1.本技术涉及卷烟生产技术的领域,尤其是涉及一种烟支自动分组设备。
背景技术:
2.香烟,是烟草制品的一种。制法是把烟草烤干后切丝,然后以纸卷成长约120mm,直径10mm的圆桶形条状。
3.现有技术中,烟支在卷制完成之后,会有工作人员根据烟盒的容量手工将烟支分成对应的数量并装入烟盒内,烟支在分装时容易受人为的杂质污染,影响烟支的品质,尚有改进的空间。
技术实现要素:
4.为了减少烟支分装时人为杂质的污染,本技术提供一种烟支自动分组设备。
5.本技术提供的一种烟支自动分组设备采用如下的技术方案:
6.一种烟支自动分组设备,包括:
7.机架;
8.烟仓,固定于所述机架上,所述烟仓具有一供单排烟支叠放的叠放腔,所述叠放腔具有一朝下设置的下开口;
9.导烟机构,设于所述叠放腔下开口的下侧,所述导烟机构具有多个导烟通道,所述导烟通道供单支烟支从上至下滑动;以及
10.搅动机构,设于所述导烟机构的上侧,所述搅动机构包括搅动棒和驱动组件,所述驱动组件驱使搅动棒于所述叠放腔的下开口处转动,以驱使烟支从所述叠放腔的下开口进入所述导烟通道;
11.其中,多个烟支从叠放腔的下开口处经导烟通道向下滑动的过程中互相靠近,当多个烟支滑出导烟通道时相邻烟支彼此抵接。
12.通过采用上述技术方案,单排烟支叠放于烟仓的叠放腔内并向下开口处汇聚,驱动组件驱使搅动棒转动,搅动棒驱使叠放腔下开口处的烟支滑入导烟通道内,烟支经过导烟通道进入接烟件内的接烟槽,实现烟支按照烟盒的数量规格的自动排列,以方便将设定数量规格的烟支装入烟盒内。
13.可选的,所述叠放腔具有一朝上设置的上开口,所述叠放腔从上开口至下开口沿与烟支长度方向垂直的方向逐渐缩小。
14.通过采用上述技术方案,烟支于叠放腔内从上至下汇聚至下开口,并从下开口处滑入导烟通道,使得叠放腔内的烟支都能滑入导烟通道,而不易残留于叠放腔内。
15.可选的,所述烟仓包括:
16.第一壁板,固定于所述机架上;
17.第二壁板,设于所述机架上,所述第二壁板与所述第一壁板配合形成仅供单排烟支通过的空间,烟支的两端分别朝向第一壁板与第二壁板;以及
18.导向板,数量为两个,两个所述导向板从上至下逐渐互相靠近;
19.其中,第一壁板与第二壁板、两个导向板配合形成叠放腔。
20.通过采用上述技术方案,第一壁板与第二壁板分别对烟支的两端进行限位,烟支于叠放腔内在导向板的引导下向下开口处汇聚,而不易残留于叠放腔内。
21.可选的,所述第一壁板靠近第二壁板的一侧设有导流块,所述导流块位于所述叠放腔的中部。
22.通过采用上述技术方案,导流块的设置,对叠放腔内的烟支进行分隔,使得叠放腔内的烟支不易发生挤压变形。
23.可选的,还包括设于所述烟仓上侧的加烟机构;
24.所述加烟机构包括:
25.基板,固定于所述机架上;
26.储烟盖,枢接于所述基板上,所述储烟盖与所述基板配合形成仅供单排烟支叠放的储烟腔,所述储烟腔具有朝向所述叠放腔的上开口设置的出料口;以及
27.托烟板,滑移连接于所述储烟盖的下侧以控制出料口启闭。
28.通过采用上述技术方案,先将储烟盖打开,向储烟盖内装满烟支,随后盖合储烟盖,储烟盖与基板形成具有下开口的储烟腔,使得储烟腔内烟支的香气与水分不易流失;随后可通过滑动托烟板控制储烟腔的出料口的启闭,来控制是否向烟仓内加入烟支,以方便将叠放好的烟支加入烟仓的叠放腔内。
29.可选的,所述基板上铰接有两个分别设于所述储烟盖两侧的支撑板,所述储烟盖固定于两所述支撑板之间,所述托烟板的两端均固定有导向块,所述支撑板上设有供所述导向块穿设滑移的第一长条孔,所述第一长条孔呈水平设置。
