1.本发明涉及卫生纸生产技术领域,尤其涉及一种多面压花纸巾工艺流程及设备。
背景技术:
2.生活用纸,是指为照顾个人居家、外出等所使用的各类卫生擦拭用纸,目前市场上的生活用纸种类繁多,包括卷筒卫生纸、抽取式卫生纸、盒装面纸、袖珍面纸、餐巾纸、厨房纸巾等等。一张生活用纸,它可以由单层或多层组成,其纸面上通常压制有压花,该压花可以是触点或各式图案。压花的主要作用是:美观作用;增加纸品的柔软度和蓬松度;提高纸品的吸水能力;压花后的纸不容易分开,防止分层。现有技术中,对压花工艺中的纸巾压花的清晰度和压花深度不能精确控制,导致生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的情况。
技术实现要素:
3.为此,本发明提供一种多面压花纸巾工艺流程及设备,用以克服现有技术中生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
4.为实现上述目的,本发明提供一种多面压花纸巾工艺流程,其特征在于,包括,步骤a,将纸巾输送至烘干机进行烘干;步骤b,中控单元控制雾化装置对纸巾进行雾化并控制压花辊对纸巾进行压花;步骤c,烘干,收卷制得成品;在步骤b中,在进行压花时,所述中控单元将实际纸巾厚度q与预设纸巾厚度进行比对以选择压花辊之间的间距和雾化速率,在所述中控单元控制所述压花辊对纸巾进行压花后,所述中控单元将纸巾压花的实际清晰度e与预设纸巾压花清晰度范围e0做比对,设定e0(emin,emax),其中,emin为预设纸巾压花清晰度范围最小值,emax为预设纸巾压花清晰度范围最大值,若所述中控单元判定纸巾压花的实际清晰度e不符合标准,所述中空单元计算清晰度差值
△
e与预设清晰度差值做比对以选择雾化速率调节系数对雾化装置的雾化速率进行调节,若所述中控单元判定压花的实际清晰度e符合标准,所述中控单元判定实际压花深度f与预设压花深度范围f0做比对,设定f0(fmin,fmax),其中,fmin为预设压花深度范围最小值,fmax为预设压花深度范围最大值,若所述中控单元判定纸巾压花的实际深度f不符合标准,所述中控单元计算压花深度差值
△
f与预设压花深度差值做比对以选择压花辊调节参数对压花辊距离进行调节,若所述中控单元判定实际压花深度f符合标准,所述中控单元判定压花步骤完成并进行下一步骤;所述压花清晰度由视频拍摄装置拍摄测得,所述压花深度由超声波检测装置测得。
5.进一步地,所述中控单元预设有第一纸巾厚度a1、第二纸巾厚度a2、第三纸巾厚度
a3和第四纸巾厚度a4,所述中控单元根据纸巾厚度选择对应的雾化装置的雾化速率v和压花辊间距d,当所述中空单元判定所述纸巾厚度为ai时,设定i=1,2,3,4,所述中控控单元将雾化装置的雾化速率设置为vi,将压花辊间距设置为di。
6.进一步地,在步骤b中,当所述中控单元完成对雾化装置的雾化速率v和压花辊间距d的选择后,所述中控单元利用视频拍摄装置拍摄的压花清晰度并将其设置实际压花清晰度e,设置完成时,所述中控单元将实际压花清晰度e与预设压花清晰度范围做比对,若e∈e0,所述中控单元判定压花清晰度符合标准,若e
∉
e0,所述中控单元判定压花清晰度不符合标准,所述中控单元计算压花清晰度差值
△
e并根据该差值选择增大或减小雾化装置的雾化速率。
7.进一步地,所述中控单元预设有第一压花清晰度差值
△
e1、第二压花清晰度差值
△
e2、第三压花清晰度差值
△
e、第一雾化速率调节系数α1、第二雾化速率调节系数α2、第三雾化速率调节系数是α3和第四雾化速率调节系数α4;当e>emax时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e=e
‑
emax;当
△
e<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e1≤
△
e<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e2≤
△
e<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机减小雾化装置的雾化速率v至对应值;当e<emin时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e’=emin
‑
e;当
△
e’<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e1≤
△
e’<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e2≤
△
e’<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e’≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机增加雾化装置的雾化速率v至对应值;所述中控单元将调节后的雾化装置的雾化速率记为v’,设定v’=v
×
αi,i=1,2,3,4。
8.进一步地,当所述中控单元判定e∈e0时,所述中控单元利用超声波检测装置实时检测压花深度并将其设置为实际压花深度f,设置完成后,所述中控单元将实际压花深度f与预设压花深度范围f0做比对,若f∈f0,所述中控判定实际压花深度f符合标准,若f
∉
f0,所述中控单元判定实际压花深度f不符合标准,所述中控单元计算压花深度差值
△
f并根据该差值选择增大或减少压花辊间距。
9.进一步地,所述中控单元预设有第一压花深度差值
△
f1、第二压花深度差值
△
f2、第三压花深度差值
△
