多层接触板及其方法
1.相关申请的交叉引用
2.本专利申请要求申请日为2019年4月23日,代理案号为tiv
‑
180021p1,申请号为62/837,545,名称为“多层接触板及其方法”的美国临时申请的权益,所述美国临时申请转让给本发明的受让人并且由此以引用的方式整体明确地并入本文。
技术领域
3.实施例涉及多层接触板及其方法。
背景技术:
4.储能系统可依赖于电池单元来存储电力。例如,在某些传统的电动车辆(ev)设计(例如,全电动车辆,混合动力电动车辆等)中,电动车辆中安装的电池外壳容纳有多个电池单元(例如,多个电池单元可以单独地安装到电池外壳中或可选地以分组的方式安装在各自的电池模块内,每个电池模块包括一组电池单元,各个电池模块安装在电池外壳中)。电池外壳中的电池模块经由汇流条连接到电池接线盒(bjb),以将电能分配到驱动电动车辆的电动机,以及电动车辆的各种其他电气部件(例如,无线电、控制台、车辆供暖设备、通风和空调(hvac)系统、内部灯、诸如头灯和刹车灯等的外部灯)。
技术实现要素:
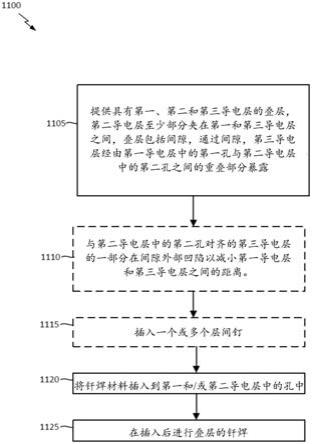
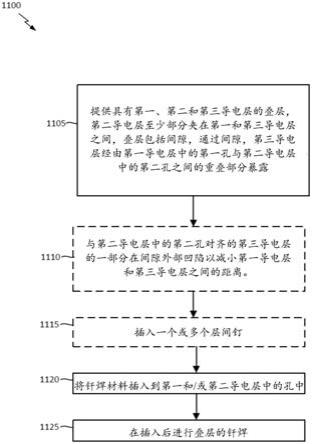
5.一个实施例涉及一种制造多层接触板的方法,包括提供具有第一、第二和第三导电层的叠层,第二导电层至少部分地夹在第一和第三导电层之间,叠层包括间隙,通过该间隙,第三导电层经由第一导电层中的第一孔和第二导电层中的第二孔之间的重叠部分部分地暴露,将钎料插入第一和第二导电层中的第一和第二孔中,并在插入后钎焊该叠层。
6.另一个实施例涉及一种多层接触板,包括具有第一、第二和第三导电层的叠层,第二导电层至少部分地夹在第一和第三导电层之间,其中第一、第二和第三导电层通过层间连接件机械和/或电连接到彼此,其中层间连接件中的至少一个层间连接件包括钎焊区域,其中第二导电层钎焊到第一和第三导电层中的每一个,并且其中钎焊区域分别限定在第一和第二导电层的第一和第二孔内,第一和第二孔至少部分重叠。
附图说明
7.通过结合以下附图参考下文详细描述,本公开内容的实施方式将变得更加易于了解,并因而可获得对这些实施方式的完全理解。附图仅出于说明目的,并不旨在对本公开内容构成限制。附图中:
8.图1示出了金属离子(如锂离子)电池的示例,其中本文所述的部件、材料、方法、其他技术或其组合可根据各种实施方式在其内得以应用。
9.图2为根据本发明实施方式的由p电池组(并联电池组)1
……
n串联而成的电池模块的高电平电气示意图。
10.图3示出了组装过程中电池单元插入后的电池模块。
11.图4a
‑
4c示出了接触板相对于电池模块的电池单元的一般设置方式。
12.图5示出了现有多层接触板的各层的示例。
13.图6示出了根据本发明实施例的电池模块的接触板装置。
14.图7示出了包括图6的接触板装置的电池模块。
15.图8示出了本发明实施方式的接触板结构。
16.图9a示出了根据发明实施方式的具有完整或局部表面钎焊接头的叠层的示例,由此顶层和底层夹着较薄的层。
17.图9b示出了图9a的叠层被进一步布置有根据本发明实施方式的切口。
18.图10a示出了根据本发明实施方式的示例,其中在钎焊层的间隙中添加局部大头钉以提供一些固定。
19.图10b示出了根据本发明实施方式的替代示例,由此通过将配重机构安装到叠层上,经由重力载荷将叠层压在一起。
20.图10c示出了根据本发明实施方式的替代示例,由此通过安装在叠层上的压缩(或弹簧)机构将层叠层压在一起。
21.图11示出了根据本发明实施方式的制造多层接触板的方法。
