技术特征:
1.一种多面压花纸巾工艺流程,其特征在于,包括,步骤a,将纸巾输送至烘干机进行烘干;步骤b,中控单元控制雾化装置对纸巾进行雾化并控制压花辊对纸巾进行压花;步骤c,烘干,收卷制得成品;在步骤b中,在进行压花时,所述中控单元将实际纸巾厚度q与预设纸巾厚度进行比对以选择压花辊之间的间距和雾化速率,在所述中控单元控制所述压花辊对纸巾进行压花后,所述中控单元将纸巾压花的实际清晰度e与预设纸巾压花清晰度范围e0做比对,设定e0(emin,emax),其中,emin为预设纸巾压花清晰度范围最小值,emax为预设纸巾压花清晰度范围最大值,若所述中控单元判定纸巾压花的实际清晰度e不符合标准,所述中空单元计算清晰度差值
△
e与预设清晰度差值做比对以选择雾化速率调节系数对雾化装置的雾化速率进行调节,若所述中控单元判定压花的实际清晰度e符合标准,所述中控单元判定实际压花深度f与预设压花深度范围f0做比对,设定f0(fmin,fmax),其中,fmin为预设压花深度范围最小值,fmax为预设压花深度范围最大值,若所述中控单元判定纸巾压花的实际深度f不符合标准,所述中控单元计算压花深度差值
△
f与预设压花深度差值做比对以选择压花辊调节参数对压花辊距离进行调节,若所述中控单元判定实际压花深度f符合标准,所述中控单元判定压花步骤完成并进行下一步骤;所述压花清晰度由视频拍摄装置拍摄测得,所述压花深度由超声波检测装置测得。2.根据权利要求1所述的多面压花纸巾工艺流程,其特征在于,所述中控单元预设有第一纸巾厚度a1、第二纸巾厚度a2、第三纸巾厚度a3和第四纸巾厚度a4,所述中控单元根据纸巾厚度选择对应的雾化装置的雾化速率v和压花辊间距d,当所述中空单元判定所述纸巾厚度为ai时,设定i=1,2,3,4,所述中控控单元将雾化装置的雾化速率设置为vi,将压花辊间距设置为di。3.根据权利要求2所述的多面压花纸巾工艺流程,其特征在于,在步骤b中,当所述中控单元完成对雾化装置的雾化速率v和压花辊间距d的选择后,所述中控单元利用视频拍摄装置拍摄的压花清晰度并将其设置实际压花清晰度e,设置完成时,所述中控单元将实际压花清晰度e与预设压花清晰度范围做比对,若e∈e0,所述中控单元判定压花清晰度符合标准,若e
∉
e0,所述中控单元判定压花清晰度不符合标准,所述中控单元计算压花清晰度差值
△
e并根据该差值选择增大或减小雾化装置的雾化速率。4.根据权利要求2所述的多面压花纸巾工艺流程,其特征在于,所述中控单元预设有第一压花清晰度差值
△
e1、第二压花清晰度差值
△
e2、第三压花清晰度差值
△
e、第一雾化速率调节系数α1、第二雾化速率调节系数α2、第三雾化速率调节系数是α3和第四雾化速率调节系数α4;当e>emax时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e=e
‑
emax;当
△
e<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e1≤
△
e<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电机减小雾化装置的雾化速率v至对应值;当
△
e2≤
△
e<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机减
小雾化装置的雾化速率v至对应值;当
△
e≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机减小雾化装置的雾化速率v至对应值;当e<emin时,所述中控单元根据视频拍摄装置拍摄的实际压花清晰度e计算压花清晰度差值
△
e,设定
△
e’=emin
‑
e;当
△
e’<
△
e1时,所述中控单元选取第一雾化速率调节系数α1控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e1≤
△
e’<
△
e2时,所述中控单元选取第一雾化速率调节系数α2控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e2≤
△
e’<
△
e3时,所述中控单元选取第三雾化速率调节系数α3控制第一电机增加雾化装置的雾化速率v至对应值;当
△
e’≥
△
e3时,所述中控单元选取第四雾化速率调节系数α4控制第一电机增加雾化装置的雾化速率v至对应值;所述中控单元将调节后的雾化装置的雾化速率记为v’,设定v’=v
×
αi,i=1,2,3,4。5.根据权利要求2所述的多面压花纸巾工艺流程,其特征在于,当所述中控单元判定e∈e0时,所述中控单元利用超声波检测装置实时检测压花深度并将其设置为实际压花深度f,设置完成后,所述中控单元将实际压花深度f与预设压花深度范围f0做比对,若f∈f0,所述中控判定实际压花深度f符合标准,若f
