1.本实用新型涉及一种加工零件阵列孔的装置,尤其涉及加工圆形零件阵列孔的装置。
背景技术:
2.在机械技工的产品零件中圆形零件较多,零件按中心均匀分布通孔或螺纹孔,一般在加工圆形零件上的孔时使用数控机床进行加工,目前通过数控机床加工圆形零件上的孔还存在以下几处缺陷:
3.1、采用数控机床对圆形零件进行加工需要高级专业技术人员进行操作,需要先编制数控机床程序,再用数控设备按相应的工艺方法加工各孔,装夹零件时间长,前期准备时间增多,加工工艺步骤繁琐,影响圆形零件加工的效率;
4.2、数控机床属于高价值设备,而大多数圆形零件的加工都为低端产品的加工,采用高价值设备加工低端产品,使制造零件的成本增加,运营成本和加工费率的价格增加,使加工的商品失去市场竞争力。
5.综上所述,亟需一种便于加工、无需高级专业技术人员进行操作,加工工艺简单,加工效率高的圆形零件阵列孔装置用以解决上述问题。
技术实现要素:
6.本实用新型解决了传统的加工圆形零件阵列孔的数控机床专业要求高、前期准备时间长,工艺步骤繁琐,影响圆形零件加工效率的问题,进而公开了“一种半自动加工圆形零件阵列孔的装置”。在下文中给出了关于本实用新型的简要概述,以便提供关于本实用新型的某些方面的基本理解。应当理解,这个概述并不是关于本实用新型的穷举性概述。它并不是意图确定本实用新型的关键或重要部分,也不是意图限定本实用新型的范围。
7.本实用新型的技术方案:
8.一种半自动加工圆形零件阵列孔的装置,包括转盘、底座、卡爪、调节机构、钻孔机、摇臂、电机、锁紧机构、芯轴和夹紧机构,转盘和调节机构设置在底座上,转盘通过芯轴与电机连接,电机固定安装在底座底部,多个卡爪以转盘的中心为轴心圆周阵列在转盘上,卡爪与夹紧机构通过t型齿轮盘连接,t型齿轮盘设置在转盘上,调节机构上安装有钻孔机,钻孔机上设置有摇臂,钻孔机设置在转盘上方,锁紧机构套装在芯轴外侧。
9.进一步的,所述调节机构包括第一固定器、悬臂、第二固定器、支撑臂和转接器,支撑臂固定安装在底座上,转接器在支撑臂上滑动安装并通过第一固定器固定,转接器上设置有悬臂,钻孔机在悬臂上滑动安装并通过第二固定器固定。
10.进一步的,所述夹紧机构包括锥度齿轮、锥度齿轮杆和夹紧驱动件,夹紧驱动件与锥度齿轮杆连接,锥度齿轮杆通过滚珠轴承安装在转盘内,锥度齿轮杆的端部设置有推力轴承,锥度齿轮杆上安装有锥度齿轮,锥度齿轮与t型齿轮盘啮合,t型齿轮盘与卡爪连接。
11.进一步的,所述锁紧机构包括电磁阀、弹簧、拉钉、左侧锁紧器、右侧锁紧器、左摩
擦片和右摩擦片,左侧锁紧器与右侧锁紧器的开口处通过拉钉连接,拉钉的一端与电磁阀连接,拉钉上套装有弹簧,弹簧设置在左侧锁紧器与右侧锁紧器之间,左摩擦片安装在左侧锁紧器的内壁上,右摩擦片安装在右侧锁紧器的内壁上,左摩擦片与右摩擦片之间形成圆环状空腔,芯轴设置在左摩擦片与右摩擦片形成的空腔内。
12.进一步的,所述左摩擦片和右摩擦片通过转销分别固定在左侧锁紧器和右侧锁紧器的内壁上。
13.进一步的,还包括控制器伺服、角度控制器和感应器,控制器伺服与角度控制器和感应器电性连接,感应器设置在转盘的外壁上,控制器伺服与电机和锁紧机构电性连接。
14.本实用新型的有益效果:
15.1、本实用新型的一种半自动加工圆形零件阵列孔的装置与传统的通过数控机床对圆形零件加工相比,操作简单,无需编制数控机床程序,前期准备时间较短,仅需将圆形零件固定即可,加工工艺简单,有效提高圆形零件加工的效率;