22.图12a
‑
12f示出了根据本发明实施方式的图11的制造方法过程中的叠层的视图。
23.图13a
‑
13e示出了示例性实施例,其描绘了根据本发明实施方式的示例性叠层在固定和施加钎焊材料之前(左侧)和钎焊后(右侧)的情况。
24.图14a
‑
14h描绘了根据本发明实施方式的示例性叠层的另外的示例实施例。
25.图15示出了根据本发明实施方式的作为导电层孔(或切口)的变型var1至var5的示例,该变型var1至var5位于示例性叠层的横截面a
‑
a和b
‑
b上,该示例性叠层中的偏移孔具有相同的关键尺寸。
26.图16a
‑
16c示出了根据本发明实施方式的示例性叠层的替代性固定/钎焊配置。
具体实施方式
27.本公开内容的各实施方式将呈现于下文及相关附图中。在不脱离本公开内容范围的情况下,还可想出替代实施方式。此外,本发明将不对众所周知的要素进行详细描述,或者将省去对这些要素的描述,以免模糊了对本发明有意义的细节的描述。
28.能量存储系统可依赖电池存储电力。例如,在某些传统的电动车辆(ev)设计(例如,全电动车辆,混合动力电动车辆等)中,电动车辆中安装的电池外壳容纳有多个电池单元(例如,多个电池单元可以单独地安装到电池外壳中或可选地以分组的方式安装在各自的电池模块内,每个电池模块包括一组电池单元,各个电池模块安装在电池外壳中)。电池外壳中的电池模块经由汇流条连接到电池接线盒(bjb),以将电能分配到驱动电动车辆的电动机,以及电动车辆的各种其他电气部件(例如,无线电、控制台、车辆供暖设备、通风和空调(hvac)系统、内部灯、诸如头灯和刹车灯等的外部灯)。
29.图1所示为金属离子(如锂离子)电池的示例,其中本文所述的部件、材料、方法、其他技术或其组合可根据各种实施方式在其内得以应用。此处,出于说明目而示出了圆柱形电池单元,但是还可根据需要使用包括棱柱形电池或袋装电池(薄片类型)在内的其他类型
电池。例示电池100包括负极(阳极)102,正极(阴极)103,置于阳极102和阴极103之间的隔膜104,浸渍隔膜104的电解质(隐含性地示出),电池壳105以及将电池壳105密封的密封元件106。
30.本发明的实施方式涉及可部署为能量存储系统一部分的电池模块的各种构造。在一示例中,虽然图中未明确示出,但是根据本文所述任意实施方式的多个电池模块可针对能量存储系统进行部署(例如,通过相互串联而向能量存储系统提供更高的电压,或者通过相互并联而向能量存储系统提供更高的电流,或者以这两种方式的组合方式连接)。
31.图2为根据本发明实施方式的由p电池组(并联电池组)1
……
n串联而成的电池模块200的高电平电气示意图。在一示例中,n可以为大于或等于2的整数(例如,如果n=2,则图1中标示为2
……
n
‑
1的中间p电池组可省略)。每一p电池组包括并联的电池单元1
……
m(例如,每一电池单元的结构如图1的电池单元100所示)。第一串联p电池组(或p电池组1)的负极端子与电池模块200的负极端子205连接,而最后一个串联p电池组(或p电池组n)的正极端子与电池模块200的正极端子210连接。在本文中,电池模块可由在其内部串联的p电池组的数量进行表征。具体而言,具有2个串联在一起的p电池组的电池模块称为“2s”系统;具有3个串联在一起的p电池组的电池模块称为“3s”系统;依此类推。
32.图3所示为组装过程中电池单元305插入后的电池模块300。在一些设计中,电池模块300内电池单元的正极端子(阴极)和负极端子(阳极)可设于同一侧(如顶侧)。例如,中央电池单元“头部”可对应于正极端子,而环绕该电池单元头部的电池单元边缘可对应于负极端子。在此类电池模块中,各p电池组通过设于电池单元305上方的多个接触板彼此电气串联。
