1.本发明涉及塑料胶片技术领域,更具体地说,本发明涉及一种具有棱镜折射功能的塑料胶片及其制备工艺。
背景技术:
2.透明胶盒在包装行业中拥有得天独厚的重大透明优势,较好的耐腐蚀、耐酸碱、耐冲击性能,且有较高的机械强度,能够很好的保护产品。同时透明胶盒可以让消费者直接看到里面的产品,让产品能更好地展示在客户面前,能给顾客留下更深刻的形象;透明胶盒在食品包装、药品包装、促销印刷制品、其他印刷包装业中应用十分广泛。透明胶盒主要由透明胶片经过切割折叠包装组合制成,透明胶片主要为塑料材质。立体印刷包装具有深度的三维立体效果,三维形象更加灵动逼真,感染力丰富,具有极强视觉冲击力,在透明胶片上制出棱镜纹状,利用棱镜的折射功能,可有效加强包装产品的三维立体美观效果。
3.现有的塑料胶片,抗菌较差,容易受外界环境影响,对包装盒内部产品造成污染损伤。
技术实现要素:
4.为了克服现有技术的上述缺陷,本发明的实施例提供一种具有棱镜折射功能的塑料胶片及其制备工艺。
5.一种具有棱镜折射功能的塑料胶片,按照重量百分比计算包括:62.60~65.20%的pp树脂、3.84~4.26%的相容剂、0.56~0.84%的抗氧化剂、9.42~10.78%的补强剂、7.24~8.86%的改性剂,其余为pet树脂。
6.进一步的,所述补强剂按照重量百分比计算包括:78.80~82.40%的纳米碳酸钙、12.20~13.60%的纳米二氧化硅,其余为玻璃纤维;所述改性剂按照重量百分比计算包括:45.80~47.60%的纳米氧化锌、33.80~35.60%的纳米二氧化钛,其余为纤维素纳米纤维。
7.进一步的,按照重量百分比计算包括:62.60%的pp树脂、3.84%的相容剂、0.56%的抗氧化剂、9.42%的补强剂、7.24%的改性剂、16.34%的pet树脂;所述补强剂按照重量百分比计算包括:78.80%的纳米碳酸钙、12.20%的纳米二氧化硅、9.00%的玻璃纤维;所述改性剂按照重量百分比计算包括:45.80%的纳米氧化锌、33.80%的纳米二氧化钛、20.40%的纤维素纳米纤维。
8.进一步的,按照重量百分比计算包括:65.20%的pp树脂、4.26%的相容剂、0.84%的抗氧化剂、10.78%的补强剂、8.86%的改性剂、10.06%的pet树脂;所述补强剂按照重量百分比计算包括:82.40%的纳米碳酸钙、13.60%的纳米二氧化硅、4.00%的玻璃纤维;所述改性剂按照重量百分比计算包括:47.60%的纳米氧化锌、35.60%的纳米二氧化钛、16.80%的纤维素纳米纤维。
9.进一步的,按照重量百分比计算包括:63.90%的pp树脂、4.05%的相容剂、0.70%的抗氧化剂、10.10%的补强剂、8.05%的改性剂、13.20%的pet树脂;所述补强剂按照重量
百分比计算包括:80.60%的纳米碳酸钙、12.90%的纳米二氧化硅、6.50%的玻璃纤维;所述改性剂按照重量百分比计算包括:46.70%的纳米氧化锌、34.70%的纳米二氧化钛、18.60%的纤维素纳米纤维。
10.进一步的,所述相容剂为pp
‑
g
‑
mah,所述抗氧化剂为对硫代双酚、苯二酚、二苯胺和对苯二胺中的一种或两种复配。
11.本发明还提供一种具有棱镜折射功能的塑料胶片的制备工艺,具体制备步骤如下:
12.步骤一:称取上述重量份的pp树脂、相容剂、抗氧化剂、补强剂、改性剂和pet树脂;
