1.本发明涉及电路板加工领域,尤其涉及一种玻璃基板电路打印方法和设备。
背景技术:
2.从上世纪五十年代以来包括半导体设备在内的电子设备取得了巨大的进展,其中印刷电路工艺起到了重要作用,印刷电路使电子设备的批量生产变得简单易行,使电子设备性能一致,质量稳定,结构紧凑。印刷电路不用在电路板上一次一次地进行焊接,免去了大量复杂的手工接线操作,而且能达到高精度,使电路板的生产效率大大提高。
3.现有技术中在玻璃上打印电路的方法有通过刻蚀加电镀的打印电路方法和通过印刷的打印电路的方法。其中通过刻蚀加电镀的打印电路方法是将光敏高分子制成电路轮廓的抗蚀性膜,再进行电镀做出电路,光敏高分子是在光作用下能迅速发生化学和物理变化的高分子,在用于光加工工艺时称为光刻胶。通过印刷的打印电路的方法是用刮板对丝网印版上的电路材料部位施加一定压力,同时朝丝网印版另一端匀速移动,电路材料在移动中被刮板从图文部分的网孔中挤压到玻璃基板上。
4.然而现有技术中通过刻蚀加电镀的打印电路方法存在工艺复杂,设备成本高,污染严重,做出的电路因材料粘附性不好导致易脱落,且出错后无法修复导致整块产品报废的缺点或不足;通过印刷的打印电路的方法存在工艺复杂,设备成本高,只能做到平面印刷,无法满足空间结构的打印需求。
技术实现要素:
5.本发明的目的是提供一种玻璃基板电路打印方法和设备,用以解决现有技术中存在的缺点或不足。
6.第一方面,本发明提供一种玻璃基板电路打印设备,包括:
7.超高精度运动控制系统,与计算机连接,用于控制打印玻璃基板电路、打印针头的运动速度和打印接收距离;
8.吸盘装置,与所述超高精度运动控制系统连接,包括用于固定玻璃基板的吸盘;
9.高度测量与自动跟随系统,与所述计算机连接,包括传感器和传感器控制器,所述传感器用于测量所述玻璃基板的空间坐标;
10.高精度流体控制系统,包括打印针头和流体控制系统,所述流体控制系统用于向所述打印针头提供预定的气压,
11.其中,所述打印针头的内径与预设打印线宽匹配,所述气压、针头运动速度、打印接收距离与所述打印针头匹配。
12.可选地,所述吸盘装置还包括:
13.清洗区,用于清洗和保存所述打印针头;
14.预打印区,用于在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下预打印n条电路,n为正整数。
15.可选地,所述玻璃基板电路打印设备还包括:打印机基台、打印机底座和固定支架;
16.其中所述打印机基台安装在所述打印机底座上,所述超高精度运动控制系统与所述打印机基台连接,所述固定支架安装在所述打印机基台上,所述高度测量与自动跟随系统和所述高精度流体控制系统安装在所述固定支架上。
17.可选地,所述玻璃基板电路打印设备还包括:
18.视觉观察系统,安装在所述固定支架上,包括镜筒、相机和镜筒夹具,其中所述相机与所述计算机连接,用于观察所述玻璃基板。
19.第二方面,本发明提供一种玻璃基板电路打印方法,包括:
20.进行打印前的准备操作,并将玻璃基板固定在玻璃基板电路打印设备的吸盘上;
21.将所述玻璃基板移动到高度测量与自动跟随系统下方,通过所述高度测量与自动跟随系统对所述玻璃基板上所有打印点进行高度测量;
22.通过超高精度运动控制系统将打印针头移动至第一区域电路的打印起始坐标,在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下打印所述第一区域电路的所有基板打印点;
23.通过超高精度运动控制系统将打印针头移动至第二区域电路的打印起始坐标,在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下打印所述第二区域电路的所有基板打印点;