33.图4a
‑
4c所示为接触板相对于电池模块的电池单元的一般设置方式。如图4a
‑
4c所示,在一些设计中,接触板可以与相应电池单元的正极和负极端子紧密接近的方式设置于电池单元的顶部。
34.接触板可存在多种构造方式。例如,接触板可构造为实心铝块或铜块,其中,接触板与电池单元的正极和负极端子之间通过点焊焊接有接合连接件。或者,也可使用含有一体式电池单元端子连接层的多层接触板。
35.图5所示为现有多层接触板的各层的示例。在图5中,多层接触板500包括夹在顶部导电板510和底部导电板515之间的柔性电池单元端子连接层505。在一示例中,顶部导电板510和底部导电板515可构造为实心铜板或铝板(如铜或铝的合金),而柔性电池单元端子连接层505构造为箔层(如钢箔或hilumin(电镀镍扩散退火钢)箔)。顶部导电板510和底部导电板515中冲出若干开口(如开口520),而柔性电池单元端子连接层505的某些部分延伸出并进入开口520内。在电池模块组装过程中,柔性电池单元端子连接层505延伸进入开口520内的一部分可随后先被下压至与设于开口520下方的一个或多个电池单元的正极或负极端子接触,然后通过焊接而获得在机械上稳定的板至端子的电连接。
36.参考图5,多层接触板500的各层可通过软钎焊(soldering)或硬钎焊(brazing)连接(例如,通过在施加热量之前设置于各层之间的软钎焊膏或硬焊膏连接),从而在各层之间形成软钎焊或硬钎焊“焊接点”。这些焊接点同时实现:(1)多层接触板500的层间机械连接;以及(2)多层接触板500的层间电连接。
37.参考图5,以与周围的顶部导电板510和底部导电板515(如铜、铝或其合金)不同的
材料(如钢或hilumin)构造柔性电池单元端子连接层505的其中一项优点在于,可通过类似金属实现用于电池单元端子连接的焊接。例如,电池单元端子一般由钢或hilumin制成。然而,钢并不是一种特别好的导体。因此,顶部导电板510和底部导电板515由导电性优于钢的材料(如铜、铝或其合金)制成,而钢用于柔性电池单元端子连接层505中,以避免将完全不同的金属焊接在一起来用于电池单元端子的连接。
38.在图5中描绘的接触板结构的替代实施例中。与在两块实心板之间包夹端子连接箔层的结构不同,接触板(如由铜、铝或其合金制成,但是该接触板也可以为多层结构)可以镀上不同金属(如钢或hilumin)的薄层,该金属适于焊接到一个或多个电池单元端子。该镀层的接触板可通过局部冲压或刻蚀处理而具有特定部分,该特定部分(1)可灵活移动,或(2)可构造为熔断,或(3)可适于焊接至电池单元端子。
39.在图5中描绘的接触板结构的又一个替代实施例中,代替夹着箔端子连接层的两个实心板,接触板可以包括母线(例如,cu、al或其合金的单层或实心块或板),并相应的接合连接件被附接或固定(例如,通过焊接、定位等)到母线的侧壁。
40.图6示出了根据本发明实施例的电池模块的接触板装置600。接触板装置600被配置为具有单层接触板结构。在图6的例子中,每个相应接触板可以设置为多层接触板500(例如,通过顶板/底板夹着柔性电池单元端子接触层)。如本文所用,接触板布置成单层意味着接触板彼此不重叠(或堆叠),因此不需要“竖直”电绝缘层(尽管可以布置绝缘件以提供“水平”电绝缘)。特别地,接触板装置600包括“负极”接触板605、“中心”接触板610和“正极”接触板615。