13.步骤二:将步骤一中的补强剂加入到去离子水中,进行超声处理30~40分钟,然后进行离心过滤,水洗、烘干处理,得到复合补强剂;
14.步骤三:将步骤一中的改性剂加入到去离子水中,进行超声处理20~30分钟,得到混合液,将混合液进行静电纺丝,得到复合改性剂;
15.步骤四:将步骤二中的制得的复合补强剂和步骤三中制得的复合改性剂加入与步骤一中的pp树脂、相容剂、抗氧化剂、pet树脂进行混合搅拌处理,得到混合料;
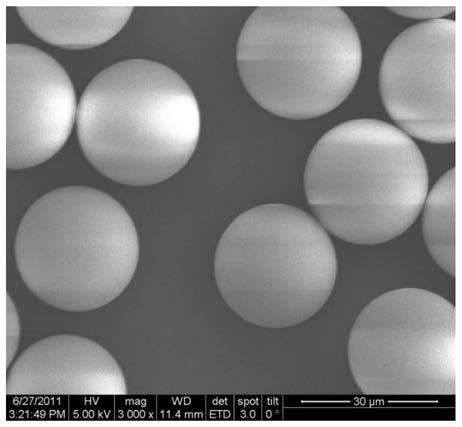
16.步骤五:将步骤四中制得的混合料送入到烘烤干燥罐中,在95~105℃温度下烘烤50~70分钟,得到预处理胶料;将预处理胶料加入到挤压机的挤压室内部,进入温度为155~165℃,压缩成高温中压350bar的流体;将流体送入到热压模具中,热压模具顶部压辊对流体顶部进行平滑热压,热压模具底部压辊表面的凹槽对流体底部进行造型热压,制成半成品具有棱镜纹状的胶片,棱镜纹状为半球形透明结构,棱镜纹状的高度小于棱镜纹状的球半径,且棱镜纹状的高度大于棱镜纹状的球半径的二分之一,相邻两个棱镜纹状的间距小于棱镜纹状高度的三分之一,且相邻两个棱镜纹状的间距大于棱镜纹状高度的四分之一;
17.步骤六:最后对半成品具有棱镜纹状的胶片进行冷却、切割处理,得到具有棱镜折射功能的塑料胶片。
18.进一步的,在步骤二中,超声处理频率为25~29khz;在步骤三中,超声处理频率为1.4~1.8mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距8~10cm,并施加24~26kv高压;在步骤五中,热压模具温度为85~95℃,压力为200kgf/cm2;在步骤六中冷却温度为26~30℃,采用温度为129~131℃的切刀进行切割处理。
19.进一步的,在步骤二中,超声处理频率为25khz;在步骤三中,超声处理频率为1.4mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距8cm,并施加24kv高压;在步骤五中,热压模具温度为85℃,压力为200kgf/cm2;在步骤六中冷却温度为26℃,采用温度为129℃的切刀进行切割处理。
20.进一步的,在步骤二中,超声处理频率为27khz;在步骤三中,超声处理频率为1.6mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距9cm,并施加25kv高压;在步骤五中,热压模具温度为90℃,压力为200kgf/cm2;在步骤六中冷却温度为28℃,采用温度为130℃的切刀进行切割处理。
21.本发明的技术效果和优点:
22.1、采用本发明的原料配方所制备出的具有棱镜折射功能的塑料胶片,可有效提高具有棱镜折射功能的塑料胶片的抗菌性能,避免塑料胶片受外界环境的影响,避免对包装
盒内部产品造成污染损伤;配方中的纳米碳酸钙和纳米二氧化硅配合工作可对胶片进行补强处理,可有效加强胶片的韧性、弹性和结构强度,另外玻璃纤维可对纳米碳酸钙和纳米二氧化硅提供支撑载体,玻璃纤维在胶片中的分散效果更佳,使得纳米碳酸钙和纳米二氧化硅在胶片中的分布更加均匀,进而加强胶片的安全性和稳定性;纳米氧化锌、纳米二氧化钛和纤维素纳米纤维进行超声处理后静电纺丝,可将纳米氧化锌和纳米二氧化钛都负载在纤维素纳米纤维上,然后将与其他原料进行共混,在纳米氧化锌、纳米二氧化钛的共同作用下,对胶片外部的细菌进行杀菌处理和抗菌处理,使得胶片的抗菌性能更佳,抗紫外性能和抗老化性能佳,同时可在光照作用下进行光催化处理,进一步加强抗菌效果;
