容通过引用合并于本文。
技术领域
3.本说明书涉及增材制造。更具体地,本说明书涉及用于增材制造的包含纳米颗粒的粘合剂溶液。
背景技术:
4.增材制造,也称为3d打印,是将材料逐层堆积以形成物体的处理。粘合剂喷射是基于使用粘合剂将粉末颗粒接合以形成三维物体的增材制造技术。特别地,将粘合剂喷射到构建容积中的连续的粉末层上,其中粉末层和粘合剂彼此粘附以形成三维物体。在某些应用中,打印零件适合最终用途。
5.在其他应用中,可能需要后续处理(例如去除粘合剂和烧结粉末),以将打印的三维零件转变为成品零件。因此,希望打印零件具有合适的生坯强度以进行处理(例如,转移,检查,脱粉),并具有合适的棕坯强度以使脱粘/烧结处理期间的变形最小。然而,先前可用于粘合剂喷射3d打印的粘合剂溶液不能提供防止在打印后处理期间打印零件变形和损坏所需的棕坯强度。
6.因此,需要在打印后处理期间维持生坯强度并为打印零件提供改善的棕坯强度的替代粘合剂溶液。
技术实现要素:
7.本文公开的粘合剂溶液的各种实施例通过包括在烧结颗粒材料之前填充粉末层颗粒之间的空隙并提供粉末层颗粒之间的接触和桥接的纳米颗粒来满足这些需求,从而提高打印零件的棕坯强度和整体刚度。增加制品的密度减小了打印零件的收缩并增加了打印零件的强度,这减少了破裂和变形。
8.根据第一方面a1,一种粘合剂溶液,所述粘合剂溶液可以包括:基于所述粘合剂溶液的总重量,大于或等于0.5wt%且小于或等于20wt%的纳米颗粒;热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol;以及溶剂。
9.第二方面a2包括根据第一方面a1的粘合剂溶液,其中,所述粘合剂溶液包括:基于所述粘合剂溶液的总重量,大于或等于1wt%且小于或等于10wt%的纳米颗粒。
10.第三方面a3包括根据第一方面a1或第二方面a2的粘合剂溶液,其中,所述纳米颗粒包括金属纳米颗粒。
11.第四方面a4包括根据第三方面a3的粘合剂溶液,其中,所述金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合。
12.第五方面a5包括根据第一方面a1或第二方面a2的粘合剂溶液,其中,所述纳米颗粒包括陶瓷纳米颗粒。
13.第六方面a6包括根据第五方面a5的粘合剂溶液,其中,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
14.第七方面a7包括根据第一至第六方面a1
‑
a6中的任一项的粘合剂溶液,其中,所述第一聚合物链选自由聚乙烯醇(pva),聚丙烯酰胺(paam),聚丙烯酸(paa),聚乙烯吡咯烷酮(pvp),聚甲基丙烯酸甲酯(pmma),聚乙烯基甲基醚
‑
马来酸酐(pvme
‑
ma),聚苯乙烯(ps),其衍生物及其组合组成的组。
15.第八方面a8包括根据第一至第七方面a1
‑
a7中的任一项的粘合剂溶液,其中,所述热塑性粘合剂进一步包括第二聚合物链,其中,所述第一聚合物链包括第一官能团,并且所述第二聚合物链包括不同于所述第一官能团的第二官能团,其中,所述第一官能团和所述第二官能团被配置为将所述第一聚合物链与所述第二聚合物链非共价偶联,并且其中,所述第二聚合物链的平均分子量大于或等于100g/mol且小于或等于10,000g/mol。
16.第九方面a9包括根据第八方面a8的粘合剂溶液,其中,所述第二聚合物链选自由聚丙烯酸(paa),聚甲基丙烯酸(pmaa),聚丙烯酰胺(paam),其衍生物及其组合组成的组。
17.第十方面a10包括根据第一至第九方面a1
‑
a9中的任一项的粘合剂溶液,其中,所述粘合剂溶液的粘度大于或等于1cp且小于或等于40cp。
18.根据第十一方面a11,一种制造零件的方法,所述方法可以包括:在工作表面上沉积颗粒材料层;选择性地将粘合剂溶液以表示所述零件的层的图案施加到所述颗粒材料层中,所述粘合剂溶液包括:基于所述粘合剂溶液的总重量,大于或等于0.5wt%且小于或等于20wt%的纳米颗粒;热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol;以及溶剂;重复沉积和选择性地施加的步骤,以形成颗粒材料与所施加的粘合剂溶液的多个层;以及固化所述颗粒材料与所施加的粘合剂溶液的多个层中的所施加的粘合剂溶液,以蒸发所述溶剂,从而形成生坯零件。
19.第十二方面a12包括根据第十一方面a11的方法,其中,固化所施加的粘合剂溶液包括在大于或等于25℃且小于或等于100℃的温度下,加热所述颗粒材料与所施加的粘合剂溶液的多个层。
20.第十三方面a13包括根据第十一方面a11或第十二方面a12的方法,其中,所述纳米颗粒包括金属纳米颗粒,所述金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合,并且其中,所述颗粒材料包括金属颗粒材料,所述金属颗粒材料包括镍合金,钴合金,钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金或其组合。
21.第十四方面a14包括根据第十三方面a13的方法,其中,所述方法进一步包括:在无氧环境中将所述生坯零件加热到高于第一温度,以去除至少一部分所述热塑性粘合剂并烧结至少一部分所述金属纳米颗粒,使得所烧结的金属纳米颗粒在所述颗粒材料之间形成纳米颗粒材料的颈缩区域,从而形成棕坯零件;以及将所述棕坯零件加热到高于第二温度,以烧结所述颗粒材料,从而形成固结零件。
22.第十五方面a15包括根据第十一方面a11或第十二方面a12的方法,其中,所述纳米颗粒包括陶瓷纳米颗粒,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化
硅,氮化硅,碳化硅,氮化硼或其组合,并且其中,所述颗粒材料包括陶瓷颗粒材料,所述陶瓷颗粒材料包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
23.第十六方面a16包括根据第十一至第十五方面a11
‑
a15中的任一项的方法,其中,所述粘合剂溶液的粘度大于或等于1cp且小于或等于40cp。
24.根据第十七方面a17,一种生坯零件,所述生坯零件可以包括:颗粒材料的多个层;大于或等于0.5wt%且小于或等于6wt%的纳米颗粒;以及大于或等于1wt%且小于或等于20wt%的热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol,其中,所述热塑性粘合剂粘结所述多个层的所述颗粒材料,并且其中,所述生坯零件包括根据astm b312
‑
14测量的大于或等于7mpa的三点弯曲强度。