∉
f0,所述中控单元判定实际压花深度f不符合标准,所述中控单元计算压花深度差值
△
f并根据该差值选择增大或减少压花辊间距。6.根据权利要求5所述的多面压花纸巾工艺流程,其特征在于,所述中控单元预设有第一压花深度差值
△
f1、第二压花深度差值
△
f2、第三压花深度差值
△
f3、第一压花辊间距调节系数β1、第二压花辊间距调节系数β2、第三压花辊间距调节系数β3和第四压花辊间距调节系数β4;当f>fmax时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f,设定
△
f=f
‑
fmax;当
△
f<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机减小压花辊间距至对应值;当
△
f1≤
△
f<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机减小压花辊间距至对应值;当
△
f2≤
△
f<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机减小压花辊间距至对应值;当
△
f≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机减小压花辊间距至对应值;当f<fmin时,所述中控单元根据超声波检测装置检测到的实际压花深度f计算压花深度差值
△
f’,设定
△
f’=fmin
‑
f;当
△
f’<
△
f1时,所述中控单元选取第一压花辊间距调节系数β1控制第二电机增加压花辊间距至对应值;当
△
f1≤
△
f’<
△
f2时,所述中控单元选取第二压花辊间距调节系数β2控制第二电机增加压花辊间距至对应值;
当
△
f2≤
△
f’<
△
f3时,所述中控单元选取第三压花辊间距调节系数β3控制第二电机增加压花辊间距至对应值;当
△
f’≥
△
f3时,所述中控单元选取第四压花辊间距调节系数β4控制第二电机增加压花辊间距至对应值;所述中控单元将调节后的压花辊间距记为d’,设定d’=d
×
βi,i=1,2,3,4。7.根据权利要求1所述的多面压花纸巾工艺流程,其特征在于,在步骤b中,所述中控单元完成对实际压花清晰度e和实时压花深度f的判定时,若e∈e0且f∈f0,所述中控模块判定压花工艺完成并对纸巾进行收卷。8.根据权利要求1所述的多面压花纸巾工艺流程,其特征在于,所述中控单元预设有最大调节次数n0和最大压花辊调节距离
△
dmax,当所述中控单元完成一次调节时,所述中控单元将调节次数记为n=1,当n=n0或
△
d=
△
dmax时,若e
∉
e0或f=f0,所述中控单元将重新确定雾化装置雾化速率或压花辊间距。9.根据权利要求8所述的多面压花纸巾工艺流程,其特征在于,所述压花辊间
△
d的计算公式为:
△
d=|d
’‑
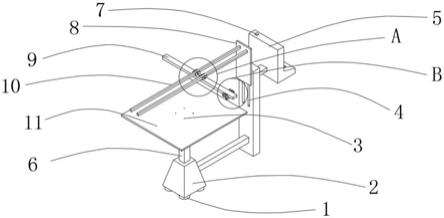
d|式中,d’表示调节后的压花辊间距,d表示预设压花辊间距。10.一种利用权利要求1所述多面压花纸巾工艺流程的设备,包括,输送辊,其用于输送纸巾;烘干机,其用于将纸巾烘干;雾化装置,其设置有用于将水雾化的泵机和雾化喷头,所述雾化装置可以对雾化速率进行调节;压花辊,其设置有电机、第一压花辊和第二压花辊用以对雾化后的纸巾进行压花,所述电机用以调节第一压花辊和第二压花辊的间距,所述第一压花辊上设置有凸起,所述第二压花辊设置有与第一压花辊凸起相对应的凹槽。视频拍摄装置,其用于检测纸巾压花的清晰度;超声波检测装置,其用于检测纸巾压花的深度;烘干收卷机,其用于将压花完成的纸巾进行烘干收卷;中控单元,其与雾化装置、压花辊、视频拍摄装置和超声波检测装置相连用以控制设备运行。
技术总结
本发明涉及一种多面压花纸巾工艺流程及设备,包括,步骤a,将纸巾输送至烘干机进行烘干;步骤b,中控单元控制雾化装置对纸巾进行雾化并控制压花辊对纸巾进行压花;步骤c,烘干,收卷制得成品;输送辊、烘干机、雾化装置、压花辊、视频拍摄装置、超声波检测装置、烘干收卷机和中控单元,通过本发明的工艺流程和设备生产的纸巾解决了,对压花工艺中的纸巾压花的清晰度和压花深度不能精确控制,导致生产的纸巾压花不清晰或压花深度不足以至于纸巾不够美观或纸品的柔软度和蓬松度不足,纸品的吸水能力不足,压花后的纸巾出现分层的问题。压花后的纸巾出现分层的问题。压花后的纸巾出现分层的问题。
技术研发人员:王景进 林振霞
受保护的技术使用者:东莞市财州纸制品有限公司
技术研发日:2021.08.10
技术公布日:2021/11/28
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。