16.2、本实用新型的一种半自动加工圆形零件阵列孔的装置可以有效降低圆形零件的制造成本,降低圆形零件的成本价,提高圆形零件的市场竞争力。
附图说明
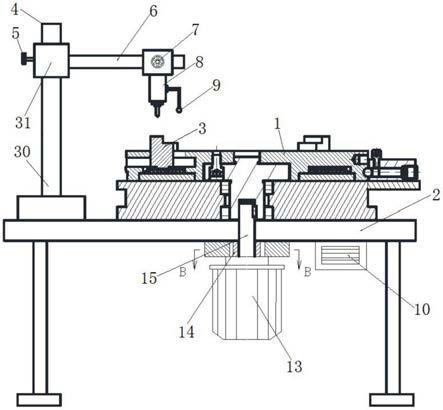
17.图1是一种半自动加工圆形零件阵列孔的装置的整体结构示意图;
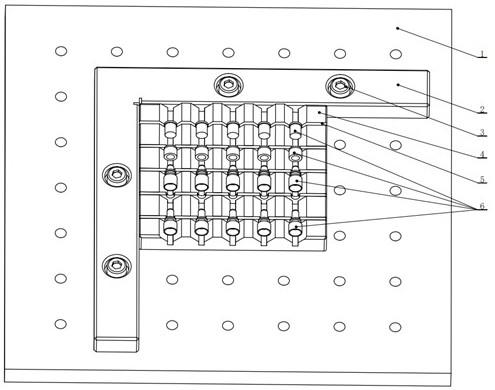
18.图2是一种半自动加工圆形零件阵列孔的装置的俯视图;
19.图3是图2的a
‑
a局部剖视图;
20.图4是图1的b
‑
b剖视图。
21.图中1
‑
转盘,2
‑
底座,3
‑
卡爪,4
‑
调节机构,5
‑
第一固定器,6
‑
悬臂,7
‑
第二固定器,8
‑
钻孔机,9
‑
摇臂,10
‑
控制器伺服,11
‑
角度控制器,12
‑
感应器,13
‑
电机,14
‑
锁紧机构,15
‑
芯轴,16
‑
夹紧机构,17
‑
t型齿轮盘,18
‑
锥度齿轮,19
‑
锥度齿轮杆,20
‑
滚珠轴承,21
‑
推力轴承,22
‑
电磁阀,23
‑
弹簧,24
‑
拉钉,25
‑
左侧锁紧器,26
‑
右侧锁紧器,27
‑
左摩擦片,28
‑
右摩擦片,29
‑
转销,30
‑
支撑臂,31
‑
转接器,32
‑
夹紧驱动件。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本实用新型。但是应该理解,这些描述都是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,避免不必要的混淆本实用新型的概念。
23.具体实施方式一:结合图1
‑
图4说明本实施方式,本实施方式的一种半自动加工圆形零件阵列孔的装置,包括转盘1、底座2、卡爪3、调节机构4、钻孔机8、摇臂9、电机13、锁紧机构14、芯轴15和夹紧机构16,转盘1和调节机构4设置在底座2上,转盘1通过芯轴15与电机13连接,电机13固定安装在底座2底部,多个卡爪3以转盘1的中心为轴心圆周阵列在转盘1上,卡爪3与夹紧机构16通过t型齿轮盘17连接,t型齿轮盘17设置在转盘1上,调节机构4上安装有钻孔机8,钻孔机8上设置有摇臂9,钻孔机8设置在转盘1上方,锁紧机构14套装在芯轴15外侧,通过夹紧机构16控制转盘1上的卡爪3将圆形零件夹紧,通过调节机构4调节钻孔机8的横向和纵向的位置,使钻孔机8的钻头部分位于待加工圆形零件上方,锁紧机构14将
芯轴15锁紧以固定转盘1,避免在加工零件时转盘1旋转,下压摇臂9使钻孔机8的钻头向下运动对圆形零件钻孔,锁紧机构14松开芯轴15,电机13通过芯轴15带动转盘1旋转,使圆形零件转动到下一个待加工的位置上,在下压摇臂9使钻孔机8对圆形零件进行钻孔,依次类推可在圆形零件上加工多个孔。
24.具体实施方式二:结合图1
‑
图4说明本实施方式,本实施方式的一种半自动加工圆形零件阵列孔的装置,所述调节机构4包括第一固定器5、悬臂6、第二固定器7、支撑臂30和转接器31,支撑臂30固定安装在底座2上,转接器31在支撑臂30上滑动安装并通过第一固定器5固定,转接器31上设置有悬臂6,钻孔机8在悬臂6上滑动安装并通过第二固定器7固定,通过转接器31调节钻孔机8的纵向位移,并通过第一固定器5进行固定,钻孔机8可在悬臂6上进行横向位移,并通过第二固定器7进行固定。
25.具体实施方式三:结合图1
‑