25.第十八方面a18包括根据第十七方面a17的生坯零件,其中,所述纳米颗粒包括金属纳米颗粒,所述金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合,并且其中,所述颗粒材料包括金属颗粒材料,所述金属颗粒材料包括镍合金,钴合金,钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金或其组合。
26.第十九方面a19包括根据第十七方面a17的生坯零件,其中,所述纳米颗粒包括陶瓷纳米颗粒,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合,并且其中,所述颗粒材料包括陶瓷颗粒材料,所述陶瓷颗粒材料包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
27.第二十方面a20包括根据第十七至第十九方面a17
‑
a19中的任一项的生坯零件,其中,所述第一聚合物链选自由聚乙烯醇(pva),聚丙烯酰胺(paam),聚丙烯酸(paa),聚乙烯吡咯烷酮(pvp),聚甲基丙烯酸甲酯(pmma),聚乙烯基甲基醚
‑
马来酸酐(pvme
‑
ma),聚苯乙烯(ps),其衍生物及其组合组成的组。
28.将在详细描述中阐述本文公开的实施例的附加特征和优点,根据该描述,这些特征和优点对于本领域技术人员而言将是部分显而易见的,或者通过实践本文描述的公开的实施例而认识到,包括以下详细说明,权利要求以及附图。
29.应当理解,前面的一般描述和下面的详细描述都描述了各种实施例,并且旨在提供用于理解所要求保护的主题的性质和特性的概述或框架。包括附图以提供各种实施例的进一步理解,并且附图被并入本说明书中并构成本说明书的一部分。附图示出了本文所述的各种实施例,并且与说明书一起用于解释所要求保护的主题的原理和操作。
附图说明
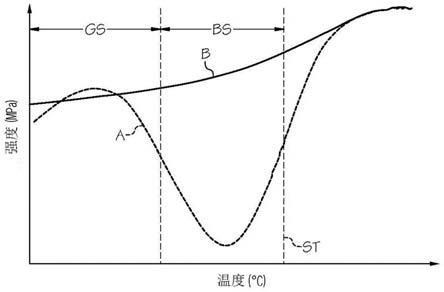
30.图1是示出使用常规粘合剂溶液形成的零件和使用根据本文所述的一个或多个实施例的包含纳米颗粒的示例性粘合剂溶液形成的零件的温度与强度曲线的图;
31.图2是经由使用根据本文所述的一个或多个实施例的包含纳米颗粒的粘合剂溶液的增材制造处理制造固结零件的方法的实施例的流程图;
32.图3是用于根据图2的方法制造固结零件的增材制造设备的实施例的框图;
33.图4是由于图2的方法的作用而制造固结零件的颗粒材料层的实施例的示意图;
34.图5是根据图2的方法在沉积粘合剂溶液之后的颗粒材料的示意图;
35.图6是根据图2的方法在脱粘之后的颗粒材料的示意图;
36.图7是根据图2的方法在烧结之后的颗粒材料的示意图;
37.图8是根据图2的方法使用比较粘合剂溶液形成的样品的照片;
38.图9是根据图2的方法在脱粘之后的图8的样品的照片;
39.图10是根据图2的方法,使用根据本文所述的一个或多个实施例的包含金属纳米颗粒的示例性粘合剂溶液形成的样品的照片;
40.图11是根据图2的方法在脱粘之后的图10的样品的照片;
41.图12是根据图2的方法,由比较粘合剂溶液和根据本文所述的一个或多个实施例的包含金属纳米颗粒的示例性粘合剂溶液形成的样品的照片;和
42.图13是根据图2的方法在烧结之后的图12的样品的照片。
具体实施方式
43.现在将详细参考用于增材制造的含纳米颗粒的粘合剂溶液的各种实施例。
44.特别地,含纳米颗粒的粘合剂溶液的各种实施例包含大于或等于0.5wt%且小于或等于20wt%的纳米颗粒;热塑性粘合剂;以及溶剂。在本文中将具体参考附图来参考包含纳米颗粒的粘合剂溶液以及这种粘合剂溶液在增材制造中的用途的各种实施例。
45.范围可以在本文中表示为从“大约”一个特定值和/或到“大约”另一特定值。当表达这样的范围时,另一实施例包括从一个特定值和/或到另一特定值。类似地,当通过使用先行词“大约”将值表示为近似值时,将理解的是,特定值形成另一实施例。还将进一步理解,每个范围的端点相对于另一端点以及独立于另一端点都是重要的。
46.本文所使用的方向性术语,例如上,下,右,左,前,后,顶部,底部,仅参考所绘制的附图来进行,并不旨在暗示绝对取向。
47.除非另有明确说明,否则决不意图将本文阐述的任何方法解释为要求以特定顺序执行其步骤,或需要以任何设备特定的取向。相应地,在方法权利要求没有实际叙述其步骤要遵循的顺序,或任何设备权利要求没有实际叙述各个部件的顺序或取向,或权利要求或说明书中没有特别声明步骤将被限制为特定顺序,或者没有叙述设备部件的特定顺序或取向的情况下,在任何方面绝不旨在推断顺序或取向。这适用于任何可能的非表达的解释基础,包括:与步骤布置,操作流程,部件顺序或部件取向有关的逻辑问题;源自语法组织或标点符号的简单含义;以及说明书中描述的实施例的数量或类型。
48.如本文所用,除非上下文另外明确指出,否则单数形式的“一”,“一种”和“该”包括复数指代。因此,例如,除非上下文另外明确指出,否则提及“一”部件包括具有两个或更多个这样的部件的方面。
49.如本文所用,术语“纳米颗粒”是指直径大于或等于1nm且小于或等于100nm的颗粒。
50.如本文所用,术语“平均直径”是指包括在粘合剂溶液中的所有纳米颗粒的平均直径。
51.如本文所用,短语“烧结压实温度”是指纳米颗粒内开始发生局部熔化的温度。
52.如本文所用,短语“热塑性粘合剂”是指包括一种或多种聚合物链的粘合剂,该聚合物链具有可以经由弱的非共价力(例如,相互作用,键)彼此相互作用的官能团,以将每个
对应热塑性聚合物的链彼此链接或以其他方式耦合。
53.如本文所用,短语“弱的非共价力”是指氢键,离子键,范德华力等,其键或力强度大于或等于1kcal/mol且小于或等于7kcal/mol。
54.如本文所用,短语“标准温度和压力”以及“stp”是指0℃的温度和101.325kpa的压力。
55.如本文所用,短语“基于x的”(例如,“基于镍的”)是指相对于该组合物的其他成分,x元素构成该组合物的最高重量百分比。
56.如本文所用,术语“可喷射性”是指粘合剂溶液例如从打印头被喷射的能力。当所有聚合物和其他有机添加剂均溶解且纳米颗粒均匀悬浮而没有团聚在粘合剂溶液中,并且粘合剂溶液的粘度为1
‑
40厘泊(cp)时,可以认为粘合剂溶液是“可喷射的”。
57.如本文讨论的,根据astm e3116,使用流变仪测量粘合剂溶液的参数“粘度”。
58.如本文所用,术语“脱粘”是指将生坯零件加热至高于第一温度,使得热塑性粘合剂热分解成小低聚物,并且至少一部分热塑性粘合剂被除去,从而形成棕坯零件。在脱粘期间,可能发生纳米颗粒烧结,这可能在粉末层的颗粒之间形成纳米颗粒材料的颈缩区域,以赋予棕坯零件更高的强度。
59.如本文所用,术语“烧结”是指将棕坯零件加热至高于第二温度,以去除热塑性粘合剂的剩余部分(例如,脱粘期间形成的低聚残余物和热解副产物)并固结粉末层的颗粒,从而形成固结零件。
60.如本文所用,术语“颈缩区域”是指颗粒材料的相邻颗粒之间的纳米颗粒材料的局部变形。
61.如本文所用,短语“生坯零件”是指尚未经过热处理以去除热塑性粘合剂的打印零件。