23.2、本发明在制备具有棱镜折射功能的塑料胶片的过程中,步骤二中,将补强剂加水混合,在25khz超声处理空化作用下,纳米碳酸钙、纳米二氧化硅在空化作用下和玻璃纤维进行复合,可有效加强补强剂原料中的结合效果;步骤三中,将改性剂加水混合,在1.6mhz超声波振荡作用进行均匀分散,保证混合液中,纳米氧化锌、纳米二氧化钛和纤维素纳米纤维相互掺杂,均匀性更佳,对混合液进行静电纺丝加工处理,产出的复合改性剂将纳米氧化锌、纳米二氧化钛和纤维素纳米纤维进行复合加工处理,可有效加强复合改性剂的功效,使得复合改性剂在胶片中的分布更加均匀,保证纳米氧化锌、纳米二氧化钛同时发挥抗菌抗紫外线功效;步骤五中,对混合料进行烘烤、挤出和热压造型处理,在胶片表面制出棱镜纹状结构,棱镜纹状可有效加强塑料胶片的光折射性能,进而有效加强塑料胶片的三维立体视觉效果。
附图说明
24.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
25.图1是本发明中具有棱镜折射功能的塑料胶片的主视图。
具体实施方式
26.下面将结合附图1与本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.实施例1:
28.本发明提供了一种具有棱镜折射功能的塑料胶片,按照重量百分比计算包括:62.60%的pp树脂、3.84%的相容剂、0.56%的抗氧化剂、9.42%的补强剂、7.24%的改性剂、16.34%的pet树脂;所述补强剂按照重量百分比计算包括:78.80%的纳米碳酸钙、12.20%的纳米二氧化硅、9.00%的玻璃纤维;所述改性剂按照重量百分比计算包括:45.80%的纳米氧化锌、33.80%的纳米二氧化钛、20.40%的纤维素纳米纤维;
29.所述相容剂为pp
‑
g
‑
mah,所述抗氧化剂为对硫代双酚、苯二酚、二苯胺和对苯二胺中的一种或两种复配;
30.本发明还提供一种具有棱镜折射功能的塑料胶片的制备工艺,具体制备步骤如下:
31.步骤一:称取上述重量份的pp树脂、相容剂、抗氧化剂、补强剂、改性剂和pet树脂;
32.步骤二:将步骤一中的补强剂加入到去离子水中,进行超声处理30分钟,然后进行离心过滤,水洗、烘干处理,得到复合补强剂;
33.步骤三:将步骤一中的改性剂加入到去离子水中,进行超声处理20分钟,得到混合液,将混合液进行静电纺丝,得到复合改性剂;
34.步骤四:将步骤二中的制得的复合补强剂和步骤三中制得的复合改性剂加入与步骤一中的pp树脂、相容剂、抗氧化剂、pet树脂进行混合搅拌处理,得到混合料;
35.步骤五:将步骤四中制得的混合料送入到烘烤干燥罐中,在95℃温度下烘烤50分钟,得到预处理胶料;将预处理胶料加入到挤压机的挤压室内部,进入温度为155℃,压缩成高温中压350bar的流体;将流体送入到热压模具中,热压模具顶部压辊对流体顶部进行平滑热压,热压模具底部压辊表面的凹槽对流体底部进行造型热压,制成半成品具有棱镜纹状的胶片,棱镜纹状为半球形透明结构,棱镜纹状的高度小于棱镜纹状的球半径,且棱镜纹状的高度大于棱镜纹状的球半径的二分之一,相邻两个棱镜纹状的间距小于棱镜纹状高度的三分之一,且相邻两个棱镜纹状的间距大于棱镜纹状高度的四分之一;