图4说明本实施方式,本实施方式的一种半自动加工圆形零件阵列孔的装置,所述夹紧机构16包括锥度齿轮18、锥度齿轮杆19和夹紧驱动件32,夹紧驱动件32与锥度齿轮杆19连接,锥度齿轮杆19通过滚珠轴承20安装在转盘1内,锥度齿轮杆19的端部设置有推力轴承21,锥度齿轮杆19上安装有锥度齿轮18,锥度齿轮18与t型齿轮盘17啮合,t型齿轮盘17与卡爪3连接,夹紧驱动件32需要与把手配合,把手穿过夹紧驱动件32顺时针旋拧,夹紧驱动件32带动锥度齿轮杆19旋转,从而带动锥度齿轮18转动,锥度齿轮18与t型齿轮盘17啮合,从而带动t型齿轮盘17转动,当t型齿轮盘17顺时针旋转时,与其连接的三个卡爪3同时向转盘1的中心位置移动并将待加工件夹紧,当把手带动夹紧驱动件32逆时针旋转时,转盘1上的三个卡爪3向转盘1的外侧移动松开待加工件。
26.具体实施方式四:结合图1
‑
图4说明本实施方式,本实施方式的一种半自动加工圆形零件阵列孔的装置,所述锁紧机构14包括电磁阀22、弹簧23、拉钉24、左侧锁紧器25、右侧锁紧器26、左摩擦片27和右摩擦片28,左侧锁紧器25与右侧锁紧器26的开口处通过拉钉24连接,拉钉24的一端与电磁阀22连接,拉钉24上套装有弹簧23,弹簧23设置在左侧锁紧器25与右侧锁紧器26之间,左摩擦片27安装在左侧锁紧器25的内壁上,右摩擦片28安装在右侧锁紧器26的内壁上,左摩擦片27与右摩擦片28之间形成圆环状空腔,芯轴15设置在左摩擦片27与右摩擦片28形成的空腔内,当向待加工零件上钻孔时,电磁阀22工作拉动拉钉24,拉钉24将右侧锁紧器26向左侧锁紧器25方向移动,同时内侧的右摩擦片28与左摩擦片27将其中心的芯轴15锁紧,放置电机13通过芯轴15带动转盘1旋转,影响待加工零件的钻孔,当待加工零件需要更换角度时,电磁阀22停止工作,弹簧23的回弹力使右侧锁紧器26向外侧移动,左摩擦片27和右摩擦片28松开芯轴15,电机13通过芯轴15带动转盘1旋转,从而改变待加工零件的角度,左摩擦片27和右摩擦片28通过转销29固定在左侧锁紧器25和右侧锁紧器26的内壁上,如此设置,当摩擦片长时间使用失去摩擦力时,通过转销29可以快速更换安装在锁紧器内侧的摩擦片。
27.具体实施方式五:结合图1
‑
图4说明本实施方式,本实施方式的一种半自动加工圆形零件阵列孔的装置,还包括控制器伺服10、角度控制器11和感应器12,控制器伺服10与角度控制器11和感应器12电性连接,感应器12设置在转盘1的外壁上,控制器伺服10与电机13和锁紧机构14电性连接,通过控制器伺服10、角度控制器11和感应器12使装置半自动化。其整体工作原理为:首先将待加工圆形零件放置在转盘1上,通过旋拧夹紧驱动件32带动t型齿轮盘17转动,从而带动转盘1上的三个卡爪3向中心移动并固定圆形零件,调节转接器31
和钻孔机8的位置,并通过第一固定器5和第二固定器7将钻孔机8固定在待加工零件上方,将零件阵列孔的数值用角度控制器11传输到控制器伺服10中,下压摇臂9让钻孔机8的钻头在零件上钻出第一个孔,第一个孔加工后按下角度控制器11的运行按钮,电机13在控制器伺服10和感应器12的配合下转动转盘1,感应器12识别转盘1旋外壁上的感应点,当转到预先确定的角度后,电机13停止工作,电磁阀22收缩,固定芯轴15,从而固定转盘1,再次下压摇臂9钻第二个孔,以此类推加工同样圆心距离的孔。感应器12的型号为bv
‑
501s
‑
rgb。
28.本实施方式只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。