30.通过采用上述技术方案,导向块于第一长条孔滑动,以引导托烟板滑动开启或关闭储烟腔的出料口,以方便将叠放好的烟支加入烟仓的叠放腔内。
31.可选的,所述加烟机构还包括驱使所述托烟板滑离所述出料口的动力组件以及至少一个将所述托烟板锁定于所述出料口处的锁定组件,所述动力组件数量为两个且分别设于所述托烟板的两端。
32.通过采用上述技术方案,出料口闭合时,锁定组件将托烟板锁定于出料口处,出料口开启时,人工接触锁定组件对托烟板的锁定,动力组件驱使托烟板沿第一长条孔的长度方向滑离出料口,实现了出料口的启闭,操作方便。
33.可选的,所述动力组件包括:
34.第一臂杆,一端通过锁定件铰接于所述导向块上且另一端通过铰接轴铰接于所述支撑板上,所述第一臂杆的一端设有供所述锁定件穿设滑移的第二长条孔;
35.第二臂杆,一端固定于所述第一臂杆的另一端;以及
36.动力弹性件,一端设于所述第二臂杆的另一端且另一端设于所述机架上,以使得托烟板保持有滑离出料口的趋势;
37.所述锁定组件包括:
38.锁定钩,铰接于所述支撑板上;
39.挂接块,固定于所述第一臂杆的一端且供锁定钩挂接,以将所述托烟板锁定于所述出料口处;以及
40.锁定弹性件,一端设于所述锁定钩的另一端且另一端设于所述支撑板上,以使得锁定钩保持有靠近挂接块的趋势。
41.通过采用上述技术方案,出料口闭合时,锁定钩在锁定弹性件的驱使下保持挂接于挂接块上,以将托烟板锁定于出料口处;当需要开启出料口时,拨动锁定钩使锁定钩与挂接块分离,动力弹性件通过第一臂杆与第二臂杆驱使托烟板沿第一长条孔的长度方向滑离出料口,实现了出料口的启闭,操作方便。
42.可选的,所述导烟机构包括:
43.第一导烟壁板,固定于所述机架上;
44.第二导烟壁板,设于所述第一导烟壁板的一侧,所述第二导烟壁板与所述第一导烟壁板配合形成仅供单排烟支通过的空间,烟支的两端分别朝向第一导烟壁板与第二导烟壁板;
45.导烟侧板,数量为两个且设于所述第一导烟壁板与所述第二导烟壁板之间,两所述导烟侧板从上至下互相靠近;以及
46.导烟芯板,数量至少为一个且设于两所述导烟侧板之间,至少一所述导烟芯板与所述第一导烟壁板、所述第二导烟壁板、两所述导烟侧板配合形成两个以上导烟通道。
47.可选的,两所述搅动棒对应于一个导烟通道,两所述搅动棒设于所述导烟通道的上端且设于所述导烟通道的两侧;
48.所述驱动组件包括:
49.机座,固定于所述机架上;
50.传动齿轮,一一对应设于所述搅动棒上;
51.驱动齿条,滑动连接于所述机座内且与所述传动齿轮互相啮合;以及
52.搅动驱动源,固定于所述机座上驱使所述驱动齿条于所述机座内滑动。
53.通过采用上述技术方案,搅动驱动源驱使驱动齿条于基座内滑动,驱动齿条通过与传动齿轮的互相啮合带动搅动棒转动,以搅动叠放腔下开口处的烟支,驱使叠放腔下开口处的烟支进入导烟通道进行排列。
54.综上所述,本技术包括以下至少一种有益技术效果:
55.单排烟支叠放于烟仓的叠放腔内并向下开口处汇聚,驱动组件驱使搅动棒转动,搅动棒驱使叠放腔下开口处的烟支滑入导烟通道内,烟支经过导烟通道进入接烟件内的接烟槽,实现烟支按照烟盒的数量规格的自动排列,以方便将设定数量规格的烟支装入烟盒内。
附图说明
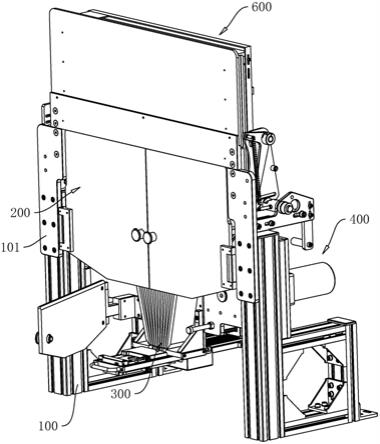
56.图1是本技术实施例的一种烟支自动分组设备的结构示意图。
57.图2是本技术实施例的烟仓与导烟机构、搅动机构、接烟件的结构示意图。
58.图3是本技术实施例的握持件与第一壁板、螺母、导流块的爆炸示意图。
59.图4是本技术实施例的驱动组件的局部结构示意图。