接触板装置600被配置为将两个不同的p电池组(即,如上文关于图2所描述的不同的并联电池单元组)串联在一起。为此,“负极”接触板605包括一组用于连接到一组p电池组1的负极电池单元端子的负极接合连接件,“中心”接触板610包括一组用于连接至p电池组1的一组正极电池单元端子的一组正极接合连接件,和一组用于连接至p电池组2的一组负极电池单元端子的一组负极接合连接件,并且“正极”接触板615包括用于连接p电池组2的一组正极电池单元端子的一组接合连接件。图7示出了包括图6的接触板装置600的电池模块700。
41.在图6
‑
7所示的实施例中,接触板装置600将总共12个电池单元连接在一起,每个电池p组有6个电池单元。在一示例中,接触板605
‑
615可以布置为多层接触板(例如,由夹着钢层(hilumin)的铝制成的顶板/底板,每个多层接触板的总厚度为约1.8毫米)。
42.对于多层接触板,一个重要的设计特征是每一层(例如,al、hilumin或钢、cu等)都以机械方式(例如,以确保各层在操作期间不会分离)和电气方式(例如,以确保足够的层间导电性)连接到一个或多个其他层。在一些实施例中,这些层间连接件可以表征为提供层间机械连接和层间电连接的主层间连接件,以及仅主要提供层间机械连接的副层间连接件(尽管在这些连接上也可能使导电性有一些增强)。换言之,与主层间连接件相比,副层间连接件与更高的电阻相关。在一些设计中,与形成副层间连接件相比,可以使用与主层间连接件的形成相关联的不同的钎焊材料(例如,用于主层间连接件的钎焊材料可以更导电,等等)。在其他设计中,相同的钎焊材料可用于形成主层间连接件和副层间连接件。
43.例如,主层间连接件可以被设计为确保不同类型层之间的良好电流流动(例如,从hilumin到铝层)。虽然以上描述为提供层间机械连接和层间电连接,但在一些设计中,主层间连接件的机械特性是标称的。例如,对于某些应用,主层间连接件提供良好的电连接可能
就足够了,而不管这些连接加强层间机械结合或粘附的程度如何。相比之下,副层间连接件可以确保层之间的机械连接,例如,特别是在不需要电池单元分接头电连接的区域中。在一些设计中,由于制造限制,相同的钎焊合金/钎焊膏/钎焊工艺可用于主和副层间连接件。然而,在其他应用中,可以在钎焊过程之前形成副层间连接件,然后可以通过不同的过程(例如通过激光焊接)形成机械接头(或副层间连接件)。
44.在两层铝夹着钢内层的示例中,钢或hilumin层的导电性与铝层相比较差(尽管钢层仍可表征为导电层,因为至少部分钢层被配置为传导电流,特别是接合连接器部分)。在这种情况下,电流从钢接合连接器流入接触板,从钢接合连接器跳到顶部/底部铝层。因此,除了流过钢接合连接器本身的电流之外,相对少量的电流流过与其接合连接器部分分开的钢层。在一些应用中,主层间连接件可能有缺陷,由此钢层仅与顶部/底部铝层之一电连接。在这种情况下,可能会发生局部不平衡,由此来自接合连接器的电流将最多跳到仅一个铝层(即,在该特定主层间连接件处具有更好电连接的铝层)。然而,当不平衡电流流过接触板并到达以这种方式没有缺陷的下一个主层间连接件时,电流然后可以在两个铝层上分开或均衡。虽然在本段中关于钢和铝层进行了描述,但是应当理解,这些关于电流的基本概念也适用于由其他材料组合物制成的层。
45.在一些设计中,用于主层间连接件的钎焊合金不需要特别导电(尽管如果可用,当然可以使用导电钎焊合金)。例如,主层间连接件的钎焊合金部分的厚度可以非常低,例如在气隙的范围内。由于这种低厚度,电阻也非常低,并且用于主层间连接件的钎焊合金不需要特别导电。
