1.本实用新型涉及一种用于染整设备的控制装置,具体是涉及一种染整设备中工艺液控制装置,属于纺织染整技术领域。
背景技术:
2.纺织染整过程中,工艺液的浓度直接影响着染整的质量,所以控制染料的浓度,是染整是否成功和染整效果一致的关键。
3.传统布料浸染的方法大都是将布料浸泡在染液中一定时间,从而达到染色的目的,但这种浸染方法会出现一些问题,即染液会在布料浸泡后浓度越来越稀,导致对布料的染色能力越来越差,且布料浸泡后液槽内的染液也会越来越少,对布料的染色也有一定的影响。对工艺液进行控制的方法,一些企业主要还是依靠人工取样后,然后在实验室内用相应仪表进行检测,调配并处理直到满足工艺要求。但这是离线控制,无实时性,甚至需要停机调配,无法反映即时工艺状况下的工艺液参数;对液槽浓度的控制,现有技术主要是对液槽加水来稀释注入液槽的母液,达到保持工艺液浓度不变,然而工艺液在循环过程中会遇到织物的阻碍需要一段时间才能达到一个工艺液浓度的平衡,无法保证织物左中右所接触的染液浓度基本一致;因此,在染色生产过程中,无法来保证染色质量;对加工精度较高的就导致修复再加工,浪费了时间、人力、物力的支出。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足,提供一种能在线实时连续测控工艺液浓度及液面高度,避免停机调配,布料染色均匀,确保染色质量的染整设备工艺液控制装置。
5.为解决上述技术问题,本实用新型采用这样一种染整设备工艺液控制装置,包括液槽,液槽盛有工艺液,在液槽的进布侧设有第一布料压轧机构,在液槽的出布侧设有第二布料压轧机构,该染整设备工艺液控制装置还包括工艺液加注机构和工艺液液位传感器以及工艺液浓度传感器,所述第一布料压轧机构和第二布料压轧机构设有轧辊压力自动调节机构;所述工艺液加注机构、工艺液液位传感器、工艺液浓度传感器、轧辊压力自动调节机构与染整设备的电控制器或者独立设置的电控制器连接。
6.作为本实用新型的一种优选实施方式,所述第一布料压轧机构包括第一轧辊,所述第二布料压轧机构包括第二轧辊,所述轧辊压力自动调节机构包括气缸和电气转换装置,第一布料压轧机构的第一轧辊、第二布料压轧机构的第二轧辊与气缸的气缸轴相连,所述电气转换装置与染整设备的电控制器或者独立设置的电控制器连接。
7.作为本实用新型的一种优选实施方式,所述第一布料压轧机构包括第一轧辊,所述第二布料压轧机构包括第二轧辊,所述轧辊压力自动调节机构包括油缸和电控液压比例阀,第一布料压轧机构的第一轧辊、第二布料压轧机构的第二轧辊与油缸的输出轴相连,所述电控液压比例阀与染整设备的电控制器或者独立设置的电控制器连接。
8.作为本实用新型的一种优选实施方式,所述工艺液加注机构包括工艺液母液储存箱和母液加注控制阀,所述母液加注控制阀的进液口与工艺液母液储存箱相连,所述母液加注控制阀的出液口与液槽相连,所述母液加注控制阀受控于染整设备的电控制器或者独立设置的电控制器。
9.作为本实用新型的一种优选实施方式,所述工艺液液位传感器包括扩散硅投入式液位传感器或者磁翻板液位计或者雷达液位计,所述工艺液浓度传感器包括双氧水浓度检测装置、离子浓度传感器、ph值传感器、光通量浓度传感器或者超声波浓度传感器。
10.作为本实用新型的一种优选实施方式,所述染整设备的电控制器或者独立设置的电控制器是数字控制器或者嵌入式工业控制器或者工控机或者plc可编程控制器。
11.采用上述技术方案后,本实用新型具有以下有益效果:
12.本实用新型设置工艺液加注机构、工艺液液位传感器以及工艺液浓度传感器,通过在第一布料压轧机构设置轧辊压力自动调节机构调节布料进入液槽的带水量,第二布料压轧机构设置轧辊压力自动调节机构调节布料工艺液的消耗量,以及通过工艺液浓度传感器、工艺液液位传感器实时测控工艺液浓度及液面高度,经工艺液加注机构实时补充工艺液,使液槽内的工艺液浓度及液面高度保持在工艺规定范围内;通过在第一布料压轧机构设置轧辊压力自动调节机构调节布料进入液槽的带水量,液槽稀释母液的水分分布均匀,保证织物左中右所接触的染液浓度基本一致,确保布料染色加工质量。
13.本实用新型摒弃了现有技术工艺液采用人工取样后在实验室调配,节省了时间、人力、物力的支出。
14.本实用新型结构简单,安装便利,操作简便,维护方便,提高了布料染色的准确性及可靠性。
附图说明
15.以下结合附图对本实用新型的具体实施方式作进一步的详细说明。