60.图5是本技术实施例的加烟机构的储烟盖开启时的结构示意图。
61.图6是本技术实施例的第二限位套与延伸板、第一限位套、支撑板、销轴、托烟板、储烟侧板的爆炸示意图。
62.图7是本技术实施例的加烟机构储烟盖闭合时的结构示意图。
63.附图标记说明:100、机架;101、固定板;102、延伸板;
64.200、烟仓;201、第一壁板;2011、通孔;202、第二壁板;203、导向板;204、导流块;2041、螺纹孔;205、握持件;2051、握持部;2052、穿设部;2053、第一螺纹部;2054、第二螺纹部;206、叠放腔;207、螺母;
65.300、导烟机构;301、第一导烟壁板;302、第二导烟壁板;303、导烟侧板;304、导烟芯板;305、导烟通道;
66.400、搅动机构;410、搅动棒;420、驱动组件;421、机座;422、传动齿轮;423、驱动齿条;424、搅动驱动源;425、连杆;426、支撑轮;4261、环槽;
67.600、加烟机构;610、储烟组件;611、基板;612、储烟盖;6121、储烟面板;6122、储烟侧板;61221、固定块;6123、储烟顶板;613、储烟腔;6131、出料口;614、托烟板;6141、导向块;615、支撑板;6151、第一长条孔;6152、第一限位套;6153、第二限位套;6154、销轴;616、锁定杆;6161、挂接槽;620、动力组件;621、第一臂杆;6211、锁定件;6212、第二长条孔;6213、铰接轴;622、第二臂杆;623、动力弹性件;630、锁定组件;631、锁定钩;632、挂接块;633、锁定弹性件。
具体实施方式
68.以下结合附图1
‑
7对本技术作进一步详细说明。
69.本技术实施例公开一种烟支自动分组设备。参照图1,烟支自动分组设备包括机架100、烟仓200、导烟机构300、搅动机构400和接烟件500。烟仓200、导烟机构300和搅动机构400均固定于机架100上,烟仓200供单排烟支叠放,烟支于烟仓200内从上到下汇聚,导烟机构300设于烟仓200的下侧,导烟机构300用于将烟仓200内的烟按照设定好的规格数量从上至下汇聚,搅动机构400设于导烟机构300的上侧,搅动机构400用于通过搅动使烟仓200内的烟支进入导烟机构300,再人工或机械的方式用烟盒于导烟机构300的下侧接取汇聚的烟支。
70.参照图1、2,烟仓200包括第一壁板201、第二壁板202和导向板203。机架100上固定有两个固定板101,第一壁板201可以固定于固定板101上,也可以枢接于固定板101上,本实施例中第一壁板201包括下侧板和上侧板,下侧板的两侧分别固定于两个固定板101上,上侧板通过合页枢接于下侧板的上侧。第二壁板202可以固定于固定板101上,也可以枢接于固定板101上,本实施例中第二壁板202的数量为两个,两个第二壁板202均枢接于固定板101上,第一壁板201的上侧板与第二壁板202均闭合时,第一壁板201与第二壁板202互相平行,第一壁板201与第二壁板202之间形成有仅供单排烟支通过的空间,烟支的两端分别朝向第一壁板201和第二壁板202,烟支的长度方向与第一壁板201以及第二壁板202互相垂直。导向板203的数量为两个,导向板203固定于第一壁板201的下侧板上,导向板203位于第一壁板201靠近第二壁板202的一侧,导向板203所在平面与第一壁板201的下侧板所在平面互相垂直,两个导向板203从上至下互相靠近,以引导烟支向下汇聚,本实施例中,两个导向板203与水平方向的夹角相等。第一壁板201的上侧板与第二壁板202均闭合时,第一壁板201与第二壁板202、两个导向板203形成仅供单排烟支叠放的叠放腔206,叠放腔206具有下开口,以使得叠放腔206内的烟支能够经叠放腔206的下开口滑出叠放腔206。