62.如本文所用,短语“棕坯零件”是指已经过脱粘热处理以通过热解分解去除至少一部分热塑性粘合剂并潜在地引起纳米颗粒烧结的打印零件。
63.如本文讨论的,根据astm b312
‑
14,使用三点弯曲强度测试来测量零件的参数“生坯强度”和“棕坯强度”。
64.在包括粘合剂喷射的增材制造处理中,将粘合剂溶液从打印头喷射到连续的粉末层上,以使粉末颗粒结合在一起,从而形成打印的三维零件。如上讨论的,在实施例中,可能需要后续处理(例如,脱粘和烧结),以将打印的三维零件转变为固结零件。因此,希望打印零件在打印后处理期间具有适当的生坯强度以进行处理(例如,转移,检查,去粉),并且具有适当的棕坯强度以最小化变形。这减少了固结之前翘曲或零件故障的发生,从而提高了制造生产能力。
65.然而,包括热塑性粘合剂的常规粘合剂溶液通常不能提供防止在打印后处理期间打印零件变形和损坏所需的棕坯强度。具体地,生坯零件的强度由粘合剂溶液与来自颗粒摩擦和颗粒的机械互锁的一些贡献来提供。粘合剂溶液提供的强度是由于在热塑性聚合物链之间形成的弱的非共价力(例如,与聚合物粘合剂一样)。当生坯零件被加热以去除热塑性粘合剂并形成棕坯零件时(即,在颗粒烧结在一起之前),打印零件的机械强度(即,棕坯强度)取决于颗粒间的摩擦和机械互锁,这受限于通常用于形成粉末层的相对大的近似球形的颗粒(例如,金属颗粒)。低棕坯强度可能会导致零件翘曲,或甚至导致零件机械故障。
66.因此,本文描述的粘合剂溶液的各种实施例包括在烧结颗粒材料之前填充粉末层颗粒之间的空隙并提供粉末层颗粒之间的接触和桥接的纳米颗粒,从而提高打印零件的棕坯强度和整体刚度。此外,增加制品的密度减小了打印零件的收缩并增加了打印零件的强度,这减少了破裂和变形。
67.现在参考图1,如曲线a所示,在加热生坯零件以去除热塑性粘合剂之后并在烧结颗粒材料的st之前,使用包括热塑性粘合剂的常规粘合剂溶液形成的零件显示出不足的棕坯强度bs。相反,如曲线b所示,在加热生坯零件以去除热塑性粘合剂之后但在烧结颗粒材料的st之前,当生坯强度gs降低时,使用根据本文公开的实施例的包括纳米颗粒的粘合剂溶液形成的零件显示出改善的棕坯强度bs。
68.如上所述,本文所述的粘合剂溶液包含纳米颗粒,热塑性粘合剂和溶剂。当以粘合剂溶液形式提供时,纳米颗粒能够进行低温烧结并为生坯零件和棕坯零件提供强度。纳米颗粒提供的强度允许在固结零件中形成精细特征和/或形成大零件。例如,对于包括悬臂部分(例如悬垂物)的零件,弱的棕坯强度可能会导致悬臂部分塌陷或破裂,因为悬臂部分的重量无法通过颗粒间的摩擦来维持,该颗粒间的摩擦会在烧结之前将打印零件保持在一起。然而,即使在通常用于脱粘的相对较低的温度下,纳米颗粒也可以帮助促进颗粒之间的快速的基于表面的传质,从而比对于不添加纳米颗粒的颗粒材料所期望的要快得多地形成颗粒间的颈缩区域。这通过在烧结颗粒材料之前接触和桥接颗粒材料来在烧尽所有热塑性粘合剂之后为零件提供强度,从而总体上改善了打印零件的强度和刚度。
69.在实施例中,纳米颗粒包括金属纳米颗粒。在实施例中,金属纳米颗粒包含镍(例如,ni
‑
ij70
‑
30(30wt%ni)(applied nanotech,inc.,austin,texas)),银(例如,pg
‑
007
‑
ap(60wt%ag)(paru technology,suncheon
‑
si,jeollanam
‑
do,korea),铬,铝,钴,铁或其组合。然而,应当理解,其他金属纳米颗粒(例如钛纳米颗粒,铜纳米颗粒等)也是可以预期的并且是可能的。在实施例中,金属纳米颗粒材料取决于颗粒材料。例如,镍纳米颗粒可以与包括不锈钢或镍合金的颗粒材料一起使用。
70.在实施例中,纳米颗粒包括陶瓷纳米颗粒。在实施例中,陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。然而,应当理解,其他陶瓷纳米颗粒也是可以预期的并且是可能的。在实施例中,陶瓷纳米颗粒材料取决于颗粒材料。例如,氧化铝纳米颗粒可以与包含氧化铝或氮化铝的颗粒材料一起使用。
71.在实施例中,纳米颗粒的平均直径大于或等于5nm且小于或等于100nm。在实施例中,纳米颗粒的平均直径可以大于或甚至等于1nm,或大于或等于5nm。在实施例中,纳米颗粒的平均直径可以小于或等于100nm。例如,纳米颗粒的平均直径可以大于或等于1nm且小于或等于100nm,大于或等于5nm且小于或等于100nm,大于或等于10nm且小于或等于100nm,大于或等于15nm且小于或等于100nm,或甚至大于或等于20nm且小于或等于100nm,或由任何这些端点形成的任何和所有子范围。
72.在实施例中,纳米颗粒的烧结压实温度大于或等于300℃且小于或等于600℃。在实施例中,纳米颗粒的烧结压实温度可以小于或等于600℃,小于或等于550℃,小于或等于500℃,小于或等于450℃,小于或等于400℃,或甚至小于或等于350℃。例如,纳米颗粒的烧结压实温度可以大于或等于300℃且小于或等于600℃,大于或等于350℃且小于或等于600℃,大于或等于400℃且小于或等于600℃,大于或等于450℃且小于或等于600℃,大于或等
于500℃且小于或等于600℃,大于或等于500℃且小于或等于600℃,大于或等于300℃且小于或等于550℃,大于或等于300℃且小于或等于500℃,大于或等于300℃且小于或等于450℃,大于或等于300℃且小于或等于400℃,大于或等于300℃且小于或等于350℃,大于或等于350℃且小于或等于550℃,或甚至大于或等于400℃且小于或等于500℃,或由任何这些端点形成的任何和所有子范围。
73.在实施例中,粘合剂溶液包含:基于粘合剂溶液的总重量,大于或等于0.5wt%且小于或等于20wt%的纳米颗粒。在实施例中,粘合剂溶液中的纳米颗粒的量可以大于或等于0.5wt%,大于或等于1wt%,大于或等于2wt%,或甚至大于或等于5wt%。在实施例中,粘合剂溶液中的纳米颗粒的量可以小于或等于20wt%,小于或等于15wt%,小于或等于12wt%,或甚至小于或等于10wt%。例如,粘合剂溶液中的纳米颗粒的量可以大于或等于0.5wt%且小于或等于20wt%,大于或等于0.5wt%且小于或等于17wt%,大于或等于0.5wt%且小于或等于15wt%,大于或等于0.5wt%且小于或等于12wt%,大于或等于0.5wt%且小于或等于10wt%,大于或等于1wt%且小于或等于20wt%,大于或等于1wt%且小于或等于17wt%,大于或等于1wt%且小于或等于15wt%,大于或等于1wt%且小于或等于12wt%,大于或等于1wt%且小于或等于10wt%,大于或等于2wt%且小于或等于20wt%,大于或等于2wt%且小于或等于17wt%,大于或等于2wt%且小于或等于15wt%,大于或等于2wt%且小于或等于12wt%,大于或等于2wt%且小于或等于10wt%,大于或等于5wt%且小于或等于20wt%,大于或等于5wt%且小于或等于17wt%,大于或等于5wt%且小于或等于15wt%,大于或等于5wt%且小于或等于12wt%,或甚至大于或等于5wt%且小于或等于10wt%,或由任何这些端点形成的任何和所有子范围。