46.图8示出了本发明实施方式的接触板结构。在图8中,接触板部分800被配置为多层接触板,该多层接触板布置有多个主要互连件805(即,每个提供层间机械连接和层间电连接的组合)和多个副层间连接件810(例如,每个主要提供层间机械连接)。在该实施例中,接触板部分800还布置有电压测量连接分接头815(例如,其可以耦合到用于电压监测的传感器)。接触板部分805还布置有多个负极连接分接头820(或接合连接器),每个负极连接分接头可以焊接到电池单元的布置在接触板部分800下方的一个或多个负极端子(图8中未明确示出)。在一些示例中,负极连接分接头可以是接触板部分800的“夹心”层(例如,由hilumin制成)的非夹心突起的一部分。
47.参考图8,接触板部分825被配置为多层接触板,该多层接触板布置有多个主层间连接件830(即,每个提供层间机械连接和层间电连接的组合)和多个副层间连接件835(例如,每个主要提供层间机械连接)。接触板部分825还布置有多个正极连接分接头840(或接合连接器),其每个都可以焊接到电池单元的布置在接触板部分825下方的正极端子(图8中未明确示出)。在一些示例中,正极连接分接头可以是接触板部分825的“夹心”层(例如,由hilumin制成)的非夹心突起的一部分。
48.主要和副层间连接件的形成方式有多种,包括:
49.·
一个完整的或局部的表面钎焊接头,
50.·
一个或多个层中的切口(例如,外层由导电材料如铝制成,内层由导电性较差的材料如钢或hilumin或其组合制成),其用于施加钎焊膏,和/或
51.·
一层或多层中的切口(例如,外层由导电材料如铝制成,内层由导电性较差的材料如钢或hilumin或其组合制成),其用于在钎焊过程中将气体从钎焊间隙中排出。
52.图9a示出了具有完整或局部表面钎焊接头的叠层的示例,由此顶层和底层(例如,al层)900a和905a夹着较薄的层910a(例如,hilumin层)。钎焊合金层915a和920a布置在夹层910a与顶层和底层900a和905a之间。因此,当叠层经过钎焊装置(例如,熔炉)同时叠层用夹紧装置并行地固定时(例如,以建立具有所需厚度的钎焊间隙并在连接点处保持钎焊间隙),如下面关于图10a
‑
10c更详细地讨论的,当钎焊合金熔化时形成层间连接件。
53.图9b示出了图9a的叠层被进一步布置有切口900b和905b。如上所述,可以添加切口900b和905b以允许施加钎焊膏和/或允许在钎焊期间排出气体。
54.在另外的实施例中,可以使用各种机构来在钎焊之前和期间将叠层的各个层保持在一起,如图10a
‑
10c所示。
55.图10a示出了一个示例,其中局部大头钉1000a被添加到钎焊层的间隙中以提供一些固定。在一示例中,局部大头钉1000a可以制成叠层的一个或多个层的一部分,这些层经历了固定过程,例如机械压接、点焊、激光焊接等。这种方法的一个优点是在一些实施方式中,不需要使用独立的夹紧机制来将层保持在一起。
56.图10b示出了替代示例,由此通过将配重机构1000b安装到叠层上,经由重力载荷将叠层压在一起。这种方法的缺点是,配重机构1000b应该优选地将重量均匀地分布在可能有些困难的叠层上,并且在钎焊期间配重机构1000b本身会变热(这在能量消耗方面是低效的)。在图10b中,配重机构1000b被表示为'kg'以表示其基于重力的功能,而不是表征配重机构1000b的重量。
57.图10c示出了替代示例,由此通过安装在叠层上的压缩(或弹簧)机构1000c将叠层压在一起。这种方法的缺点通常与成本相关,因为可能需要专用弹簧来实现高精度,并且需要多个部件。