36.步骤六:最后对半成品具有棱镜纹状的胶片进行冷却、切割处理,得到具有棱镜折射功能的塑料胶片。
37.在步骤二中,超声处理频率为25khz;在步骤三中,超声处理频率为1.4mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距8cm,并施加24kv高压;在步骤五中,热压模具温度为85℃,压力为200kgf/cm2;在步骤六中冷却温度为26℃,采用温度为129℃的切刀进行切割处理。
38.实施例2:
39.与实施例1不同的是,按照重量百分比计算包括:65.20%的pp树脂、4.26%的相容剂、0.84%的抗氧化剂、10.78%的补强剂、8.86%的改性剂、10.06%的pet树脂;所述补强剂按照重量百分比计算包括:82.40%的纳米碳酸钙、13.60%的纳米二氧化硅、4.00%的玻璃纤维;所述改性剂按照重量百分比计算包括:47.60%的纳米氧化锌、35.60%的纳米二氧化钛、16.80%的纤维素纳米纤维。
40.实施例3:
41.与实施例1
‑
2均不同的是,按照重量百分比计算包括:63.90%的pp树脂、4.05%的相容剂、0.70%的抗氧化剂、10.10%的补强剂、8.05%的改性剂、13.20%的pet树脂;所述补强剂按照重量百分比计算包括:80.60%的纳米碳酸钙、12.90%的纳米二氧化硅、6.50%的玻璃纤维;所述改性剂按照重量百分比计算包括:46.70%的纳米氧化锌、34.70%的纳米二氧化钛、18.60%的纤维素纳米纤维。
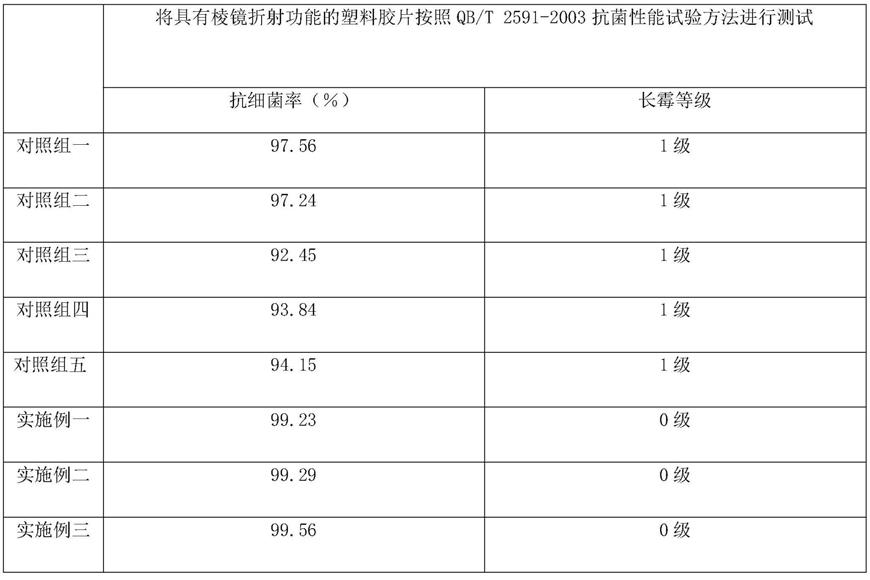
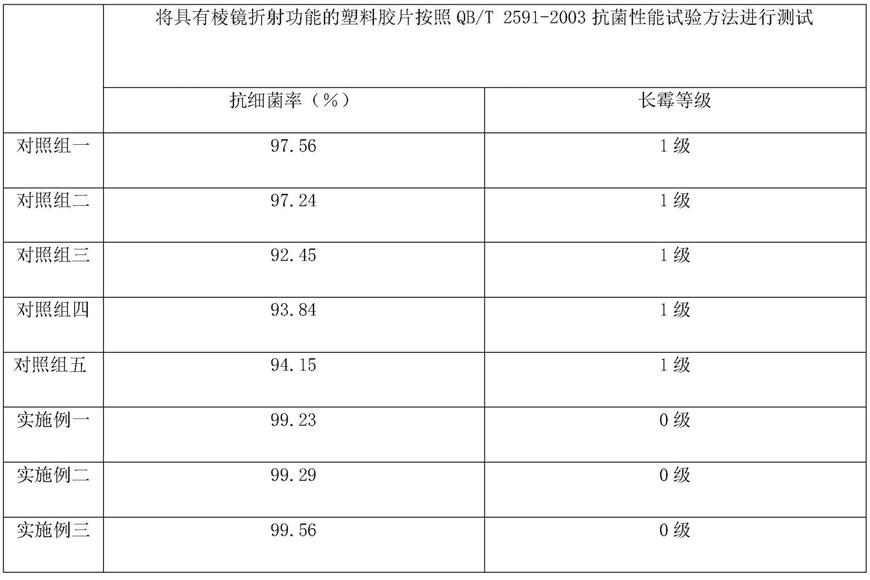
42.分别取上述实施例1
‑
3所制得的具有棱镜折射功能的塑料胶片与对照组一的具有棱镜折射功能的塑料胶片、对照组二的具有棱镜折射功能的塑料胶片、对照组三的具有棱镜折射功能的塑料胶片、对照组四的具有棱镜折射功能的塑料胶片和对照组五的具有棱镜折射功能的塑料胶片,对照组一的具有棱镜折射功能的塑料胶片与实施例相比无纳米碳酸钙,对照组二的具有棱镜折射功能的塑料胶片与实施例相比无纳米二氧化硅,对照组三的具有棱镜折射功能的塑料胶片与实施例相比无纳米氧化锌,对照组四的具有棱镜折射功能的塑料胶片与实施例相比无纳米二氧化钛,对照组五的具有棱镜折射功能的塑料胶片与实
施例相比无纤维素纳米纤维,分八组分别测试三个实施例中制备的具有棱镜折射功能的塑料胶片以及五个对照组的具有棱镜折射功能的塑料胶片,每30个样品为一组,进行测试,测试结果如表一所示:
43.表一:
[0044][0045]
由表一可知,当具有棱镜折射功能的塑料胶片的原料配比为:按照重量百分比计算包括:63.90%的pp树脂、4.05%的相容剂、0.70%的抗氧化剂、10.10%的补强剂、8.05%的改性剂、13.20%的pet树脂;所述补强剂按照重量百分比计算包括:80.60%的纳米碳酸钙、12.90%的纳米二氧化硅、6.50%的玻璃纤维;所述改性剂按照重量百分比计算包括:46.70%的纳米氧化锌、34.70%的纳米二氧化钛、18.60%的纤维素纳米纤维时,可有效提高具有棱