71.参照图2、3,为了使得烟支于叠放腔206内不易挤压变形,第一壁板201的上侧板上还设有导流块204,导流块204可以为平行四边形状块,也可以由两个等腰三角形块组成,本实施例中导流块204以由两个等腰三角形块组成为例进行介绍,两个等腰三角形块的底面互相重合。第一壁板201的上侧板上开设有通孔2011,导流块204上设有握持件205,握持件205包括握持部2051、穿设部2052、第一螺纹部2053和第二螺纹部2054,握持部2051、穿设部2052、第一螺纹部2053和第二螺纹部2054依次连接设置,穿设部2052的直径小于握持部2051的直径,第一螺纹部2053的直径小于穿设部2052的直径,第二螺纹部2054的直径小于第一螺纹部2053的直径。穿设部2052穿设于通孔2011内,第一螺纹部2053上螺纹连接有螺母207,螺母207与握持部2051配合加紧第一壁板201的上侧板,以将握持件205安装于第一壁板201的上侧板上。导流块204上加工有一螺纹孔2041,第一螺纹部2053螺纹连接于螺纹孔2041内,以将导流块204安装于第一壁板201的上侧板上。
72.参照图2,导烟机构300包括第一导烟壁板301、第二导烟壁板302、导烟侧板303和导烟芯板304。第一导烟壁板301固定于第一壁板201的下侧板上,第一导烟壁板301位于第一壁板201靠近第二壁板202的一侧。第二导烟壁板302可以固定于第一壁板201上,也可以枢接于第一壁板201上,本实施例中第二导烟壁板302以枢接于第一壁板201上为例进行介绍,第二导烟壁板302闭合时,第二导烟壁板302与第一导烟壁板301互相平行,第一导烟壁板301与第二导烟壁板302之间形成有仅供单排烟支通过的空间,烟支的两端分别朝向第一导烟壁板301和第二导烟壁板302,烟支的长度方向与第一导烟壁板301以及第二导烟壁板302互相垂直。导烟侧板303的数量为两个,两个导烟侧板303均位于第一导烟壁板301和第二导烟壁板302之间,两个导烟侧板303均通过螺钉固定于第一导烟壁板301上,导烟侧板303所在平面与第一导烟壁板301所在平面互相垂直,导烟侧板303的上端一一对应设于导向板203的下端的下侧,两个导烟侧板303从上至下互相靠近。导烟芯板304的数量可以根据烟盒容纳烟支的数量进行设定,本实施例导烟芯板304的数量以九个为例进行介绍,九个导烟芯板304呈扇形状设于两个导烟侧板303之间。第二导烟壁板302闭合时,第一导烟壁板301与第二导烟壁板302、导烟侧板303、导烟芯板304配合形成十个导烟通道305,十个烟支从叠放腔206的下开口处一一对应经过十个导烟通道305下降时彼此互相靠近。
73.参照图2、4,搅动机构400包括搅动棒410和驱动组件420,驱动组件420用于驱使搅动棒410转动,以搅动叠放腔206下开口处的烟支。两个搅动棒410对应于一个导烟通道305,相邻导烟通道305可以共用一个搅动棒410,也可以不共用一个搅动棒410,本实施例中,以相邻导烟通道305共用一个搅动棒410为例进行介绍,即导烟侧板303与导烟芯板304的上侧均一一对应设有搅动棒410。搅动棒410的一端贯穿第一壁板201的下侧板并延伸至叠放腔206的下开口处,搅动棒410的轴线与第一壁板201的下侧板互相垂直,搅动棒410与第一壁板201转动连接,搅动棒410可以为圆柱状,也可以为直棱柱状,本实施例中搅动棒410以圆柱状为例进行介绍。