24.其中,所述打印针头的内径与预设打印线宽匹配,所述气压、针头运动速度、打印接收距离与所述打印针头匹配。
25.可选地,在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下打印所述第一区域电路或第二区域电路的所有基板打印点包括:
26.使用自动对针程序将所述打印针头移动至所述第一区域电路或第二区域电路的第一条电路的打印起始点坐标;
27.将所述打印针头沿预定的坐标轴方向移动打印接收距离,在打印过程中通过高度补偿程序保持所述打印接收距离;
28.在打印过程中通过流体控制系统向所述打印针头提供预定的气压,通过所述超高精度运动控制系统将所述打印针头以预定的第一运动速度打印所述第一区域电路或第二区域电路的所述第一条电路;
29.通过超高精度运动控制系统将所述打印针头以预定的第二运动速度移动至所述第一区域电路或第二区域电路的第二条电路的打印起始点坐标,在打印过程中通过所述流体控制系统向所述打印针头提供所述预定的气压,通过所述超高精度运动控制系统将所述打印针头以预定的第一运动速度打印所述第一区域电路或第二区域电路的所述第二条电路。
30.可选地,所述自动对针程序包括:
31.使用所述高度测量与自动跟随系统,结合预定的打印接收距离确定所述第一条电路的打印起始坐标。
32.可选地,所述进行打印前的准备操作包括:
33.在将打印材料灌入针筒中后,将所述打印针头安装在所述针筒上;
34.使用打印针头连接组件连接所述针筒和所述流体控制系统;
35.通过计算机控制超高精度运动控制系统,以进行机械归零的操作。
36.可选地,在所述通过超高精度运动控制系统将打印针头移动至第一电路的打印起始坐标之前,在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下在预打印区预打印n条电路,n为正整数。
37.可选地,还包括:进行打印后的清洗操作和固化操作;
38.所述进行打印后的清洗操作包括:
39.通过超高精度运动控制系统将所述打印针头移动至清洗区,并将所述打印针头在溶剂中浸泡n秒后抬起,其中所述n为正整数;
40.或,通过超高精度运动控制系统将所述打印针头移动至清洗区,并将所述打印针头在溶剂中浸泡以进行室温条件下的液封保存;
41.所述进行打印后的固化操作包括:
42.使用烘箱或双光子烧结对所述玻璃基板进行固化。
43.本发明提供的玻璃基板电路打印方法和设备,使用具有与预设打印线宽匹配的内径的打印针头和超高精度运动控制系统,在特定的工艺参数下满足最小10微米线宽的打印要求。解决了现有侧边线制备工艺复杂、良品率低问题,通过打印方式降低工艺复杂性,替代传统蚀刻、镀层工艺,实现侧边线无污染制备,提高良品率。
附图说明
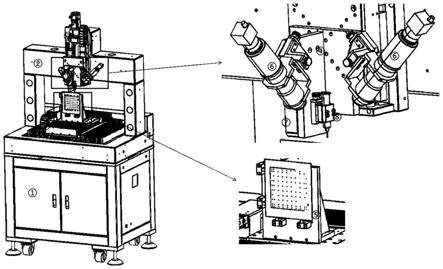
44.图1是本发明实施例提供的玻璃基板电路打印设备的结构示意图;
45.图2是本发明实施例提供的玻璃基板电路打印方法的具体流程图;
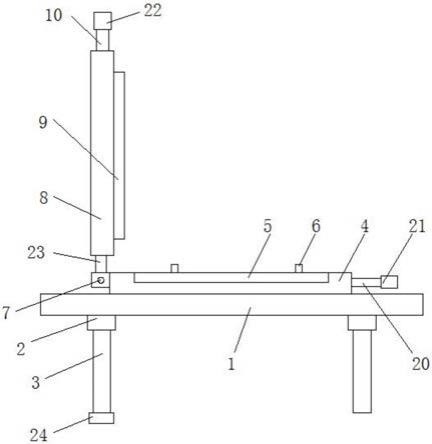
46.图3是本发明实施例提供的侧边电路打印的俯视图和侧视图;
47.图4是本发明实施例提供的背面电路打印的俯视图和侧视图。
具体实施方式
48.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