镜折射功能的塑料胶片的抗菌性能,避免塑料胶片受外界环境的影响,避免对包装盒内部产品造成污染损伤;实施例3为本发明的较佳实施方式,pp树脂和pet树脂共混互补,可有效加强胶片的稳定性和安全性;配方中的纳米碳酸钙和纳米二氧化硅配合工作可对胶片进行补强处理,可有效加强胶片的韧性、弹性和结构强度,同时以纳米材料添加到胶片中,可有效保证胶片的透明度,避免补强剂对胶片的透明度造成不良影响,另外玻璃纤维可对纳米碳酸钙和纳米二氧化硅提供支撑载体,玻璃纤维在胶片中的分散效果更佳,使得纳米碳酸钙和纳米二氧化硅在胶片中的分布更加均匀,进而加强胶片的安全性和稳定性;纳米氧化锌、纳米二氧化钛和纤维素纳米纤维进行超声处理后静电纺丝,可将纳米氧化锌和纳米二氧化钛都负载在纤维素纳米纤维上,然后将与其他原料进行共混,可有效将纳米氧化锌、纳米二氧化钛和纤维素纳米纤维复合到胶片中,在纳米氧化锌、纳米二氧化钛的共同作用下,对胶片外部的细菌进行杀菌处理和抗菌处理,使得胶片的抗菌性能更佳,抗紫外性能和抗老化性能佳,同时可在光照作用下进行光催化处理,进一步加强抗菌效果。
[0046]
实施例4:
[0047]
本发明提供了一种具有棱镜折射功能的塑料胶片,按照重量百分比计算包括:
63.90%的pp树脂、4.05%的相容剂、0.70%的抗氧化剂、10.10%的补强剂、8.05%的改性剂、13.20%的pet树脂;所述补强剂按照重量百分比计算包括:80.60%的纳米碳酸钙、12.90%的纳米二氧化硅、6.50%的玻璃纤维;所述改性剂按照重量百分比计算包括:46.70%的纳米氧化锌、34.70%的纳米二氧化钛、18.60%的纤维素纳米纤维;
[0048]
所述相容剂为pp
‑
g
‑
mah,所述抗氧化剂为对硫代双酚、苯二酚、二苯胺和对苯二胺中的一种或两种复配;
[0049]
本发明还提供一种具有棱镜折射功能的塑料胶片的制备工艺,具体制备步骤如下:
[0050]
步骤一:称取上述重量份的pp树脂、相容剂、抗氧化剂、补强剂、改性剂和pet树脂;
[0051]
步骤二:将步骤一中的补强剂加入到去离子水中,进行超声处理35分钟,然后进行离心过滤,水洗、烘干处理,得到复合补强剂;
[0052]
步骤三:将步骤一中的改性剂加入到去离子水中,进行超声处理25分钟,得到混合液,将混合液进行静电纺丝,得到复合改性剂;
[0053]
步骤四:将步骤二中的制得的复合补强剂和步骤三中制得的复合改性剂加入与步骤一中的pp树脂、相容剂、抗氧化剂、pet树脂进行混合搅拌处理,得到混合料;
[0054]
步骤五:将步骤四中制得的混合料送入到烘烤干燥罐中,在100℃温度下烘烤60分钟,得到预处理胶料;将预处理胶料加入到挤压机的挤压室内部,进入温度为160℃,压缩成高温中压350bar的流体;将流体送入到热压模具中,热压模具顶部压辊对流体顶部进行平滑热压,热压模具底部压辊表面的凹槽对流体底部进行造型热压,制成半成品具有棱镜纹状的胶片,棱镜纹状为半球形透明结构,棱镜纹状的高度小于棱镜纹状的球半径,且棱镜纹状的高度大于棱镜纹状的球半径的二分之一,相邻两个棱镜纹状的间距小于棱镜纹状高度的三分之一,且相邻两个棱镜纹状的间距大于棱镜纹状高度的四分之一;
[0055]
步骤六:最后对半成品具有棱镜纹状的胶片进行冷却、切割处理,得到具有棱镜折射功能的塑料胶片。
[0056]