74.粘合剂溶液还包含至少一种粘合剂。粘合剂通过在粘合剂溶液的一些或全部溶剂被蒸发的固化步骤之后将颗粒材料及其层粘合在一起来向生坯零件赋予强度。合适的粘合剂包括但不限于热塑性粘合剂,热固性粘合剂和非聚合物粘合剂,例如蜡和糖(例如,葡萄糖,果糖,其衍生物或其组合)。
75.在实施例中,粘合剂包含热塑性粘合剂,该热塑性粘合剂包含一个或多个热塑性聚合物链。在实施例中,热塑性粘合剂选自通常可分解成小低聚物,二氧化碳和水而无需氧气的一类热塑性聚合物。因此,在实施例中,在脱粘和烧结期间可以干净且容易地去除热塑性粘合剂,以生成基本上不含热塑性粘合剂和分解产物(例如,炭和金属氧化物)的固结零件。
76.在实施例中,一个或多个热塑性聚合物链包括第一聚合物链。在实施例中,第一聚合物链包括至少第一官能团。作为示例而非限制,第一热塑性聚合物链的官能团可包括氢键供体,氢键受体,带负电的基团,带正电的基团或其组合。在实施例中,第一官能团是第一热塑性聚合物链的主链的一部分。在实施例中,第一聚合物链的第一官能团可以与热塑性粘合剂的第二聚合物链的官能团互补,以促进第一和第二聚合物链的非共价偶联。例如,在实施例中,第一官能团选自羟基,羧酸酯基,胺,硫醇,酰胺或其他能够使第一和第二聚合物链发生弱的非共价偶联的合适官能团。
77.在实施例中,第一聚合物链包括一种或多种聚合物,例如但不限于聚乙烯醇(pva),聚丙烯酰胺(paam),聚丙烯酸(paa),聚乙烯吡咯烷酮(pvp),聚甲基丙烯酸甲酯(pmma),聚乙烯基甲基醚
‑
马来酸酐(pvme
‑
ma),聚苯乙烯(ps),其衍生物及其组合。在实施
例中,第一聚合物链的平均分子量(mw或重均)大于7,000g/mol至50,000g/mol。在实施例中,第一聚合物链的平均分子量可以大于或等于7,000g/mol且小于或等于50,000g/mol。例如,第一聚合物链的平均分子量可以大于或等于7,000g/mol且小于或等于50,000g/mol,大于或等于7,000g/mol且小于或等于30,000g/mol,大于或等于7,000g/mol且小于或等于25,000g/mol,大于或等于7,000g/mol且小于或等于23,000g/mol,大于或等于9,000g/mol且小于或等于50,000g/mol,大于或等于9,000g/mol且小于或等于30,000g/mol,大于或等于9,000g/mol且小于或等于25,000g/mol,大于或等于9,000g/mol且小于或等于23,000g/mol,大于或等于13,000g/mol且小于或等于50,000g/mol,大于或等于13,000g/mol且小于或等于30,000g/mol,大于或等于13,000g/mol且小于或等于25,000g/mol,大于或等于13,000g/mol且小于或等于23,000g/mol,大于或等于23,000且小于或等于50,000g/mol,大于或等于23,000g/mol且小于或等于30,000g/mol,大于或等于23,000g/mol且小于或等于25,000g/mol,大于或等于25,000g/mol且小于或等于50,000g/mol,大于或等于25,000g/mol且小于或等于30,000g/mol,或甚至大于或等于30,000g/mol且小于或等于50,000g/mol,或由任何这些端点形成的任何和所有子范围。
78.基于粘合剂溶液的总重量,第一聚合物链以一定量存在于粘合剂溶液中,该一定量可以大于或等于1wt%且小于或等于15wt%,大于或等于1wt%且小于或等于10wt%,大于或等于1wt%且小于或等于7wt%,大于或等于3wt%且小于或等于15wt%,大于或等于3wt%且小于或等于10wt%,大于或等于3wt%且小于或等于7wt%,大于或等于5wt%且小于或等于15wt%,大于或等于5wt%且小于或等于10wt%,或甚至大于或等于5wt%且小于或等于7wt%,或由任何这些端点形成的任何和所有子范围。在实施例中,在stp下第一聚合物链按重量计至少80%可溶在溶剂中。
79.在实施例中,一个或多个热塑性聚合物链还包括第二聚合物链。在实施例中,第二聚合物链包括与第一聚合物链的第一官能团不同的至少第二官能团。作为示例而非限制,第二热塑性聚合物链的官能团可包括氢键供体,氢键受体,带负电的基团,带正电的基团或其组合。在实施例中,第二官能团是第二热塑性聚合物链的主链的一部分。在实施例中,第二聚合物链的第二官能团与热塑性粘合剂的第一聚合物链的第一官能团互补,以促进第一和第二聚合物链的非共价偶联。例如,在实施例中,第二官能团可以选自羟基,羧酸酯基,胺,硫醇,酰胺或其他能够使第一和第二聚合物链发生弱的非共价偶联的合适官能团。
80.在实施例中,第二聚合物链包括一种或多种聚合物,例如但不限于,聚丙烯酸(paa),聚甲基丙烯酸(pmaa),聚丙烯酰胺(paam),其衍生物及其组合。在实施例中,第二聚合物链的平均分子量(mw或重均)大于或等于100g/mol且小于或等于10,000g/mol。例如,第二聚合物链的平均分子量可以大于或等于100g/mol且小于或等于10,000g/mol,大于或等于100g/mol且小于或等于5,000g/mol,大于或等于500g/mol且小于或等于10,000g/mol,或甚至大于或等于500g/mol且小于或等于5,000g/mol,或由任何这些端点形成的任何和所有子范围。
81.基于粘合剂溶液的总重量,第二聚合物链以一定量存在于粘合剂溶液中,该一定量可以大于或等于1wt%且小于或等于10wt%,大于或等于1wt%且小于或等于9wt%,大于或等于1wt%且小于或等于8wt%,大于或等于1wt%且小于或等于7wt%,大于或等于1wt%且小于或等于6wt%,或甚至大于或等于1wt%且小于或等于5wt%,或由任何这些端点形成
的任何和所有子范围。在实施例中,在stp下第二聚合物链按重量计至少80%可溶在溶剂中。
82.在实施例中,第一聚合物链包括与第二聚合物链不同的聚合物。在实施例中,第一聚合物链包含聚乙烯醇(pva),并且第二聚合物链包含聚丙烯酸(paa)。
83.第一聚合物链和第二聚合物链以能够使第一聚合物链和第二聚合物链之间偶联的量包括在粘合剂溶液中,使得生坯零件具有足够的生坯强度以承受打印后处理期间的处理。在实施例中,第一聚合物链与第二聚合物链的重量比大于或等于3:1且小于或等于7:1。例如,第一聚合物链与第二聚合物链的重量比可以为3:1、4:1、5:1、6:1或7:1。
84.在实施例中,粘合剂溶液包含镍基金属纳米颗粒和聚甲基丙烯酸甲酯(pmma)。
