1.本发明涉及橡胶塞加工设备领域,具体为一种橡胶塞除边设备。
背景技术:
2.在橡胶塞的加工过程中,除边是后端生产工序中必不可少的加工过程。传统的橡胶塞除边主要依靠作业人员将带有橡胶塞的橡胶塞板放置在橡胶塞除边机工作平台的加工模具上,根据除边机的冲压工序进行冲压除边,实现橡胶塞分离橡胶塞板。传统的人工作业方式,由作业人员一个一个的放置橡胶塞板、去除废料,工作效率低,且作业人员在放置橡胶塞板、去除废料的过程中,手指易被压断,工作强度大、效率低、安全隐患大。
3.自动化生产为避免传统橡胶塞除边存在的问题提供了解决方案。现有的自动化设备,主要采用输送带传输橡胶塞板,作业人员将带有橡胶塞的橡胶塞板放置在输送带上,通过机械手将其抓取至橡胶塞除边机工作平台的加工模具上进行冲压。为提高橡胶塞成品的合格率,作业人员需要将橡胶塞板放置在特定位置才能保证冲压定位准确,若除边机对未定位过的橡胶塞板进行冲压,导致加工得到的橡胶塞成品的合格率低。可见,现有的自动化设备仍需要作业人员对每个橡胶塞板进行定位操作,工作效率低,且人工定位橡胶塞板无法确保橡胶塞成品的合格率。
4.针对上述技术问题,公布号为cn 110142765 a的中国发明专利公开了一种加工橡胶塞的方法、装置及系统,其采用的技术为:通过相机对待加工的橡胶塞板进行图像采集,得到橡胶塞板图像,根据橡胶塞板图像确定抓取点在相机坐标系下的抓取点坐标,获取相机坐标系与机械手工具坐标系之间的转换关系,根据转换关系和相机坐标系下的抓取点坐标确定抓取点在机械手工具坐标系下的抓取点坐标,根据机械手工具坐标系下的抓取点坐标调用机械手抓取待加工的橡胶塞板到指定的目标位置。通过机械手自动定位并抓取橡胶塞板至传输装置上指定的目标位置,再传输至除边机进行除边,使橡胶塞分离橡胶塞板。虽然该技术方案在一定程度上实现了全程无需作业人员手动操作、提高了工作效率、机械手自动定位相对于人工定位更准确、提高了橡胶塞成品的合格率等及时效果,但是仍然存在橡胶塞板抓取和放置过程复杂、仍然需要传输装置进行二次定位导致定位精度要求高以及需要单独设置除边机导致设备成本增加、橡胶塞除边后需要额外增加表面油膜的涂覆工序从而增加生产成本等缺陷。
技术实现要素:
5.本发明提出的橡胶塞除边设备,可将橡胶塞毛坯料模板组内的橡胶塞毛坯料逐个快速、精准地从堆码位置转移至除边工位,可以实现多个橡胶塞毛坯料模板组的一次性码垛、自动连续上料,同步完成橡胶塞毛坯料表面的涂油工作以及橡胶塞与周围连接料的分离工作,转移速度快、定位精度高,极大提升了生产效率和产品质量,简化生产工艺,降低生产成本。
6.为解决上述技术问题,本发明采用的一个技术方案是:提供一种橡胶塞除边设备,
包括给料工作台装置,用于成板的橡胶塞毛坯料的码放及连续进料;
7.位于给料工作台装置一侧的机械手抓取装置,用于自动抓取橡胶塞毛坯料并将橡胶塞毛坯料转移后放置于除边工位;
8.位于机械手抓取装置一侧的除边装置,除边装置包括基座床体、固定设置于基座床体顶面的模具组件和位于模具组件侧边的刷油装置,所述模具组件用于承接机械手抓取装置释放的橡胶塞毛坯料,所述刷油装置用于给放置于模具组件上的橡胶塞毛坯料表面刷油,并配合模具组件完成橡胶塞的除边操作。
9.进一步的,所述给料工作台装置包括工作台、分别设置于工作台内部的供料组件、模板堆码组件、固定设置于工作台顶面一侧的移位组件;
10.所述工料组件用于橡胶塞毛坯料模板组的堆码和递进上升,所述移位组件用于将空的模板从供料组件的位置转移至模板堆码组件的位置,所述模板堆码组件用于模板的堆码和递进下降。
11.进一步的,所述供料组件包括固定安装于工作台一侧内壁上的第一驱动电机、与第一驱动电机输出端传动连接的链轮传动组件、固定安装在链轮传动组件运动执行端的第一升降板,第一升降板滑动嵌装于安装台的侧壁内,用于堆码橡胶塞毛坯料模板组。