f3、第一压花辊间距调节系数β1、第二压花辊间距调节系数β2、第三压花辊间距调节系数β3和第四压花辊间距调节系数β4;当f>fmax时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f,设定
△
f=f
‑
fmax;当
△
f<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机减小压花辊间距至对应值;当
△
f1≤
△
f<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机减小压花辊间距至对应值;当
△
f2≤
△
f<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机减小压花辊间距至对应值;当
△
f≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机减小压花辊间距至对应值;当f<fmin时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f’,设定
△
f’=fmin
‑
f;当
△
f’<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机增加压花辊间距至对应值;当
△
f1≤
△
f’<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机增加压花辊间距至对应值;当
△
f2≤
△
f’<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机增加压花辊间距至对应值;当
△
f’≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机增加压花辊间距至对应值;所述中控单元将调节后的压花辊间距记为d’,设定d’=d
×
βi,i=1,2,3,4。
10.进一步地,在步骤b中,所述中控单元完成对实际压花清晰度e和实时压花深度f的判定时,若e∈e0且f∈f0,所述中控模块判定压花工艺完成并对纸巾进行收卷。
11.进一步地,所述中控单元预设有最大调节次数n0和最大压花辊调节距离
△
dmax,当所述中控单元完成一次调节时,所述中控单元将调节次数记为n=1,当n=n0或
△
d=
△
dmax时,若e
∉
e0或f=f0,所述中控单元将重新确定雾化装置雾化速率或压花辊间距。
12.进一步地,所述压花辊间
△
d的计算公式为:
△
d=|d
’‑
d|式中,d’表示调节后的压花辊间距,d表示预设压花辊间距。
13.进一步地,一种多面压花纸巾工艺流程的设备,包括,输送辊,其用于输送纸巾;烘干机,其用于将纸巾烘干;雾化装置,其设置有用于将水雾化的泵机和雾化喷头,所述雾化装置可以对雾化速率进行调节;压花辊,其设置有电机、第一压花辊和第二压花辊用以对雾化后的纸巾进行压花,所述电机用以调节第一压花辊和第二压花辊的间距,所述第一压花辊上设置有凸起,所述
第二压花辊设置有与第一压花辊凸起相对应的凹槽。
14.视频拍摄装置,其用于检测纸巾压花的清晰度;超声波检测装置,其用于检测纸巾压花的深度;烘干收卷机,其用于将压花完成的纸巾进行烘干收卷;中控单元,其与雾化装置、压花辊、视频拍摄装置和超声波检测装置相连用以控制设备运行。
15.与现有技术相比,本发明的有益效果在于,在进行压花时,所述中控单元将实际纸巾厚度q与预设纸巾厚度进行比对以选择压花辊之间的间距和雾化速率,所述中控单元将纸巾压花的实际清晰度e与预设纸巾压花清晰度范围e0做比对,若所述中控单元判定纸巾压花的实际清晰度e不符合标准,所述中空单元计算清晰度差值
△
e与预设清晰度差值做比对以选择雾化速率调节系数对雾化装置的雾化速率进行调节,若所述中控单元判定压花的实际清晰度e符合标准,所述中控单元判定实际压花深度f与预设压花深度范围f0做比对,若所述中控单元判定纸巾压花的实际深度f不符合标准,所述中控单元计算压花深度差值
△
f与预设压花深度差值做比对以选择压花辊调节参数对压花辊距离进行调节,通过精准的控制纸巾压花的清晰度和纸巾压花的深度,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
16.进一步地,所述中控单元根据不同的纸巾厚度选择对应的雾化装置的雾化速率和压花辊间,通过精确选择雾化装置的雾化速率和压花辊间,可以满足不同纸巾对压花深度和清晰度的需求,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
17.进一步地,所述中控单元预设有压花清晰度差值,当中控单元判定压花清晰度不符合标准时,所述中控单元计算压花清晰度差值并根据该差值选择增大或减小雾化装置的雾化速率,通过精准把控雾化速率,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
18.进一步地,所述中控单元预设有压花深度差值,当中控单元判定压花深度不符合标准时,所述中控单元计算压花深度差值并根据该差值选择增大或减少压花辊间距,通过精准把控压花辊间距,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
19.进一步地,所述中控单元预设有最大调节次数n0和最大压花辊调节距离
△
dmax,当所述中控单元完成一次调节时,所述中控单元将调节次数记为n=1,当n=n0或
△
d=
△
dmax时,若e
∉
e0或f=f0,所述中控单元将雾化装置雾化速率或压花辊间距,通过重新确定雾化装