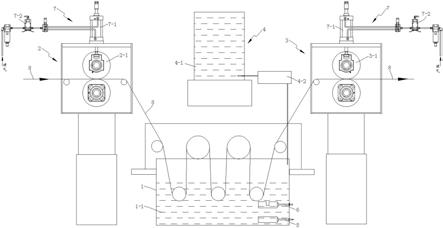
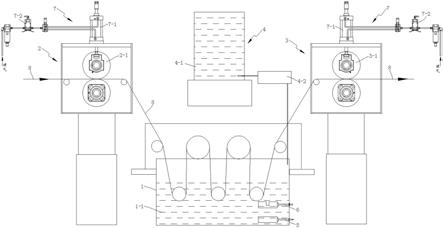
16.图1为本实用新型染整设备工艺液控制装置的一种结构示意图。
具体实施方式
17.参见图1所示的一种染整设备工艺液控制装置,包括液槽1,液槽1盛有工艺液1-1,在液槽1的进布侧设有第一布料压轧机构2,在液槽1的出布侧设有第二布料压轧机构3,布料8按图1所示路径运行,该染整设备工艺液控制装置还包括工艺液加注机构4和工艺液液位传感器5以及工艺液浓度传感器6,所述第一布料压轧机构2和第二布料压轧机构3设有轧辊压力自动调节机构7;所述工艺液加注机构4、工艺液液位传感器5、工艺液浓度传感器6、轧辊压力自动调节机构7与染整设备的电控制器或者独立设置的电控制器连接。
18.作为本实用新型的一种优选实施方式,如图1所示,所述第一布料压轧机构2包括第一轧辊2-1,所述第二布料压轧机构3包括第二轧辊3-1,所述轧辊压力自动调节机构7包括气缸7-1和电气转换装置7-2,所述电气转换装置7-2可以是电气转换器,也可以是电控气动比例阀等,第一布料压轧机构2的第一轧辊2-1、第二布料压轧机构3的第二轧辊3-1与气缸7-1的气缸轴相连,优选第一布料压轧机构2的第一轧辊2-1两端、第二布料压轧机构3的第二轧辊3-1两端分别设有气缸7-1,第一布料压轧机构2的第一轧辊2-1两
端、第二布料压轧机构3的第二轧辊3-1两端分别通过轴承座与气缸7-1的气缸轴相连,图中未示,所述电气转换装置7-2与染整设备的电控制器或者独立设置的电控制器连接,工作时,电控制器通过电气转换装置7-2实时控制气缸7-1的气体流量与压力,从而实现第一轧辊2-1、第二轧辊3-1对布料8施加的压力进行实时调节。
19.作为本实用新型的一种优选实施方式,所述第一布料压轧机构2包括第一轧辊2-1,所述第二布料压轧机构3包括第二轧辊3-1,所述轧辊压力自动调节机构7包括油缸和电控液压比例阀,第一布料压轧机构2的第一轧辊2-1、第二布料压轧机构3的第二轧辊3-1与油缸的输出轴相连,所述电控液压比例阀与染整设备的电控制器或者独立设置的电控制器连接,图中未示油缸和电控液压比例阀。工作时,电控制器通过电控液压比例阀实时按比例控制液流的流量,从而实现第一轧辊2-1、第二轧辊3-1对布料8施加的压力进行实时调节。
20.作为本实用新型的一种优选实施方式,如图1所示,所述工艺液加注机构4包括工艺液母液储存箱4-1和母液加注控制阀4-2,所述母液加注控制阀4-2可以是计量泵或者是流量计与调节阀等,所述母液加注控制阀4-2的进液口与工艺液母液储存箱4-1相连,所述母液加注控制阀4-2的出液口与液槽1相连,所述母液加注控制阀4-2受控于染整设备的电控制器或者独立设置的电控制器。工作时,电控制器控制母液加注控制阀4-2的开启或关闭,及时将工艺液母液储存箱4-1内的工艺液补充到液槽1内。
21.作为本实用新型的一种优选实施方式,所述工艺液液位传感器5包括扩散硅投入式液位传感器或者磁翻板液位计或者雷达液位计,所述工艺液浓度传感器6包括双氧水浓度检测装置、离子浓度传感器、ph值传感器、光通量浓度传感器或者超声波浓度传感器。如图1所示,所述工艺液液位传感器5和工艺液浓度传感器6优选放置在液槽1内,当然,工艺液液位传感器5、工艺液浓度传感器6也可放置在液槽1外,只要能对液位、浓度进行检测即可。
22.作为本实用新型的一种优选实施方式,所述染整设备的电控制器或者独立设置的电控制器是数字控制器例如ddc数字控制器或者嵌入式工业控制器或者工控机或者plc可编程控制器,图中未示。
23.本实用新型工作时,工艺液浓度传感器6、工艺液液位传感器5实时测控工艺液浓度及液面高度,并将数据传输给电控制器,电控制器通过控制轧辊压力自动调节机构7调整第一布料压轧机构2和第二布料压轧机构3的轧辊压力,调节布料进入液槽的带水量和工艺液的消耗量,以及通过工艺液加注机构4将工艺液母液储存箱4-1内的工艺液补充到液槽1内,使液槽1内的工艺液浓度及液面高度保持在工艺规定范围内。
24.经过测试,本实用新型能在线实时连续测控工艺液浓度及液面高度,保证了布料染色质量,取得了良好的效果。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。