49.参考图1,图1是本发明实施例提供的玻璃基板电路打印设备的结构示意图。打印机基台2安装在打印机底座1上,超高精度运动控制系统3与打印机基台连接,固定支架4与超高精度运动控制系统的z轴连接,吸盘装置5与超高精度运动控制系统的xy轴连接,视觉观察系统6、高度测量与自动跟随系统7、高精度流体控制系统8都安装在固定支架4上。
50.超高精度运动控制系统3与计算机连接,可由编程控制以满足不同需求的打印轨迹。
51.固定支架4由两块铝合金加工件组成。
52.吸盘装置5由吸盘、吸盘夹具、基板支撑和清洗预打印区组成,真空泵用气管连接吸盘背面的气动接头为吸盘提供吸附力,真空泵由真空电磁阀控制负压。吸盘、吸盘夹具和清洗预打印均为铝合金加工件,预打印区放置一块标定板。清洗区灌入特定溶剂。
53.视觉观察系统6由两组镜筒、相机和镜筒夹具组成,相机连接计算机,计算机可通过相机软件进行观察。
54.高度测量与自动跟随系统7由传感器、传感器控制器组成,传感器控制器与计算机连接完成交互,计算机通过程序控制超高精度运动控制系统进行自动跟随。
55.高精度流体控制系统8由打印针头、针筒、针筒连接组件和流体控制系统组成,打印针头与针筒连接后安装在打印针头夹具中,针筒连接组件连接针筒后端与高精度流体控制系统。
56.本发明实施例提供的玻璃基板电路打印设备,可以适配各种内径的打印针头,满足最小10微米打印线宽的打印要求;打印工艺可以将不同的气压参数、针头运动速度、打印接收距离与不同针头内径匹配,稳定连续地各种打印线宽的电路;可以满足最小打印线间距10微米的电路需求,可更换不同内径的针头并匹配相应的气压、打印速度和打印接收距离来满足不同打印线宽的需求。
57.参考图2,图2是本发明实施例提供的玻璃基板电路打印方法的具体流程图。本发明提供的玻璃基板电路打印方法可以连续稳定地打印各种打印线宽的电路。设玻璃基板厚度为t,玻璃基板以垂直于打印平台的方式被吸附在吸盘上,打印操作包括以下步骤:
58.1.将打印材料灌入针筒中后将打印针头安装在针筒上;
59.2.用打印针头连接组件连接针筒和流体控制系统,然后将针筒安装在针筒夹具中;
60.3.启动自动化控制软件;
61.4.通过计算机上的自动控制程序使超高精度运动控制系统进行机械归零的操作;
62.5.通过计算机上的自动控制程序控制超高精度运动控制系统将吸盘装置移动至上料区;
63.6.将玻璃基板放置在吸盘上,当确定基板左侧与下端与基板支撑接触后开启真空电磁阀联通真空泵使基板吸附在吸盘上;
64.7.通过计算机上的自动控制程序控制超高精度运动控制系统将基板移动至高度测量与自动跟随系统下方,通过高度测量与自动跟随系统对基板上所有打印点进行高度测量;
65.8.通过计算机上的自动控制程序控制超高精度运动控制系统将打印针头移动至已经标定过的预打印点坐标;
66.9.在一定的气压参数、一定的打印针头运动速度和一定的打印接收距离下在预打印区预打印n(n为正整数)条电路,当线路稳定后抬起打印针头,并将打印针头移动至基板打印点侧边电路打印起始坐标;
67.10.在预定的气压参数、预定的打印针头运动速度和预定的打印接收距离下打印侧边电路的所有基板打印点;
68.11.通过计算机上的自动控制程序控制超高精度运动控制系统将打印针头移动至基板打印点正面电路打印起始坐标,在一定的气压参数、一定的打印针头运动速度和一定的打印接收距离下打印正面电路的所有基板打印点;
69.12.通过计算机上的自动控制程序控制超高精度运动控制系统将打印针头移动至基板打印点背面电路打印起始坐标,在一定的气压参数、一定的打印针头运动速度和一定
的打印接收距离下打印背面电路的所有基板打印点;
70.13.打印完成后,通过计算机上的自动控制程序控制超高精度运动控制系统将打印针头移动至清洗区,并将针头浸泡后抬起;