58.本公开的实施例涉及具有经由钎焊部分形成的一个或多个层间连接件的多层接触板,其中顶部和底部导电层机械和/或电连接到中间(或夹层)导电层,同时还通过中间导电层中的间隙彼此机械和/或电连接。
59.图11示出了根据本发明实施方式的制造多层接触板的方法1100。
60.参考图11,在1105处,提供叠层。叠层布置有第一、第二和第三导电层,第二导电层至少部分夹在第一和第三导电层之间。叠层包括间隙,通过间隙,第三导电层经由第一导电层中的第一孔与第二导电层中的第二孔之间的重叠部分暴露。在一示例中,各个孔彼此偏移以仅部分重叠。在进一步的示例中,各个孔可以被配置为各个导电层中的圆形切口,但是在其他方面,非圆形形状可以用于任一孔。在一示例中,可以在组装层叠层之前在相应的导电层中限定相应的孔(例如,通过预冲压相应的导电层)。
61.在1110处,与第二导电层中的第二孔对齐的第三导电层的一部分可选地在间隙外部凹陷以减小第一导电层和第三导电层之间的距离。在一示例中,第三导电层也可以(至少部分地)在间隙内部凹陷。在一示例中,1110处的可选凹陷可以基于在从第三导电层朝向第一导电层的方向上施加的力,该力导致第三导电层推动穿过第二导电层以直接接触第一导电层。在特定示例中,如果在1125处使用激光焊接来钎焊叠层(在下面更详细地讨论),则可以跳过在1110处的可选凹陷。在1115处,任选地在一个或多个位置处插入一个或多个层间机械钉以改善层间固定。如下文将更详细地描述的,这些层间机械钉可以冲穿第一、第二和第三导电层中的两个或更多个的任意组合。
62.图12a
‑
12b示出了根据本公开的实施例的在执行1105和可选的1110
‑
1115之后(钎焊之前)的叠层的侧视图和俯视图。特别地,图12a
‑
12b描绘了第一导电层1200、第二导电层1205和第三导电层1210。第三导电层1210开设一圆孔1220,如图12b所示,露出第二导电层1205的一部分。第二导电层1205上开设有圆孔1225。在一示例中,圆孔1220和1225可以在钎焊期间用作排气口。如图所示,圆孔1220和1225彼此偏移同时也部分重叠,重叠部分(或间隙)暴露第一导电层1200。第一导电层1200的可选凹陷部分的一部分在1235处示出。在该实施例中,第一导电层1200的可选凹陷部分1235通过圆孔1225接触第三导电层1210的下侧,但应理解,该接触可替代地发生在圆孔1225内部的任何不与圆孔1220重叠的点处。还示出了可选的机械大头钉1240。
63.回到图11,在1120处,将钎焊材料(例如,钎焊圆角嵌边或钎焊合金)插入到第一和/或第二导电层中的第一和第二孔中。图12c示出了来自图12c的叠层在在插入钎料1243之后(钎焊前)的情况。在1125处,叠层在1120的插入后被钎焊。图12d示出了图12c的叠层在钎焊后的情况。在一示例中,1125的钎焊可以通过经由炉子施加到叠层的感应热来实现,尽管在其他实施例中,叠层可以替代地通过其他机制(例如,应用电流等)来施加感应热。如图12e所示,钎焊产生第一钎焊部分1250,其中第二导电层机械连接和电连接到第一和第三导电层,以及第二钎焊部分1255,其中第一和第三导电层更直接地机械连接和电连接(例如,没有作为中间层的第二导电层)。图12f描绘了显示模块操作期间(在叠层后进行后钎焊)被部署为多层接触板的电流流动的箭头。如图12f所示,电流既在第二导电层之间和第一与第三导电层中的每一个之间流动,也可以直接在第一与第三导电层之间流动。特别地,电流1260对应于来自/去往电池连接分接头的电流(例如,因为夹层可以用作连接到电池单元端子的接合连接器),而电流1265是多层接触板的“内部”电流,该多层接触板用于第一和第三导电层之间的电压均衡。