85.在实施例中,粘合剂溶液包含银基金属纳米颗粒和聚甲基丙烯酸甲酯(pmma)。
86.在实施例中,粘合剂溶液包含镍基金属纳米颗粒和聚苯乙烯(ps)。
87.在实施例中,粘合剂溶液包含银基金属纳米颗粒和聚苯乙烯(ps)。
88.另外,粘合剂溶液还包含至少一种溶剂。取决于所选热塑性粘合剂和粘合剂溶液中可能存在的其他添加剂,溶剂可以是水性或非水性的。溶剂通常可以是非反应性的(例如惰性的),使得其不与颗粒材料,热塑性粘合剂或粘合剂溶液中可能存在的任何其他添加剂反应。在实施例中,在热固化之前将粘合剂溶液沉积到颗粒材料层中期间,至少一部分溶剂可以容易地蒸发,并促进颗粒材料的粘结。在实施例中,作为示例而非限制,溶剂可以是水,2
‑
甲氧基乙醇,丁醇,1
‑
甲氧基
‑2‑
丙醇,2
‑
丁氧基乙醇,乙二醇,乙二醇丁醚,二甘醇,四氢呋喃(thf),甲基乙基酮(mek)或其组合。在实施例中,基于粘合剂溶液的总重量,溶剂以一定量存在于粘合剂溶液中,该一定量可以大于或等于1wt%且小于或等于75wt%,大于或等于1wt%且小于或等于50wt%,大于或等于1wt%且小于或等于25wt%,大于或等于1wt%且小于或等于10wt%,大于或等于10wt%且小于或等于75wt%,大于或等于10wt%且小于或等于50wt%,大于或等于10wt%且小于或等于25wt%,大于或等于25wt%且小于或等于75wt%,大于或等于25wt%且小于或等于50wt%,或甚至大于或等于50wt%且小于或等于75wt%,或由任何这些端点形成的任何和所有子范围。
89.在各种实施例中,粘合剂溶液的粘度满足打印头规格以确保粘合剂溶液的可喷射性。在实施例中,粘合剂溶液的粘度大于或等于1cp且小于或等于40cp,大于或等于1cp且小于或等于35cp,大于或等于1cp且小于或等于25cp,大于或等于1cp且小于或等于20cp,大于或等于2cp且小于或等于40cp,大于或等于2cp且小于或等于35cp,大于或等于2cp且小于或等于30cp,大于或等于2cp且小于或等于25cp,或甚至大于或等于2cp且小于或等于20cp,或由任何这些端点形成的任何和所有子范围。为了实现这样的粘度,在实施例中,流变改性剂可以作为选择的添加剂包括在粘合剂溶液中。
90.因此,在实施例中,粘合剂溶液可以可选地包括一种或多种添加剂,该添加剂通过调节粘合剂溶液的粘度来促进粘合剂溶液的可喷射性和将粘合剂溶液沉积到颗粒材料层中。可选的添加剂包括表面活性剂,稀释剂,粘度调节剂,分散剂,稳定剂或任何其他添加剂。在实施例中,取决于热塑性粘合剂和/或颗粒材料的性质,表面活性剂可以是离子的(例如,两性离子,阳离子,阴离子)或非离子的。在实施例中,表面活性剂可包含聚丙氧基季铵盐氯化物(例如,可从evonik industries获得的variquat
tm cc 42ns),己酸低聚物,环氧烷共聚物(例如,可从croda advanced materials获得的hypermer
tm kd2),脂肪酸和烷基胺的
亚烷基酯,2
‑
[4
‑
(2,4,4
‑
三甲基戊
‑2‑
基)苯氧基]乙醇(例如,可从the dow chemical company获得的triton
tm x
‑
100),聚氧乙烯(80)山梨醇酐单油酸酯(例如,可从croda americas,inc.获得的tweentm 80),聚氧乙烯23
‑
月桂基醚(例如,可从croda americas,inc.获得的brijtm l23),十二烷基硫酸钠(sds),十六烷基三甲基溴化铵(ctab),十二烷基三甲基溴化铵(dtab)或其组合。
[0091]
现在参考图2,示出了根据本文所述实施例的经由使用粘合剂溶液的增材制造来制造固结零件的方法10。为了促进方法10的方面的讨论,还参考图3,图3是描绘可用于进行方法10的增材制造设备30的实施例的框图。方法10开始于框12,在工作表面上沉积如图4所示的颗粒材料24的层22(例如,创建粉末床)。在实施例中,层22的厚度26可以大于或等于10微米(μm)且小于或等于200μm。用于打印零件的颗粒材料24可以取决于零件的类型和零件的最终用途而变化。
[0092]
特别地,颗粒材料24可以包括金属颗粒材料,例如镍合金(例如,inconel 625,inconel718,rene'108,rene'80,rene'142,rene'195和rene'm2,marm
‑
247),钴合金(例如hans 188,l605,x40,x45和fsx414),钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金,或其组合。在实施例中,金属颗粒材料可包括具有大于或等于1微米(μm)且小于或等于75μm的粒度分布的颗粒。这样的颗粒材料可以用于打印金属制品,该金属制品包括例如但不限于,燃料尖端,燃料喷嘴,护罩,微型混合器或涡轮叶片。
[0093]
在实施例中,颗粒材料24可包括陶瓷颗粒材料,例如氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。在实施例中,陶瓷颗粒材料可以包括具有大于或等于0.1μm至小于且等于100μm的粒度分布的颗粒。这样的颗粒材料可以用于打印陶瓷制品,该陶瓷制品被用于例如但不限于医疗和运输行业。
[0094]
再次返回参考图2的框14,在沉积颗粒材料24之后,方法10继续根据图案将粘合剂溶液选择性地沉积到层22的一部分中。例如,可以基于包括所打印的固结零件的层的表示的cad设计,使用由控制器操作的打印头将粘合剂溶液选择性地打印到颗粒材料24的层22中。
[0095]
例如,如图3所示,增材制造设备30可以是粘合剂喷射打印机,其根据框14(图2)的动作将粘合剂溶液选择性地沉积到层22中。在实施例中,粘合剂喷射打印机30可包括支撑颗粒材料24的层22的工作表面32,存储粘合剂溶液36的储存器34,以及流体地联接至储存器34的打印机头38。打印机头38选择性地将粘合剂溶液36沉积到颗粒材料24的层22中,以将粘合剂溶液36以表示所打印的固结零件的层的图案打印到层22上和层22中。在实施例中,粘合剂喷射打印机30可以包括用于控制粘合剂喷射打印机30的操作的控制系统42。控制系统42可以包括完全或部分自动化的分布式控制系统(dcs)或任何基于计算机的工作站。在实施例中,控制系统42可以是采用通用计算机或专用装置的任何合适的装置,该控制系统42通常可以包括存储用于控制粘合剂喷射打印机30的操作的一个或多个指令的存储器电路44。存储器电路44可以存储表示所打印的固结零件的结构的cad设计。处理器可包括一个或多个处理装置(例如,微处理器46),并且存储器电路44可包括一个或多个有形的,非暂时性的,机器可读的介质,其共同存储可由处理器执行以控制本文所述动作的指令。
[0096]