74.在一个实施例中,为了增加搅动棒410的搅动效果,搅动棒410的外侧壁上具有多个搅动平面,多个搅动平面沿搅动棒410的周向均匀设置。
75.驱动组件420包括机座421、传动齿轮422、驱动齿条423和搅动驱动源424。机座421固定于第一壁板201远离第二壁板202的一侧,搅动棒410的另一端穿设于机座421上且与机座421转动连接,传动齿轮422一一对应套设于搅动棒410上且与搅动棒410固定连接,相邻
传动齿轮422不发生干涉,传动齿轮422位于机座421内。驱动齿条423滑移连接于机座421内,驱动齿条423与传动齿轮422互相啮合,搅动驱动源424固定于机座421上,搅动驱动源424可以为气缸,可以为直线电机,也可以为偏心电机,本实施例中搅动驱动源424以偏心电机为例进行介绍,偏心电机的输出轴上铰接有一连杆425,连杆425的一端与偏心电机的输出轴交接,另一端与驱动齿条423的一端铰接,以驱使驱动齿条423沿其长度方向滑动。
76.在一个实施例中,为了减小驱动齿条423于机座421内滑动的阻力,机座421内还转动连接有至少两个支撑轮426,两个支撑轮426位于驱动齿条423远离传动齿轮422的一侧,支撑轮426的外侧壁上开设有环槽4261,环槽4261供驱动齿条423的下侧嵌设,以使得驱动齿条423在滑动时不易相对支撑轮426的轴向与支撑轮426发生相对滑动。
77.参照图5、6,为了方便向烟仓200内加入烟支,烟支自动分组设备还包括加烟机构600,加烟机构600包括储烟组件610,储烟组件610包括基板611、储烟盖612和托烟板614。基板611固定于固定板101上,储烟盖612枢接于固定板101上,储烟盖612包括储烟面板6121、储烟侧板6122和储烟顶板6123,储烟侧板6122的数量为两个,两个储烟侧板6122分别固定于储烟面板6121的两侧边沿,储烟顶板6123固定于储烟面板6121的上侧边沿,储烟盖612闭合时,储烟面板6121与基板611互相平行,储烟盖612与基板611配合形成仅供单排烟支叠放的储烟腔613,储烟腔613具有一朝向烟仓200设置的出料口6131,叠放腔206具有一与出料口6131对应的上开口。托烟板614滑移连接于储烟盖612的下侧,以控制出料口6131的启闭。
78.储烟组件610还包括支撑板615;支撑板615的数量为两个,两个支撑板615分别设于储烟盖612的两侧,两个储烟侧板6122的侧壁上均固定有两个固定块61221,两个固定块61221固定于支撑板615上,以将储烟盖612固定于两个支撑板615之间。两个固定板101上均固定有朝向远离基板611的方向设置的延伸板102,两个支撑板615位于两个延伸板102之间,支撑板615的下侧穿设有销轴6154,销轴6154与支撑板615转动连接,销轴6154上依次套设有第一限位套6152和第二限位套6153,第一限位套6152的两端分别与支撑板615以及延伸板102抵接,第一限位套6152通过紧定螺钉固定于销轴6154上,第一限位套6152配合销轴6154夹紧支撑吧以使得支撑板615与销轴6154一起转动。第二限位套6153抵接于延伸板102远离支撑板615的一侧,第二限位套6153通过紧定螺钉固定于销轴6154上,以将支撑板615枢接于延伸板102上。