64.前述多层接触板和制造技术可以提供优于关于图9a
‑
10c描述的技术的一个或多个优点,包括:
65.·
通过导电层孔(或切口)定义层间连接区域,
66.·
直接钎焊顶部/底部(或第一/第三)导电层(例如,某些设计中的铝对铝),
67.·
促进机械和电气层间连接的层间连接,
68.·
定义钎焊的燃点,
69.·
形成与钎焊区域形状配合的钎焊圆角(例如,紧贴地配合到导电层的孔中),
70.·
排气管道(例如,导电层的孔)以确保高质量的钎焊连接(低孔隙率),
71.·
钎焊膏的简单应用,
72.·
用于钎焊膏的储存器(例如,防止溢出),以及
73.·
机械固定可用于避免复杂且不经济的钎焊装置(例如,独立的夹紧机构)。
74.图示出了示例性实施例,其描绘了根据本发明实施方式的示例性叠层在固定和施加钎焊材料之前(左侧)和钎焊后(右侧)的情况。图13a
‑
13e中每一个表示根据图11的示例实施例处理的叠层的不同示例实现情况。在图13a
‑
13e中,层取向被反转,使得图13a
‑
13e中的最顶部的导电层对应于图9a
‑
10c和12a
‑
12f中最底部的导电层,以及图13a
‑
13e中最底部的导电层对应于图9a
‑
10c和12a
‑
12f中最顶部的导电层。虽然图13a
‑
13e示出在最顶部或最底部导电层中没有凹陷,但在其他实施例中,凹陷可以可选地添加到这些层中的一层或两
层。此外,在一些设计中,可以可选地使用固定来进一步加强图13a
‑
13e中描绘的层间连接。在其他设计中,凹陷和固定可以组合实施(例如,如图12a中所示),而在其他设计中,对于图13a
‑
13e中描绘的层间连接,既能使用凹陷也不使用固定。
75.如图13a所示,第一和第二导电层中的孔具有不同的直径。在图13a的例子中,第二导电层中的孔与第一导电层中的孔完全重叠。钎焊材料可以通过第一和/或第二导电层中的相应孔插入叠层的一侧。在图13a中,第一和第二导电层中的相应孔彼此偏移,也就是说每个相应孔具有不同中心点。
76.如图13b所示,第一导电层和第二导电层中的孔具有不同的直径。在图13b的例子中,第二导电层中的孔与第一导电层中的孔完全重叠。钎焊材料可以通过第一和/或第二导电层中的相应孔插入叠层的一侧。在图13b中,第一和第二导电层中的相应孔彼此不偏移,也就是说每个相应孔具有相同中心点。
77.如图13c所示,第一和第二导电层中的孔具有相同的直径。在图13c的例子中,第二导电层中的孔与第一导电层中的孔仅部分重叠。钎焊材料可以通过第一和/或第二导电层中的相应孔插入叠层的一侧。在图13c中,第一和第二导电层中的相应孔彼此偏移,也就是说每个相应孔具有不同中心点。
78.图13d中的第三导电层包括凹陷部分以促进直接在第一导电层和第二导电层件钎焊层间连接件,除此之外,图13d示出的叠层结构与图13c中描绘的叠层结构类似。
79.在图13e中,第一和第三导电层中的孔具有相同的直径(无偏移),而具有较小直径的孔设置在第二导电层中。在图13e的例子中,第二导电层中的孔与第一和第三导电层中的孔完全重叠。钎焊材料可以通过第一、第二和第三导电层中的相应孔插入到叠层的两侧。在图13e中,第一和第二导电层中的相应孔彼此不偏移,也就是说每个相应孔具有相同中心点。
80.图14a
‑
14h描绘了根据本发明实施方式的示例性叠层的另外的示例实施例。图14a
‑
14h表示根据图11的示例实施例处理的叠层的不同示例固定情况。在图14a
‑