沉积到材料层中的粘合剂溶液36可以是例如本文所述的粘合剂溶液的实施例中的任何一个,其包括纳米颗粒36a和热塑性粘合剂36b。在实施例中,至少部分地基于用于形
成层22的颗粒材料24来选择特定的粘合剂溶液36。在实施例中,粘合剂溶液36的纳米颗粒36a和颗粒材料24可包含多个相同元素中的一个。例如,在其中颗粒材料24包括金属颗粒材料(该金属颗粒材料包括镍合金,钴合金,钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金或其组合)的实施例中,纳米颗粒36a可以包括金属纳米颗粒,该金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合。在其中颗粒材料24是包括镍的金属颗粒材料的实施例中,粘合剂溶液36的纳米颗粒36a可以包括镍或含镍化合物。在其中颗粒材料24包括陶瓷颗粒材料(该陶瓷颗粒材料包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合)的实施例中,粘合剂溶液36的纳米颗粒36a可以包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
[0097]
现在参考图5,在沉积之后,粘合剂溶液36至少部分地涂覆颗粒材料24的外表面54,从而生成涂覆有粘合剂的颗粒。如本文所讨论的,在固化时,粘合剂溶液36的热塑性粘合剂根据打印到颗粒材料24的层22中的粘合剂溶液36的图案来粘结颗粒材料24,以形成生坯零件60的层。
[0098]
方法10可以重复框12和14的动作,从而以逐层的方式继续构建零件,直到已经打印了所需数量的层22。粘合剂溶液36的热塑性粘合剂粘结每个连续层22,并向打印零件提供一定程度的强度(例如,生坯强度),使得在打印后处理(例如,转移,检查,去粉)期间维持打印生坯零件60的结构的完整性。即,由粘合剂溶液36的热塑性粘合剂提供的生坯强度维持了层22内的颗粒材料24的颗粒之间的粘结,并且在生坯零件60的处理和打印后处理期间阻止(例如,抵抗,防止)层22的分层。
[0099]
在如图2的框12和14所示的沉积层22和打印粘合剂溶液36之后,方法10继续在框16处固化粘合剂溶液36以形成生坯零件60。例如,如上所述,粘合剂溶液36是纳米颗粒,热塑性粘合剂和溶剂的混合物。尽管在粘合剂溶液36的沉积(例如打印)期间粘合剂溶液36中的一部分溶剂可以蒸发,但是一定量的溶剂可以保留在颗粒材料24的层22内。因此,在实施例中,粘合剂溶液36可以在适合于蒸发残留在打印层22中的溶剂并允许打印层22的有效粘结的温度下热固化,从而形成生坯零件60。可以使用ir灯和/或加热板(例如,在机器上)将热量施加到打印零件上,或者可以通过将打印零件放置在烘箱(例如,在机器外)中来进行加热。在实施例中,在机器上固化粘合剂溶液36包括在一定温度下加热打印层22,该一定温度大于或等于25℃且小于或等于100℃,大于或等于30℃且小于或等于90℃,大于或等于35℃且小于或等于80℃,或甚至大于或等于40℃且小于或等于70℃,或由任何这些端点形成的任何和所有子范围。在实施例中,用于在机器上加热打印层22的温度范围可以与在机器外的温度范围不同。
[0100]
在实施例中,在将零件固化以去除溶剂之后,存在于生坯零件60中的热塑性粘合剂将多个层22的颗粒材料24粘结。在实施例中,基于生坯零件60的总重量,生坯零件60中的纳米颗粒的量为大于或等于0.5wt%且小于或等于6wt%,大于或等于0.5wt%且小于或等于5.5wt%,大于或等于0.5wt%且小于或等于5wt%,大于或等于1wt%且小于或等于6wt%,大于或等于1wt%且小于或等于5.5wt%,大于或等于1wt%且小于或等于5wt%,大于或等于1.5wt%且小于或等于6wt%,大于或等于1.5wt%且小于或等于5.5wt%,大于或等于1.5wt%且小于或等于5wt%,大于或等于2wt%且小于或等于6wt%,大于或等于2wt%且小于或等于5.5wt%,或甚至大于或等于2wt%且小于或等于5wt%,或由任何这些端点形
成的任何和所有子范围。在实施例中,基于生坯零件60的总重量,生坯零件60中的热塑性粘合剂的量为大于或等于1wt%且小于或等于20wt%,大于或等于1wt%且小于或等于18wt%,大于或等于1wt%且小于或等于15wt%,大于或等于1wt%且小于或等于12wt%,大于或等于1wt%且小于或等于10wt%,大于或等于5wt%且小于或等于20wt%,大于或等于5wt%且小于或等于18wt%,大于或等于5wt%且小于或等于15wt%,大于或等于5wt%且小于或等于12wt%,大于或等于5wt%且小于或等于10wt%,大于或等于10wt%且小于或等于20wt%,大于或等于10wt%且小于或等于18wt%,大于或等于10wt%且小于或等于15wt%,或甚至大于或等于10wt%且小于或等于12wt%,或由任何这些端点形成的任何和所有子范围。在实施例中,在总计生坯零件60中的纳米颗粒的量和热塑性粘合剂的量之后,颗粒材料基本上组成所有剩余百分比。在实施例中,为了确定生坯零件60中的颗粒材料,热塑性材料和纳米颗粒的重量百分比,对用于形成生坯零件60的颗粒材料进行称重。然后,用热塑性粘合剂且没有纳米颗粒打印生坯零件并称重。从具有热塑性粘合剂的打印生坯零件的重量中减去颗粒材料的重量,以确定热塑性粘合剂的重量。然后,用热塑性粘合剂和纳米颗粒打印生坯零件60并称重。从具有热塑性粘合剂和纳米颗粒的打印生坯零件60的重量中减去具有热塑性粘合剂的打印生坯零件的重量,以确定纳米颗粒的重量。然后,可以计算每种组分的重量百分比。
[0101]
可以在固化之后从粉末层去除未结合的颗粒(例如,未被粘合剂溶液36粘结的颗粒材料24),以准备用于打印后步骤(例如脱粘和烧结)的生坯零件60。
[0102]
在固化之后,生坯零件60可以经历可选的干燥步骤(未示出),以去除可能残留在生坯零件60中的任何残余溶剂和/或其他挥发性材料。例如,生坯零件60可以在真空中,在惰性气氛(例如,氮气(n2)或氩气(ar))或空气中在稍微升高的温度或室温下干燥。
[0103]
在实施例中,生坯零件60包括大于或等于7mpa,大于或等于7.5mpa,大于或等于8mpa,大于或等于8.5mpa,大于或等于9mpa,大于或等于9.5mpa,大于或等于10mpa,大于或等于10.5mpa,大于或等于11mpa,大于或等于11.5mpa,大于或等于12mpa,大于或等于12.5mpa,大于或等于13mpa,大于或等于13.5mpa,大于或等于14mpa,大于或等于14.5mpa,或甚至大于或等于15mpa的强度。
[0104]