12.进一步的,所述移位组件包括垂直设置的移位安装板、固定安装于移位安装板一侧面上的减速电机、固定安装于移位安装板另一侧面上的直线导轨,所述减速电机的输出端传动连接有转动安装于移位安装板侧面上的同步带传送装置,所述同步带传送装置上固定连接有滑动安装于直线导轨上的移位抓手组件,所述移位抓手组件在供料组件的正上方位置与模板堆码组件的正上方位置之间往返移动。
13.进一步的,所述移位抓手组件包括移位托板、固定安装于移位托板一侧面上的导轨滑块和同步带卡子、固定安装于移位托板另一侧面上的吸盘固定支架、固定连接于吸盘固定支架末端的导套安装板;
14.所述导套安装板的顶面固定安装有气缸,所述气缸的输出端固定连接有位于导套安装板下方的吸盘安装板,所述吸盘安装板的底面上均匀设置有多个吸盘。
15.进一步的,所述机械手抓取装置包括地台、固定安装于地台顶部的机器人手臂、固定连接于机器人手臂末端的吸盘抓手组件;
16.所述吸盘抓手组件包括延长板、固定连接于延长板末端的吸盘连接件、固定连接于吸盘连接件底部的吸盘背板,所述吸盘背板的底面边缘处固定连接有吸盘橡胶垫,吸盘橡胶垫的底部固定连接有抓手盘面,所述抓手盘面的表面开设有与橡胶塞毛坯料上橡胶塞数量相同且位置相对应的吸气孔。
17.进一步的,所述模具组件包括模具安装座、固定安装于模具安装座上的模具,所述模具上开设有与橡胶塞毛坯料上橡胶塞数量相同其位置相对应的落料孔,落料孔与基座床体内部连通。
18.进一步的,所述基座床体的顶面还固定设置有位于模具顶面上方一侧的安全保护装置和废料清除装置。
19.进一步的,所述所述刷油装置包括机架、安装于机架内的升降装置、安装于升降装置顶部输出端的油轮组件;
20.所述油轮组件包括第二驱动电机、传动连接与第二驱动电机输出端的丝杆传动组
件、固定安装于丝杆传动组件执行端的前臂,所述前臂的末端转动安装有油辊;
21.所述机架的一侧固定设置有位于油辊下方的油箱,所述油箱的顶部转动安装有托辊。
22.同时,提供了一种基于所述橡胶塞除边设备的橡胶塞除边方法,主要包括以下步骤:
23.s10:供料组件工作,将堆码的橡胶塞毛坯料模板组递进上升一个堆码单位的高度,使位于最顶层的橡胶塞毛坯料模板组位于机械手抓取装置的抓取位置;
24.s20:机械手抓取装置工作,通过吸盘抓手组件将位于最外侧的橡胶塞毛坯料抓取,并将橡胶塞毛坯料转移后放置于模具上的除边工位上,而后机械手抓取装置复位至抓取位置;
25.s30:油刷装置工作,升降装置将油轮组件抬升一定的高度,第二驱动电机通过丝杆传动组件驱动油辊朝模具方向连续水平移动;
26.s40:油辊连续水平移动过程中,接触至橡胶塞毛坯料的顶面并连续碾压,使油辊上粘附的油液涂覆在橡胶塞毛坯料的表面,同时使处于突出状态的橡胶塞被下压而与周围的连接料分离并进入模具的落料孔内,而后油刷装置复位;
27.s50:基座床体上的废料清除装置将滞留于模具顶面上的连接料从模具表面移除;
28.s60:机械手抓取装置的吸盘抓手横向或纵向平移一个橡胶塞毛坯料放置单位距离,并循环执行步骤s20至步骤s50,直至一个橡胶塞毛坯料模板组上的所有橡胶塞毛坯料被抓取完毕;
29.s70:移位组件工作,移位抓手组件吸附抓取空的模板,减速电机通过同步带传送装置将空的模板从供料组件的正上方位置转移至模板堆码组件的正上方位置后释放,而后移动抓手组件复位至供料组件的正上方位置,模板堆码组件工作将堆码后的模板下降一个堆码单位的高度;
30.s80:重复执行步骤s10至步骤s70,直至供料组件内所有的橡胶塞毛坯料被抓取和除边完毕,且有的模板被抓取和堆码完毕。
31.与现有技术相比较,本发明的有益效果如下:
32.(1)本发明通过采用多轴机器人和设置在机器人手臂末端的吸盘转手组件,可将橡胶塞毛坯料模板组内的橡胶塞毛坯料逐个快速、精准地从堆码位置转移至除边工位,转移速度快、定位精度高,极大提升了生产效率和产品质量;
33.(2)本发明采用供料组件实现多个橡胶塞毛坯料模板组的堆码,并实现橡胶塞毛坯料模板组的逐个递进上升,通过移位组件实现空的模板的及时转移及放置,并通过模板堆码组件实现堆码后的模板的递进下降,从而可以实现多个橡胶塞毛坯料模板组的一次性码垛、自动连续上料,从而有效减少上下料的不必要工作时间,提升了生产效率;
34.(3)本发明通过采用刷油装置与模具的配合,在油辊连续水平移动的过程中连续碾压橡胶塞毛坯料的表面,同步完成橡胶塞毛坯料表面的涂油工作以及橡胶塞与周围连接料的分离工作,且可实现分离后的橡胶塞自动收集、废料自动清除,无需额外设置除边机,简化了生产工艺,降低了生产成本。
附图说明
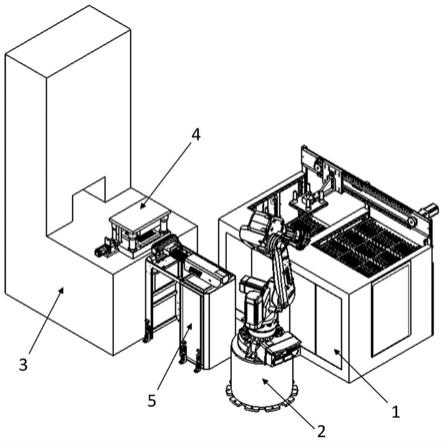
35.图1为本发明的立体结构示意图之一;
36.图2为本发明的立体结构示意图之二;
37.图3为本发明的俯视结构示意图;
38.图4为本发明所加工的橡胶塞的立体结构意图;
39.图5为本发明所应用的橡胶塞毛坯料的立体结构示意图;
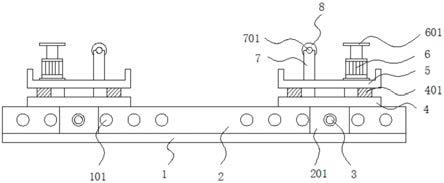
40.图6为所述给料工作台装置的立体结构示意图之一;
41.图7为所述给料工作台装置的立体结构示意图之二;
42.图8为所述给料工作台装置的主视结构示意图;
43.图9为所述给料工作台装置的俯视结构示意图;
44.图10为所述给料工作台装置的后视结构示意图;
45.图11为所述工作台的内部结构示意图之一;
46.图12为所述工作台的内部结构示意图之二;
47.图13为所述移位抓手组件的立体结构示意图之一;
48.图14为所述移位抓手组件的立体结构示意图之二;
49.图15为所述移位抓手组件的仰视结构示意图;
50.图16为所述机械手抓取装置的立体结构示意图;
51.图17为所述吸盘抓手组件的立体结构示意图之一;
52.图18为所述吸盘抓手组件的立体结构示意图之二;
53.图19为所述除边装置的立体结构示意图;
54.图20为所述刷油装置的立体结构示意图之一;
55.图21为所述刷油装置的立体结构示意图之二;
56.图22为所述刷油装置的内部结构示意图。
57.图中:1给料工作台装置、11工作台、12供料组件、121链轮轴、122链条、13模板堆码组件、14移位组件、141移位安装板、142减速电机、143直线导轨、144移位抓手组件、1441移位托板、1442导轨滑块、1443同步带卡子、1444吸盘固定支架、1445导套安装板、1446气缸、1447吸盘安装板、1448吸盘、15第一升降板、16光电开关、2机械手抓取装置、21地台、22机器人手臂、23吸盘抓手组件、231延长板、232吸盘连接件、233吸盘背板、234吸盘橡胶垫、235抓手盘面、236吸气孔、3基座床体、4模具组件、41模具安装座、42模具、43安全保护装置、5刷油组件、51机架、52升降装置、53油轮组件、531第二驱动电机、532丝杆传动组件、533前臂、534油辊、535油箱、536托辊、6模板。
具体实施方式
58.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
59.请参阅图1至图3,一种橡胶塞除边设备,包括给料工作台装置1、位于给料工作台装置1一侧(图中所示的前侧)的机械手抓取装置2、位于机械手抓取装置2一侧(图中所示的左侧)的除边装置。
60.给料工作台装置1用于成板的橡胶塞毛坯料(如图5所示)的码放及连续进料。如图