79.支撑板615上开设有第一长条孔6151,第一长条孔6151的长度方向呈水平设置,第一长条孔6151可以为长腰孔,也可以为矩形孔,本实施例中第一长条孔6151以长腰孔为例进行介绍。托烟板614的两端均固定有导向块6141,导向块6141穿设于第一长条孔6151内且沿第一长条孔6151的长度方向滑移,以使得托烟板614只沿第一长条孔6151的长度方向相对支撑板615滑移,而不与支撑板615发生相对转动。
80.为了方便控制托烟板614沿第一长条孔6151的长度方向滑移,加烟机构600还包括驱使托烟板614滑离出料口6131的动力组件620以及将托烟板614锁定于出料口6131处的锁定组件630。
81.动力组件620包括第一臂杆621、第二臂杆622和动力弹性件623。第一臂杆621的一端通过锁定件6211铰接于导向块6141上,本实施例中锁定件6211可以为螺钉,也可以为螺栓,第一臂杆621的一端开设有供锁定件6211的螺柱穿设并滑移的第二长条孔6212,第二长条孔6212可以为长腰孔,也可以为矩形孔,第二长条孔6212的长度方向与第一臂杆621的长
度方向互相平行。第一臂杆621的另一端通过铰接轴6213铰接于支撑板615的上侧,第二臂杆622的一端固定于第一臂杆621的另一端,第二臂杆622与第一臂杆621的夹角小于180
°
。动力弹性件623可以为弹力绳,也可以为拉簧,本实施例中动力弹性件623以拉簧为例进行介绍,动力弹性件623的一端与第二臂杆622的另一端固定,动力弹性件623的另一端固定于第一限位套6152上,以使得托烟板614保持有滑离出料口6131的趋势。
82.锁定组件630包括锁定钩631、挂接块632和锁定弹性件633。锁定钩631通过螺钉铰接于支撑板615上,挂接块632通过螺柱与螺母固定于第一臂杆621靠近支撑板615的一侧,挂接块632供锁定钩631挂接,以使得第一臂杆621不易在动力弹性件623的驱使下饶铰接轴6213转动,进而使得托烟板614不易滑离出料口6131。锁定弹性件633可以为弹力绳,也可以为拉簧,本实施例中锁定弹性件633以拉簧为例进行介绍,锁定弹性件633的一端固定于锁定钩631上,另一端固定于支撑板615上,以使得锁定钩631保持向靠近挂接块632的方向转动的趋势,使得在不受外力作用时,锁定钩631挂接于挂接块632上,以将托烟板614锁定于出料口6131处。
83.参照图7,为了使得储烟盖612闭合时在非人为操作时不易开启,固定板101上铰接有一锁定杆616,锁定杆616上开设有一挂接槽6161,储烟盖612闭合时,锁定杆616通过挂接槽6161挂接于铰接轴6213上,使得储烟盖612闭合时与基板611保持贴合。
84.本技术实施例一种烟支自动分组设备的实施原理为:旋转锁定杆616,使得锁定杆616与铰接轴6213分离,翻转打开储烟盖612,向储烟盖612与托烟板614形成空间装满烟支,烟支的长度方向与储烟面板6121垂直,随后翻转闭合储烟盖612,旋转锁定杆616使锁定杆616挂接于铰接轴6213上。然后拨动锁定钩631使其与挂接块632分离,动力弹性件623驱使托烟板614滑离出料口6131,烟支从储烟腔613内滑至烟仓200的叠放腔206内,烟支在导向板203的引导下向叠放腔206的下开口汇聚。将烟盒放置于导烟机构300的下侧,控制驱动组件420驱使搅动棒410转动,将叠放腔206的下开口处的烟支推至导烟机构300的导烟通道305内,烟支经导烟通道305从上向下滑动,多个烟支经导烟通道305向下滑动的过程中彼此相互靠近,当多个烟支滑出导烟通道305时相邻烟支彼此接触一起落入烟盒内完成收集。
85.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。