置雾化速率或压花辊间距,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
20.进一步地,一种多面压花纸巾工艺流程的设备,包括,输送辊、烘干机、雾化装置、压花辊、视频拍摄装置、超声波检测装置、烘干收卷机和中控单元,通过利用本发明的设备,可以保证纸巾压花的质量,提升纸巾美观度,提升制品的柔软度和蓬松度,提升纸品的吸水能力,可以有效解决生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。
附图说明
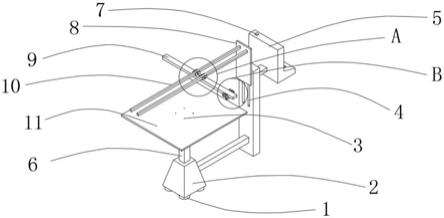
21.图1为本发明所述一种多面压花纸巾工艺流程的流程示意图;图2为本发明所述一种多面压花纸巾工艺设备示意图;图3为本发明所述一种多面压花纸巾工艺设备压花辊结构示意图。
[0022]1‑
雾化装置,2
‑
电机,3
‑
第一压花辊,4
‑
视频拍摄装置,5
‑
超声波检测装置,6
‑
烘干收卷机,7
‑
输送辊,8
‑
烘干机,9
‑
第二压花辊,10
‑
第一限位块,11
‑
第二限位块。
具体实施方式
[0023]
为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
[0024]
下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
[0025]
需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0026]
此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
[0027]
请参阅图1所示,一种多面压花纸巾工艺流程,其特征在于,包括,步骤a,将纸巾输送至烘干机进行烘干;步骤b,中控单元控制雾化装置对纸巾进行雾化并控制压花辊对纸巾进行压花;步骤c,烘干,收卷制得成品;在步骤b中,在进行压花时,所述中控单元将实际纸巾厚度q与预设纸巾厚度进行比对以选择压花辊之间的间距和雾化速率,在所述中控单元控制所述压花辊对纸巾进行压花后,所述中控单元将纸巾压花的实际清晰度e与预设纸巾压花清晰度范围e0做比对,设定
e0(emin,emax),其中,emin为预设纸巾压花清晰度范围最小值,emax为预设纸巾压花清晰度范围最大值,若所述中控单元判定纸巾压花的实际清晰度e不符合标准,所述中空单元计算清晰度差值
△
e与预设清晰度差值做比对以选择雾化速率调节系数对雾化装置的雾化速率进行调节,若所述中控单元判定压花的实际清晰度e符合标准,所述中控单元判定实际压花深度f与预设压花深度范围f0做比对,设定f0(fmin,fmax),其中,fmin为预设压花深度范围最小值,fmax为预设压花深度范围最大值,若所述中控单元判定纸巾压花的实际深度f不符合标准,所述中控单元计算压花深度差值
△
f与预设压花深度差值做比对以选择压花辊调节参数对压花辊距离进行调节,若所述中控单元判定实际压花深度f符合标准,所述中控单元判定压花步骤完成并进行下一步骤;所述压花清晰度由视频拍摄装置拍摄测得,所述压花深度由超声波检测装置测得。
[0028]
具体而言,所述中控单元预设有第一纸巾厚度a1、第二纸巾厚度a2、第三纸巾厚度a3和第四纸巾厚度a4,所述中控单元根据纸巾厚度选择对应的雾化装置的雾化速率v和压花辊间距d,当所述中空单元判定所述纸巾厚度为ai时,设定i=1,2,3,4,所述中控控单元将雾化装置的雾化速率设置为vi,将压花辊间距设置为di。
[0029]
具体而言,在步骤b中,当所述中控单元完成对雾化装置的雾化速率v和压花辊间距d的选择后,所述中控单元利用视频拍摄装置拍摄的压花清晰度并将其设置实际压花清晰度e,设置完成时,所述中控单元将实际压花清晰度e与预设压花清晰度范围做比对,若e∈e0,所述中控单元判定压花清晰度符合标准,若e
∉
e0,所述中控单元判定压花清晰度不符合标准,所述中控单元计算压花清晰度差值
△
e并根据该差值选择增大或减小雾化装置的雾化速率。
[0030]
进一步地,所述中控单元预设有第一压花清晰度差值
△
e1、第二压花清晰度差值
△
e2、第三压花清晰度差值
△
e、第一雾化速率调节系数α1、第二雾化速率调节系数α2、第三雾化速率调节系数是α3和第四雾化速率调节系数α4;当e>emax时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e=e
‑
emax;当
△
e<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e1≤
△
e<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e2≤
△
e<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机减小雾化装置的雾化速率v至对应值;当e<emin时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e’=emin
‑
e;当
△
e’<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e1≤
△
e’<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电
机增加雾化装置的雾化速率v至对应值;当
△
e2≤
△
e’<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e’≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机增加雾化装置的雾化速率v至对应值;所述中控单元将调节后的雾化装置的雾化速率记为v’,设定v’=v