6至图10所示,所述给料工作台装置1包括工作台11、分别设置于工作台11内部的供料组件12、模板堆码组件13、固定设置于工作台11顶面一侧的移位组件14。其中,工作台11为金属板材焊接而成的方形壳体结构,其内部空腔被纵、横两个隔板分隔成四个独立空间,前侧两个空间较小、后侧两个空间大且顶部开口,右侧两个独立空间用于安装供料组件2,左侧两个独立空间用于安装模板堆码组件13。
61.如图11和图12所示,所述供料组件12包括固定安装于工作台11一侧(图中所示右前侧)内壁上的第一驱动电机(图中未示出)、与第一驱动电机输出端传动连接的链轮传动组件、固定安装在链轮传动组件运动执行端的第一升降板15,第一升降板15滑动嵌装于安装台11的侧壁内,用于堆码橡胶塞毛坯料模板组。具体的,工作台11右前侧的空间内壁的顶部和底部分别转动安装有两根水平设置的链轮轴121,两根链轮轴121的两端均固定连接有链轮,且工作台11的右后侧的空间内壁的顶部和底部分别转动安装有链轮,位于同一侧的四个链轮通过链条122传动连接,且链条在工作台11的右后侧的空间内呈垂直分布。第一升降板15固定连接在链条的垂直段,且工作台1的侧壁上开设有垂直分布的导向槽,第一升降板15的侧面中部滑动嵌装在导向槽内。第一驱动电机采用步进电动机,并通过两级链轮传动结构与位于顶部的一根链轮轴121传动连接,当第一驱动电机正向转动时,可驱动链条122带动第一升降板15沿垂直方向步进升降,从而实现堆码于第一升降板15上的橡胶塞毛坯料模板组的递进上升供料,以及所有橡胶塞毛坯料模板组抓取完毕后,重新补充新的橡胶塞毛坯料模板组并逐层堆码后第一升降板15的步进回落复位。
62.模板堆码组件13的结构组成和安装形式与供料组件12的相同,用于空的模板6的堆码和递进下降。本实施例中,模板6为九宫格式的方形板结构,其表面可同时均匀阵列分布3*3个堆码橡胶塞毛坯料,从而形成橡胶塞毛坯料模板组。工作台11的背面顶部设置有光电开关16,用于供料组件12和模板堆码组件13升降运动行程极限位置的监控。
63.移位组件14用于将空的模板6从供料组件12的位置转移至模板堆码组件13的位置。移位组件14包括垂直设置于工作台11顶面后侧边缘处的移位安装板141、固定安装于移位安装板141一侧面(图中所示后侧面)上的减速电机142、固定安装于移位安装板141另一侧面(图中所示前侧面)上的直线导轨143,减速电机142的输出端传动连接有转动安装于移位安装板141侧面上并水平布置的同步带传送装置,同步带传送装置上固定连接有滑动安装于直线导轨143上的移位抓手组件144。减速电机142采用步进减速电动机,通过正转/反转固定的角度通过同步带传送装置驱动移位抓手组件144在供料组件12的正上方位置与模板堆码组件13的正上方位置之间往返移动。
64.如图13至图15,移位抓手组件144包括移位托板1441、固定安装于移位托板1441一侧面上的导轨滑块1442和同步带卡子1443、固定安装于移位托板1441另一侧面上的吸盘固定支架1444、固定连接于吸盘固定支架1444末端的导套安装板1445。移位托板1441为方形金属板,其侧面顶部和底部各固定安装两个导轨滑块1442,并分别平行地滑动安装在直线导轨143上。移动托板1441的侧面中部固定安装有两个同步带卡子1443,通过同步带卡子1443使得移动托板1441与同步带传送装置的同步带水平段上。减速电机142工作时,通过同步带传送装置驱动移动托板1441往复水平移动。
65.吸盘固定支架1444和导套安装板1445均水平设置,导套安装板1445的顶面中心处固定安装有气缸1446,气缸1446的输出端固定连接有位于导套安装板1445下方的吸盘安装