在步骤二中,超声处理频率为25khz;在步骤三中,超声处理频率为1.4mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距8cm,并施加24kv高压;在步骤五中,热压模具温度为85℃,压力为200kgf/cm2;在步骤六中冷却温度为26℃,采用温度为129℃的切刀进行切割处理。
[0057]
实施例5:
[0058]
与实施例4不同的是,在步骤二中,超声处理频率为29khz;在步骤三中,超声处理频率为1.8mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距10cm,并施加26kv高压;在步骤五中,热压模具温度为95℃,压力为200kgf/cm2;在步骤六中冷却温度为30℃,采用温度为131℃的切刀进行切割处理。
[0059]
实施例6:
[0060]
与实施例4
‑
5均不同的是,在步骤二中,超声处理频率为27khz;在步骤三中,超声处理频率为1.6mhz,静电纺丝过程中,注射器的毛细管喷头和接地的接收装置间距9cm,并施加25kv高压;在步骤五中,热压模具温度为90℃,压力为200kgf/cm2;在步骤六中冷却温度为28℃,采用温度为130℃的切刀进行切割处理。
[0061]
分别取上述实施例4
‑
6所制得的具有棱镜折射功能的塑料胶片与对照组六的具有
棱镜折射功能的塑料胶片、对照组七的具有棱镜折射功能的塑料胶片和对照组八的具有棱镜折射功能的塑料胶片,对照组六的具有棱镜折射功能的塑料胶片与实施例相比没有步骤二中的操作,对照组七的具有棱镜折射功能的塑料胶片与实施例相比没有步骤三中的操作,对照组八的具有棱镜折射功能的塑料胶片与实施例相比没有步骤五中的操作,分六组分别测试三个实施例中制备的具有棱镜折射功能的塑料胶片以及三个对照组的具有棱镜折射功能的塑料胶片,每30个样品为一组,进行测试,测试结果如表二所示:
[0062]
表二:
[0063][0064]
由表二可知,实施例6为本发明的较佳实施方式;步骤二中,将补强剂中的纳米碳酸钙、纳米二氧化硅和玻璃纤维加水混合,在25khz超声处理空化作用下,纳米碳酸钙、纳米二氧化硅在空化作用下和玻璃纤维进行复合,可有效加强补强剂原料中的结合效果,同时保证补强剂在胶片中分布和作用均匀性;步骤三中,将改性剂中的纳米氧化锌、纳米二氧化钛和纤维素纳米纤维加水混合,在1.6mhz超声波振荡作用进行均匀分散,保证混合液中,纳米氧化锌、纳米二氧化钛和纤维素纳米纤维相互掺杂,均匀性更佳,对混合液进行静电纺丝加工处理,产出的复合改性剂将纳米氧化锌、纳米二氧化钛和纤维素纳米纤维进行复合加工处理,可有效加强复合改性剂的功效,使得复合改性剂在胶片中的分布更加均匀,保证纳米氧化锌、纳米二氧化钛同时发挥抗菌抗紫外线功效;步骤四,将全部原料进行共混处理;步骤五中,对混合料进行烘烤、挤出和热压造型处理,在胶片表面制出棱镜纹状结构,棱镜纹状可有效加强塑料胶片的光折射性能,进而有效加强塑料胶片的三维立体视觉效果;步骤六中,对半成品胶片进行冷却切割处理,得到具有棱镜折射功能的塑料胶片。
[0065]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0066]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。