×
αi,i=1,2,3,4。
[0031]
具体而言,当所述中控单元判定e∈e0时,所述中控单元利用超声波检测装置实时检测压花深度并将其设置为实际压花深度f,设置完成后,所述中控单元将实际压花深度f与预设压花深度范围f0做比对,若f∈f0,所述中控判定实际压花深度f符合标准,若f
∉
f0,所述中控单元判定实际压花深度f不符合标准,所述中控单元计算压花深度差值
△
f并根据该差值选择增大或减少压花辊间距。
[0032]
具体而言,所述中控单元预设有第一压花深度差值
△
f1、第二压花深度差值
△
f2、第三压花深度差值
△
f3、第一压花辊间距调节系数β1、第二压花辊间距调节系数β2、第三压花辊间距调节系数β3和第四压花辊间距调节系数β4;当f>fmax时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f,设定
△
f=f
‑
fmax;当
△
f<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机减小压花辊间距至对应值;当
△
f1≤
△
f<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机减小压花辊间距至对应值;当
△
f2≤
△
f<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机减小压花辊间距至对应值;当
△
f≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机减小压花辊间距至对应值;当f<fmin时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f’,设定
△
f’=fmin
‑
f;当
△
f’<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机增加压花辊间距至对应值;当
△
f1≤
△
f’<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机增加压花辊间距至对应值;当
△
f2≤
△
f’<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机增加压花辊间距至对应值;当
△
f’≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机增加压花辊间距至对应值;所述中控单元将调节后的压花辊间距记为d’,设定d’=d
×
βi,i=1,2,3,4。
[0033]
具体而言,在步骤b中,所述中控单元完成对实际压花清晰度e和实时压花深度f的判定时,若e∈e0且f∈f0,所述中控模块判定压花工艺完成并对纸巾进行收卷。
[0034]
具体而言,所述中控单元预设有最大调节次数n0和最大压花辊调节距离
△
dmax,
当所述中控单元完成一次调节时,所述中控单元将调节次数记为n=1,当n=n0或
△
d=
△
dmax时,若e
∉
e0或f=f0,所述中控单元将重新确定雾化装置雾化速率或压花辊间距。
[0035]
具体而言,所述压花辊间
△
d的计算公式为:
△
d=|d
’‑
d|式中,d’表示调节后的压花辊间距,d表示预设压花辊间距。
[0036]
请参照图2
‑
3,一种多面压花纸巾工艺流程的设备,包括,输送辊7,其用于输送纸巾;烘干机8,其用于将纸巾烘干;雾化装置1,其设置有用于将水雾化的泵机和雾化喷头,所述雾化装置可以对雾化速率进行调节;压花辊,其设置有电机2、第一压花辊3和第二压花辊9用以对雾化后的纸巾进行压花,所述电机2用以调节第一压花辊3和第二压花辊9的间距,所述第一压3花辊上设置有凸起,所述第二压花辊9设置有与第一压花辊凸起相对应的凹槽。
[0037]
视频拍摄装置4,其用于检测纸巾压花的清晰度;超声波检测装置5,其用于检测纸巾压花的深度;烘干收卷机6,其用于将压花完成的纸巾进行烘干收卷;中控单元(图中未画出),其与雾化装置、压花辊、视频拍摄装置和超声波检测装置相连用以控制设备运行。
[0038]
具体而言,当对纸巾进行印花时,输送辊7将纸巾输送至烘干机8中以对纸巾进行烘干,烘干完成后将中控单元控制雾化装置1对纸巾进行雾化以使纸巾湿润方便对纸巾进行压花,雾化后的纸巾可以提升纸巾的柔软度以便于对纸巾进行压花,雾化完毕后,中控单元控制电机2将第一压花辊调整与第二压花辊9之间的间距以对纸巾进行压花,压花完成时,中控单元根据视频拍摄装置4拍摄的印花清晰度以判断压花清晰度是否符合标准,若压花清晰度不符合标准,中控单元将调整雾化装置1的雾化速率,中控单元根据超声波检测装置5检测的压花深度以判断压花深度是否符合标准,若压花深度不符合标准,中控单元将控制电机2调节第一压花辊调整与第二压花辊9之间的间距,当中控单元判定压花清晰度符合标准和压花深度符合标准时,中控单元判断压花工艺完成,压花工艺后将压花完成的纸巾输送至烘干收卷机6进行烘干、收卷以制备成品,在进行压花时,在每一层纸中间加一层涂布层,涂布层的胶水是高聚糖化合物水溶液。
[0039]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
[0040]
以上所述仅为本发明的优选实施例,并不用于限制本发明;对于本领域的技术人员来说,本发明可以有各种更改和变化。 凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。