71.14.通过计算机上的自动控制程序控制超高精度运动控制系统将吸盘装置移动至上料区;
72.15.拿住基板后关闭真空电磁阀,拿下基板;
73.16.将打印过上边的基板放入烘箱或使用双光子烧结进行预固化;
74.17.通过计算机上的自动控制程序控制超高精度运动控制系统将吸盘装置移动至上料区;
75.18.将玻璃基板放置在吸盘上,下边朝上,当确定基板左侧与下端与基板支撑接触后开启真空电磁阀联通真空泵使基板吸附在吸盘上;
76.19.重复步骤7~15;
77.20.所有打印完成后通过计算机上的自动控制程序控制超高精度运动控制系统将打印针头移动至清洗区并将针头浸泡入清洗区溶剂中进行室温条件下的液封保存;
78.21.将上下边打印完成的基板放入烘箱在高温条件下固化;
79.22.打印流程结束。
80.在本发明实施例中,需要说明的是,将玻璃基板固定到吸盘上、取下玻璃基板或重新将玻璃基板固定到吸盘上等操作可以由操作员手动完成,或由计算机控制的机械臂等完成,本发明对此不作限定。
81.具体地,图3是本发明实施例提供的侧边电路打印的俯视图和侧视图,参考图3,上述打印操作中,在一定的气压参数、一定的打印针头运动速度和一定的打印接收距离下打印侧边电路的所有基板打印点包括以下步骤:
82.打印从左往右或从右往左均可,打印起始点位于玻璃基板前边或后边均可。此处以从右往左打印、打印起始点位于玻璃基板后边为例。
83.10
‑
1.打印侧边电路时使用自动对针程序将打印针头移动至坐标x0,y0,z0:x0为需要打印的第一条电路的中心点x坐标,也是侧边电路打印起始点x坐标;y0为打印针头与玻璃基板y轴方向上边界距离为0时的y坐标;z0为打印针头与打印面z轴距离为0时的z坐标。
84.10
‑
2.将打印针头从x0,y0,z0沿z轴正方向抬高一定的高度h,h为打印侧边电路时的打印接收距离,打印过程中通过应用高度测量与自动跟随系统使打印每一条电路时打印接收距离始终保持为h;然后将打印针头沿y轴向远离玻璃基板的方向移动一定的距离y1,y1为侧边电路打印起始点与玻璃基板在y轴方向上的距离,玻璃基板厚度为t,(t 2y1)为打印侧边电路时打印针头的y轴行进距离。
85.10
‑
3.打印开始,在打印针头开始以一定的速度v1(v1为侧边电路打印速度)沿y轴负方向移动(t 2y1)时,打开流体控制系统以向打印针头提供一定的气压p1(p1在整个打印过程中保持不变),当打印针头移动一定的距离d(d<t y1)后,流体控制系统关闭,打印针头继续移动直到走完(t 2y1),此时第一条侧边电路打印完成。
86.10
‑
4.打印完一条电路后打印针头沿x负方向以速度v2(v2为打印电路间移动速度)移动至下一条打印电路的中心点,然后沿y轴正方向移动(t 2y1),同时开启流体控制系统向打印针头提供一定的气压p1,当打印针头移动一定的距离d(d<t y1)后,流体控制系统
关闭,打印针头继续移动直到走完(t 2y1),此时第二条侧边电路打印完成。
87.10
‑
5.以此类推,直到全部侧边电路打印完成。
88.具体地,上述打印操作中,在一定的气压参数、一定的打印针头运动速度和一定的打印接收距离下打印正面电路的所有基板打印点包括以下步骤:
89.打印从左往右或从右往左均可,此处以从右往左打印为例。
90.11
‑
1.打印正面电路时使用自动对针程序将打印针头移动至坐标x0,y0,z0:x0为需要打印的第一条电路的中心点x坐标,也是正面电路打印起始点x坐标;y0为打印针头与玻璃基板y轴方向上边界距离为0时的y坐标;z0为打印针头与玻璃基板侧边z轴距离为0时的z坐标。