板1447。吸盘安装板1447为方形金属板,其底面四角上各设置有一个吸盘1448。导套安装板1445的顶面四角各设置一个导向套筒,吸盘安装板1447的顶面上固定设置有与导向套筒相匹配的导向柱,用于吸盘安装板1447升降位移的垂向导向。在供料组件12的正上方位置,气缸1446正向工作且伸缩杆伸出,与外部气体负压装置相连接的四个吸盘1448同时吸附空的模板6的表面,可完成模板6的抓取;继而,气缸1446反向工作,将模板6垂直抬起;通过移动托板1441的水平移动,将模板6由供料组件12的正上方位置转移至模板堆码组件13的正上方位置;气缸1446再次正向工作,将模板6下降至堆码位置,四个吸盘1448的负气压同时停止,完成模板6在模板堆码组件13处的堆码。
66.机械手抓取装置2用于自动抓取橡胶塞毛坯料并将橡胶塞毛坯料转移后放置于除边工位。如图16至图18所示,机械手抓取装置2包括地台21、固定安装于地台21顶部的机器人手臂22、固定连接于机器人手臂22末端的吸盘抓手组件23。其中,机器人手臂22采用现有的多轴机器人,可完成快速、高精度的位置定位和位置偏移,实现吸盘抓手组件23的可靠抓取和释放操作。
67.吸盘抓手组件23包括延长板231、固定连接于延长板231末端的吸盘连接件232、固定连接于吸盘连接件232底部的吸盘背板233,吸盘背板233的底面边缘处固定连接有吸盘橡胶垫234,吸盘橡胶垫234的底部固定连接有抓手盘面235,抓手盘面235的表面开设有与橡胶塞毛坯料上橡胶塞数量相同且位置相对应的吸气孔236。吸盘背板233和抓手盘面235通过吸盘橡胶垫234密封连接,且内部腔体通过吸盘连接件232与外部负压系统连通。当抓手盘面235的吸气孔236对应地扣在橡胶塞毛坯料的顶面呈凸起状态的橡胶塞上时,内部腔体形成密闭负压并将橡胶塞毛坯料吸附抓取;机器人手臂22将吸盘抓手组件23水平转移至除边工位。
68.如图19所示,所述除边装置包括基座床体3、固定设置于基座床体3顶面的模具组件4和位于模具组件4侧边的刷油装置5。其中,基座床体3为方形壳体结构,其内部空腔用于暂存从橡胶塞毛坯料分离出来的橡胶塞。
69.模具组件4用于承接机械手抓取装置2释放的橡胶塞毛坯料。模具组件4包括模具安装座41、固定安装于模具安装座41上的模具42,模具42上开设有与橡胶塞毛坯料上橡胶塞数量相同其位置相对应的落料孔,落料孔与基座床体3内部连通。机器人手臂22将吸盘抓手组件23水平转移至除边工位时,抓手盘面235底面上吸附的橡胶塞毛坯料正好位于模具42的正上方,且橡胶塞毛坯料上橡胶塞的分布位置与模具42上的落料孔分布位置相对应;吸盘抓手组件23内的负气压停止供应,则橡胶塞毛坯料被释放至模具42上。
70.刷油装置5用于给放置于模具组件4上的橡胶塞毛坯料表面刷油,并配合模具组件4完成橡胶塞的除边操作。如图20至图22,所述刷油装置5包括机架51、安装于机架51内的升降装置52、安装于升降装置52顶部输出端的油轮组件53。升降装置52采用步进电机驱动的丝杠传动模组,并在支架51的内部一侧垂向设置,其动力执行端固定安装有滑台,滑台的侧面固定连接有垂向设置的支撑板,油轮组件53设置在支撑板的顶部,通过升降装置52实现油轮组件53的上升或下降。
71.油轮组件53包括第二驱动电机531、传动连接与第二驱动电机531输出端的丝杆传动组件532、固定安装于丝杆传动组件532执行端的前臂533,前臂533的末端转动安装有油辊534。第二驱动电机531也采用步进电动机,并固定安装在支撑板的侧面,丝杆传动组件
532也采用丝杠传动模组并固定安装在支撑板的顶面。第二驱动电机531正转/反转时,可通过丝杆传动组件532驱动前臂533和油辊534同步朝模具42移动或远离模具42。