14h中,分别在顶部和中间示出了钎焊之前的叠层结构的侧视图和俯视图,而在底部示出了钎焊之后的叠层结构的侧视图。
81.参照图14a,第三导电层被配置为压接第二导电层。如图14b所示,在第一和第三导电层之间实施激光固定。如图14c所示,在第一、第二和第三导电层之间实施激光固定。如图14d所示,在第一和第三导电层之间实施点焊固定。如图14e所示,在第一和第二导电层之间以及在第二和第三导电层之间实施点焊固定。在图14f中,在第三导电层中限定了“郁金香”形孔,用于固定第一和第三导电层。在图14g中,在第一和第三导电层之间实施冲床固定(例如,tox圆形接头,由此圆形冲床压制将被模腔接合的材料)。在图14h中,在第一导电层和第三导电层之间实施了tox固定。
82.虽然上面描述的许多示例描绘了以圆形形状布置的导电层孔(或切口),但是在其他实施方式中许多不同的孔形状也是可能的。导电层孔(或切口)的几个非限制性示例在图15中描绘为示例叠层在a
‑
a截面和b
‑
b截面上的变型var1至var5,其中偏移孔具有相同的关键尺寸(例如,圆形孔的直径相同,矩形孔的长度相同,等等)。例如,var1描绘圆孔的偏置排列,var2描绘药丸状孔的偏置排列,var3描绘矩形孔的偏置排列,var4描绘三角形孔的偏置排列,var5描绘出六边形孔的偏置排列。在其他实施例中也可以使用其他形状。此外,如上
所述,其他实施例中的孔不需要彼此偏移,并且在关键尺寸方面也可以不同(例如,圆形孔的不同直径,矩形孔的不同长度等)。在其他实施例中,可以使用不匹配的形状(例如,第一导电层中的矩形切口可以与第二导电层中的圆形切口重叠,等等)。
83.此外,可以以多种方式实施层间机械固定以帮助固定第一、第二和第三导电层。在图16a中,从相同方向(或从与叠层相同的一侧)实施钎焊材料的固定和施加,而在图16b所示的情形中,钎焊材料的固定和施加是从相反方向(或从与叠层不相同的一侧)实施的。图16c示出了另一替代实施例,由此从不同方向(或叠层的侧面)交替地实施钎焊材料的固定和施加。
84.本文关于本发明的任何实施例描述的任何数值范围不仅旨在限定相关数值范围的上限和下限,而且还隐含公开了该范围内的每个离散值的单位或增量,其与表征上下限的精度水平保持一致。例如,从7nm到20nm的数值距离范围(即,以1为单位或增量为精度水平)涵盖(以nm为单位)集合[7、8、9、10
……
19、20],就如同明确公开了以1为单位或增量的中间数字8到19一样。在另一示例中,30.92%~47.44%(即以百分之一为单位或递变步长的精度水平)这一百分比数值范围涵盖(以单位为%的)集合[30.92、30.93、30.94
……
47.43、47.44],就如同明确公开了以百分比为单位或增量的中间数值30.92~47.44一样。因此,所公开的任何数值范围所涵盖的任何中间数值均旨在被理解为这些数值等同于已经被明确公开,而且任何此类中间数值均可因此本身构成落入所述数值范围内的子范围的上限和/或下限。因此,每一子范围(例如将更大范围的至少一个中间数值作为上限和/或下限的每一更小范围)旨在被理解为借助于更大范围的明确公开而被隐含性地公开。
[0085]
以上描述旨在使得本领域任何技术人员能够做出或使用本发明的实施方式。然而,应该该理解的是,对于本领域技术人员而言,对这些实施方式做出各种修改将是显而易见的,因此本发明不限于本文公开的具体配方、工艺步骤和材料。也就是说,在不脱离本公开内容的实施方式的精神或范围的情况下,本文中给出的普遍原理可应用至其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。