91.11
‑
2.将打印针头从x0,y0,z0将打印针头沿y轴向远离玻璃基板的方向移动一定的距离y2,y2为正面电路打印起始点与玻璃基板在y轴方向上的距离,y2为打印正面电路时打印针头的y轴行进距离,打印过程中通过应用高度测量与自动跟随系统使打印每一条电路时与玻璃基板侧边z轴距离保持为z1。
92.11
‑
3.打印开始时,打开高精度流体控制器以向打印针头提供一定的气压p2(p在整个打印过程中保持不变),等待一定的时间t后,关闭流体控制系统,打印针头开始以一定的速度v2沿y轴正方向移动y2后再沿y轴负方向移动y2,此时第一条正面电路打印完成。
93.11
‑
4.打印完一条电路后打印针头沿x负方向以速度v2移动至下一条打印电路的中心点,打开高精度流体控制器向打印针头提供一定的气压p2(p2在整个打印过程中保持不变),等待一定的时间t后,关闭流体控制系统,打印针头开始以一定的速度v2沿y轴正方向移动y2后再沿y轴负方向移动y2,此时第二条正面电路打印完成。
94.11
‑
5.以此类推,直到全部正面电路打印完成。
95.具体地,图4是本发明实施例提供的背面电路打印的俯视图和侧视图,参考图4,上述打印操作中,在一定的气压参数、一定的打印针头运动速度和一定的打印接收距离下打印背面电路的所有基板打印点包括以下步骤:
96.打印从左往右或从右往左均可,此处以从右往左打印为例。
97.12
‑
1.打印背面电路时使用自动对针程序将打印针头移动至坐标x0,y0,z0:x0为需要打印的第一条电路的中心点x坐标,也是背面电路打印起始点x坐标;y0为打印针头与玻璃基板y轴方向上边界距离为0时的y坐标;z0为打印针头与玻璃基板侧边z轴距离为0时的z坐标。
98.12
‑
2.将打印针头从x0,y0,z0将打印针头沿y轴向远离玻璃基板的方向移动一定的距离y2,y2为背面电路打印起始点与玻璃基板在y轴方向上的距离,y2为打印背面电路时打印针头的y轴行进距离打印过程中通过高度补偿程序使打印每一条电路时与玻璃基板侧边z轴距离保持为z1。
99.12
‑
3.打印开始时,流体控制系统打开向打印针头提供一定的气压p2(p2在整个打印过程中保持不变),等待一定的时间t后,关闭流体控制系统,打印针头开始以一定的速度v2沿y轴负方向移动y2后再沿y轴正方向移动y2,此时第一条背面电路打印完成。
100.12
‑
4.打印完一条电路后打印针头沿x负方向以速度v2(移动至下一条打印电路的中心点,胶控制器打开向打印针头提供一定的气压p2(p2在整个打印过程中保持不变),等待一定的时间t后,关闭流体控制系统,打印针头开始以一定的速度v2沿y轴负方向移动y2
后在再沿y轴正方向移动y2,此时第二条背面电路打印完成。
101.12
‑
5.以此类推,直到全部背面电路打印完成。
102.在上述实施例中,自动对针包括应用高度测量与自动跟随系统并配合自动化程序,结合预定的打印接收距离确定电路的打印起始坐标。
103.本发明实施例提供的玻璃基板电路打印方法,使用小于100微米内径的打印针头和超高精度运动控制系统,在特定的工艺参数下满足100微米以下线宽的打印要求。使用玻璃基板电路打印设备配合玻璃基板电路打印方法,使打印过程稳定,提高了良品率。通过打印的方式降低了工艺复杂性,提高了生产效率。适配更好性能的打印材料,使打印出的电路的粘附性和导电性能有较大提升。打印工艺具有重复性,出现断点时在断点处重复打印一次即可完成修复。打印为全程无污染制备方式。
104.虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。