在粘合剂溶液36固化以形成生坯零件60之后,方法10继续在框18处将生坯零件60加热到高于第一温度,以去除至少一部分热塑性粘合剂(例如,脱粘),从而形成棕坯零件62。在实施例中,粘合剂溶液36的纳米颗粒的烧结压实温度低于块状颗粒材料24的烧结温度。这样,在脱粘期间,粘合剂溶液36的至少一部分纳米颗粒分解,促进了颗粒之间快速的基于表面的传质,形成了纳米颗粒材料64的颗粒间颈缩区域。例如,如图6所示,在脱粘步骤期间,粘合剂溶液36的纳米颗粒烧结到其自身并在颗粒材料24的相邻颗粒之间形成纳米颗粒材料64的颈缩区域。纳米颗粒材料64的颈缩区域桥接颗粒材料24,从而在热塑性粘合剂烧尽之后但在颗粒材料24的固结(即烧结)之前增加了棕坯零件62的棕坯强度。在实施例中,第一温度大于或等于75℃且小于或等于700℃,大于或等于100℃且小于或等于600℃,大于或等于125℃且小于或等于500℃,或甚至大于或等于150℃且小于或等于400℃,或由任何这些端点形成的任何和所有子范围。
[0105]
在实施例中,将生坯零件60加热到高于第一温度可以包括在无氧环境中(例如,在真空室/惰性气氛中)加热生坯零件60。在实施例中,脱粘可以在氮气(n2),氩气(ar),另一
种惰性气体,真空或其组合下进行。在实施例中,脱粘可以在空气中或在适合于被处理的特定材料的任何其他环境中进行。
[0106]
在实施例中,将生坯零件60加热到高于第一温度包括以大于或等于2℃/min且小于或等于5℃/min的第一速率将生坯零件加热到高于第一温度,使得至少一部分纳米颗粒被烧结并且至少一部分热塑性粘合剂被去除。相对较快的第一升温速率可在仍存在热塑性粘合剂并有助于生坯强度的同时有助于纳米颗粒烧结。相对较慢的第二升温速率能够使热塑性粘合剂烧尽。
[0107]
在实施例中,棕坯零件62可以包括大于或等于1mpa,大于或等于1.5mpa,大于或等于2mpa,大于或等于2.5mpa,大于或等于3mpa,大于或等于3.5mpa,大于或等于4mpa,大于或等于4.5mpa或甚至大于或等于5mpa的强度。
[0108]
图2所示的方法10结束于在框20处将棕坯零件62加热到高于第二温度,以烧结颗粒材料24,从而形成固结零件70。在实施例中,第二温度大于或等于颗粒材料24烧结的温度。这样,通过将棕坯零件62加热到高于第二温度,颗粒材料24与纳米颗粒材料64烧结(图6),从而形成颗粒相72,如图7所示。在实施例中,第二温度大于或等于75℃且小于或等于1500℃,大于或等于75℃且小于或等于1450℃,大于或等于75℃且小于或等于1400℃,大于或等于100℃且小于或等于1500℃,大于或等于100℃且小于或等于1450℃,大于或等于100℃且小于或等于1400℃,大于或等于200℃且小于或等于1500℃,大于或等于200℃且小于或等于1450℃,大于或等于200℃且小于或等于1400℃,大于或等于300℃且小于或等于1500℃,大于或等于300℃且小于或等于1450℃,大于或等于300℃且小于或等于1400℃,大于或等于400℃且小于或等于1500℃,大于或等于400℃且小于或等于1450℃,或甚至大于或等于400℃且小于或等于1400℃,或由任何这些端点形成的任何和所有子范围。在实施例中,镍合金,钴合金或不锈钢合金可在大于或等于400℃且小于或等于900℃的温度下分解。
[0109]
在实施例中,将棕坯零件62加热到高于第二温度可以包括在无氧环境中(例如,在惰性气氛下的真空室中)加热棕坯零件62。在金属实施例中,可以在氮气(n2),氩气(ar)或另一种惰性气体下进行烧结。在陶瓷实施例中,烧结可以在空气中或在适合于被处理的特定材料的任何其他环境中进行。
[0110]
在实施例中,图2所示的方法10的框18的脱粘和框20的烧结在单个步骤中发生。
[0111]
尽管参考方法10描述了本文所述的各种实施例,但是应当理解,本文所述的粘合剂溶液的实施例可以与本领域技术人员已知和使用的多种方法一起使用。特别地,可以以多种不同的方式,多种不同的步骤以及多种不同的位置来完成固化和烧结。
[0112]
示例
[0113]
将通过以下示例进一步阐明实施例。应当理解,这些示例不限于上述实施例。
[0114]
制备三种比较和五种示例粘合剂溶液用于分析。在表1中提供了比较和示例粘合剂溶液的配方(以wt%计)。
[0115]
表1:
[0116]
[0117][0118]
使用ni
‑
1408
‑
9粉末作为颗粒材料并且使用表1中列出的比较示例2或示例3作为粘合剂溶液,在模具中制备圆盘样品。模具中填充有ni
‑
1408
‑
9粉末,并向下敲打粉末以形成水平表面。将粘合剂溶液分配到粉末的表面上,并使其完全芯吸到粉末中。圆盘在n2气氛下的炉子中固化。将炉温升温2小时至高达450℃,维持12小时,然后冷却2小时至约25℃。
[0119]
如图8(比较示例2)和图10(示例3)所示,将固化后形成的生坯圆盘从炉中移出。圆盘的直径为1.58英寸,厚度为0.22英寸。使用比较示例2形成的圆盘的生坯强度为4.2mpa,使用示例3形成的圆盘的生坯强度为4.6mpa。
[0120]
然后,将生坯圆盘在5%h2和95%n2的气氛中在450℃加热12小时,以烧掉热塑性粘合剂。脱粘后,如图9(比较示例2)和图11(示例3)所示,将棕坯圆盘从模具中取出。使用比较示例2形成的棕坯圆盘从模具中取出时容易碎裂,或者如果测试,其棕坯强度小于1mpa。使用示例3形成的棕坯圆盘显示出3
‑
5mpa的棕坯强度。
[0121]
尽管不希望受到理论的束缚,但结果表明将金属纳米颗粒(即,镍)添加到粘合剂溶液中有助于提高圆盘的生坯强度和棕坯强度。
[0122]
制备使用比较示例3和示例5的样品,并将其放置为横跨两个设置器块,如图12所示。通过用短效(fugitive)金属前体粉末填充矩形的硅酮模具并添加热塑性粘合剂(例如,经由滴管)以制成湿块来形成样品。将硅酮模具放置在常规烘箱中,并在150℃固化1小时。冷却后,将样品块从模具中弹出。将样品置于烧结炉中,并以具有1300℃的峰值烧结温度的标准烧结曲线烧结30分钟。如图13所示,与使用比较示例3形成的样品相比(下垂0.23英寸),使用示例5形成的样品显示出更少的下垂(下垂0.05英寸)。尽管不希望受到理论的束缚,但据信与使用比较示例3的粘合剂溶液形成的样品相比,使用示例5的粘合剂溶液形成的样品的减少的下垂可归因于示例5的粘合剂溶液中的金属纳米颗粒(例如,ni纳米颗粒)的存在。
[0123]
对每个烧结样品进行元素分析(leco仪器:cs844 c/s分析仪和onh836氧气/氮气/氢气元素分析仪)。表2提供了元素分析的结果。
[0124]
表2:
[0125] 比较示例3比较示例3示例5处理条件h2脱粘/真空烧结真空脱粘/真空烧结真空脱粘/真空烧结碳平均值(wt%)0.0920.00810.0656碳标准差(wt%)0.0030.0080.0034氧平均值(wt%)0.0370.0280.027氧标准差(wt%)0.0010.0060.002
[0126]
如表2所示,使用示例5形成的样品在烧结后具有与由比较示例3形成的样品在烧
结后相似的氧和碳含量。尽管不希望受到理论的束缚,但这表明将镍纳米颗粒添加到粘合剂溶液中没有任何负面影响(例如,炭化)。