72.在吸盘抓手组件23将橡胶塞毛坯料放置在模具42上的除边工位后,机器人手臂22带动吸盘抓手组件23复位,准备进行下一个橡胶塞毛坯料的抓取操作。此时第二驱动电机531正向工作,通过丝杆传动组件532驱动油辊534朝着模具42连续水平移动,在油辊534移动至橡胶塞毛坯料边缘正上方时,升降装置52工作,驱动油轮组件53整体下移一定距离,使油辊534在连续水平移动过程中连续碾压橡胶塞毛坯料的表面并施加一定的压力,同步完成橡胶塞毛坯料表面的涂油工作以及橡胶塞与周围连接料的分离工作;分离后的橡胶塞被压入模具42的落料孔内,进而落入基座床体3的空腔内进行收集。
73.机架51的一侧固定设置有位于油辊534下方的油箱535,用于存储橡胶塞表面涂覆的油液。油箱535的顶部转动安装有托辊536,托辊536的底部沉浸于油液内;机架51的侧面设置有驱动托辊536转动的电机驱动装置(图中未示出),电机驱动装置驱动托辊536连续转动,实现托辊536表面油液的均匀涂覆。当油辊534与模具配合完成橡胶塞的分离后,升降装置52反向工作,使油轮组件53抬升至初始高度,第二驱动电机531反向工作,通过丝杆传动组件532驱动油辊534远离模具42并移动至托辊536的顶部;转动状态的托辊536驱动油辊534同步转动,将托辊536表面的油液均匀地涂覆在油辊534的表面。机架51的侧面底端固定设置有若干各高度可调的地脚,用于调整机架51的水平度及油辊534的工作高度。
74.优选的,基座床体3的顶面还固定设置有位于模具42顶面上方一侧的安全保护装置43和废料清除装置(图中未示出)。安全保护装置43采用光电传感器组件,用于检测模具42方放置的橡胶塞毛坯料的上方是否有其它物体(比如人手,或者因前次除边后残余废料未及时清理而造成新的橡胶塞毛坯料高度异常);若安全保护装置43检测正常,则有刷油组件5正常工作;若安全保护装置43检测异常,则刷油组件5暂停工作并报警。废料清除装置采用电动伸缩杆装置,伸缩杆的末端底部固定连接有耧耙,伸缩杆伸出时,耧耙作用于橡胶塞毛坯料去除橡胶塞后的圆孔内,伸缩杆回缩,则废料由模具42上被拉出,至模具42外侧后自然掉落,自动完成废料的清理过程。
75.与本橡胶塞除边设备相对应的橡胶塞除边方法,主要包括以下步骤:
76.s10:供料组件工作,将堆码的橡胶塞毛坯料模板组递进上升一个堆码单位的高度,使位于最顶层的橡胶塞毛坯料模板组位于机械手抓取装置的抓取位置;
77.s20:机械手抓取装置工作,通过吸盘抓手组件将位于最外侧的橡胶塞毛坯料抓取,并将橡胶塞毛坯料转移后放置于模具上的除边工位上,而后机械手抓取装置复位至抓取位置;
78.s30:油刷装置工作,升降装置将油轮组件抬升一定的高度,第二驱动电机通过丝杆传动组件驱动油辊朝模具方向连续水平移动;
79.s40:油辊连续水平移动过程中,接触至橡胶塞毛坯料的顶面并连续碾压,使油辊上粘附的油液涂覆在橡胶塞毛坯料的表面,同时使处于突出状态的橡胶塞被下压而与周围的连接料分离并进入模具的落料孔内,而后油刷装置复位;
80.s50:基座床体上的废料清除装置将滞留于模具顶面上的连接料从模具表面移除;
81.s60:机械手抓取装置的吸盘抓手横向或纵向平移一个橡胶塞毛坯料放置单位距离,并循环执行步骤s20至步骤s50,直至一个橡胶塞毛坯料模板组上的所有橡胶塞毛坯料
被抓取完毕;
82.s70:移位组件工作,移位抓手组件吸附抓取空的模板,减速电机通过同步带传送装置将空的模板从供料组件的正上方位置转移至模板堆码组件的正上方位置后释放,而后移动抓手组件复位至供料组件的正上方位置,模板堆码组件工作将堆码后的模板下降一个堆码单位的高度;
83.s80:重复执行步骤s10至步骤s70,直至供料组件内所有的橡胶塞毛坯料被抓取和除边完毕,且有的模板被抓取和堆码完毕。
84.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。