[0127]
本发明的进一步方面由以下条项的主题提供:
[0128]
1.一种粘合剂溶液,所述粘合剂溶液包括:基于所述粘合剂溶液的总重量,大于或等于0.5wt%且小于或等于20wt%的纳米颗粒;热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol;以及溶剂。
[0129]
2.根据任何前述条项所述的粘合剂溶液,其中,所述粘合剂溶液包括:基于所述粘合剂溶液的总重量,大于或等于1wt%且小于或等于10wt%的纳米颗粒。
[0130]
3.根据任何前述条项所述的粘合剂溶液,其中,所述纳米颗粒包括金属纳米颗粒。
[0131]
4.根据任何前述条项所述的粘合剂溶液,其中,所述金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合。
[0132]
5.根据任何前述条项所述的粘合剂溶液,其中,所述纳米颗粒包括陶瓷纳米颗粒。
[0133]
6.根据任何前述条项所述的粘合剂溶液,其中,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
[0134]
7.根据任何前述条项所述的粘合剂溶液,其中,所述第一聚合物链选自由聚乙烯醇(pva),聚丙烯酰胺(paam),聚丙烯酸(paa),聚乙烯吡咯烷酮(pvp),聚甲基丙烯酸甲酯(pmma),聚乙烯基甲基醚
‑
马来酸酐(pvme
‑
ma),聚苯乙烯(ps),其衍生物及其组合组成的组。
[0135]
8.根据任何前述条项所述的粘合剂溶液,其中,所述热塑性粘合剂进一步包括第二聚合物链,其中,所述第一聚合物链包括第一官能团,并且所述第二聚合物链包括不同于所述第一官能团的第二官能团,其中,所述第一官能团和所述第二官能团被配置为将所述第一聚合物链与所述第二聚合物链非共价偶联,并且其中,所述第二聚合物链的平均分子量大于或等于100g/mol且小于或等于10,000g/mol。
[0136]
9.根据任何前述条项所述的粘合剂溶液,其中,所述第二聚合物链选自由聚丙烯酸(paa),聚甲基丙烯酸(pmaa),聚丙烯酰胺(paam),其衍生物及其组合组成的组。
[0137]
10.根据任何前述条项所述的粘合剂溶液,其中,所述粘合剂溶液的粘度大于或等于1cp且小于或等于40cp。
[0138]
11.一种制造零件的方法,所述方法包括:在工作表面上沉积颗粒材料层;选择性地将粘合剂溶液以表示所述零件的层的图案施加到所述颗粒材料层中,所述粘合剂溶液包括:基于所述粘合剂溶液的总重量,大于或等于0.5wt%且小于或等于20wt%的纳米颗粒;热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol;以及溶剂;重复沉积和选择性地施加的步骤,以形成颗粒材料与所施加的粘合剂溶液的多个层;以及固化所述颗粒材料与所施加的粘合剂溶液的多个层中的所施加的粘合剂溶液,以蒸发所述溶剂,从而形成生坯零件。
[0139]
12.根据任何前述条项所述的方法,其中,固化所施加的粘合剂溶液包括在大于或等于25℃且小于或等于100℃的温度下,加热所述颗粒材料与所施加的粘合剂溶液的多个层。
[0140]
13.根据任何前述条项所述的方法,其中,所述纳米颗粒包括金属纳米颗粒,所述
金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合,并且其中,所述颗粒材料包括金属颗粒材料,所述金属颗粒材料包括镍合金,钴合金,钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金或其组合。
[0141]
14.根据任何前述条项所述的方法,其中,所述方法进一步包括:在无氧环境中将所述生坯零件加热到高于第一温度,以去除至少一部分所述热塑性粘合剂并烧结至少一部分所述金属纳米颗粒,使得所烧结的金属纳米颗粒在所述颗粒材料之间形成纳米颗粒材料的颈缩区域,从而形成棕坯零件;以及将所述棕坯零件加热到高于第二温度,以烧结所述颗粒材料,从而形成固结零件。
[0142]
15.根据任何前述条项所述的方法,其中,所述纳米颗粒包括陶瓷纳米颗粒,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合,并且其中,所述颗粒材料包括陶瓷颗粒材料,所述陶瓷颗粒材料包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
[0143]
16.根据任何前述条项所述的方法,其中,所述粘合剂溶液的粘度大于或等于1cp且小于或等于40cp。
[0144]
17.一种生坯零件,所述生坯零件包括:颗粒材料的多个层;大于或等于0.5wt%且小于或等于6wt%的纳米颗粒;以及大于或等于1wt%且小于或等于20wt%的热塑性粘合剂,所述热塑性粘合剂包括第一聚合物链,其中,所述第一聚合物链的平均分子量大于或等于7,000g/mol且小于或等于50,000g/mol,其中,所述热塑性粘合剂粘结所述多个层的所述颗粒材料,并且其中,所述生坯零件包括根据astm b312
‑
14测量的大于或等于7mpa的三点弯曲强度。
[0145]
18.根据任何前述条项所述的生坯零件,其中,所述纳米颗粒包括金属纳米颗粒,所述金属纳米颗粒包括镍,银,铬,铝,钴,铁或其组合,并且其中,所述颗粒材料包括金属颗粒材料,所述金属颗粒材料包括镍合金,钴合金,钴铬合金,钛合金,铝基合金,钨合金,不锈钢合金或其组合。
[0146]
19.根据任何前述条项所述的生坯零件,其中,所述纳米颗粒包括陶瓷纳米颗粒,所述陶瓷纳米颗粒包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合,并且其中,所述颗粒材料包括陶瓷颗粒材料,所述陶瓷颗粒材料包括氧化铝,氮化铝,氧化锆,二氧化钛,二氧化硅,氮化硅,碳化硅,氮化硼或其组合。
[0147]
20.根据任何前述条项所述的生坯零件,其中,所述第一聚合物链选自由聚乙烯醇(pva),聚丙烯酰胺(paam),聚丙烯酸(paa),聚乙烯吡咯烷酮(pvp),聚甲基丙烯酸甲酯(pmma),聚乙烯基甲基醚
‑
马来酸酐(pvme
‑
ma),聚苯乙烯(ps),其衍生物及其组合组成的组。
[0148]
上述实施例以及那些实施例的特征是示例性的,并且在不脱离本公开的范围的情况下,可以被单独提供或以与本文提供的其他实施例的任何一个或多个特征的任何组合提供。
[0149]
对于本领域技术人员将显而易见的是,在不脱离本公开的精神和范围的情况下,可以对本公开进行各种修改和变型。因此,本公开旨在覆盖落入所附权利要求及其等同物的范围内的本公开的修改和变型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。