1.本发明涉及一种凸轮式钟表部件。本发明还涉及一种包括这种钟表部件的钟表机芯和一种钟表、例如手表。还涉及一种用于制造这种钟表部件的方法。
背景技术:
2.凸轮式钟表部件具有的独特特征是具有称为侧面的侧向表面,其被限定为通过与相邻的部件配合而在钟表机芯内实现功能。这种侧向表面也可以被称为“功能性侧面”。为了最佳地实现它们的功能,这样的钟表部件必须理想地具有刚性侧面,其具有低粗糙度和大体在与钟表部件的主表面垂直的平面中完美限定的取向。这些钟表部件还可能必须具有明显的厚度,以使侧面具有足够的表面积,这可能会难以与上面提出的功能标准相协调。
3.除了功能性侧面的这些特定特性之外,这样的钟表部件还必须有利地具有钟表部件通常所期望的其他特性,例如对磁场不敏感以及能够可靠地进行制造并且批量生产。现有方法依赖于或多或少复杂的加工步骤来获得可接受的功能性侧面。这些方法是繁琐的,并且通常与高速率相冲突,甚至不适合某些几何形状或某些材料。
4.前面提到的凸轮式钟表部件(或者换句话说,具有功能性侧面的钟表部件)方面的所有限制的组合意味着现有方案并不完全令人满意,并且它们依赖于未被完全优化的某些权衡。
5.因此,本发明的一个总体目标是针对凸轮式或具有功能性侧面的钟表部件限定一种改进的方案。
6.更特别地,本发明的一个目的是提供一种凸轮式钟表部件的方案,其能够对在实现最有效的可行功能性侧面的同时进行工业制造方面的权衡进行优化。
技术实现要素:
7.为此,本发明基于一种钟表部件,其中其包括由硬度大于或等于600hv的陶瓷或金属陶瓷制成的至少一个基本扁平形状的部分,所述部分的厚度大于或等于200微米、甚至大于或等于350微米、甚至大于或等于400微米并且包括至少一个功能性侧面,该功能性侧面基本垂直于所述部分的主表面并且具有小于或等于50nm的粗糙度ra。
8.本发明还涉及一种用于制造这种钟表部件的方法,其中其包括通过在液体射流内组合两条不同的激光束或通过飞秒激光切割对硬度大于或等于600hv的陶瓷或金属陶瓷的厚带材进行激光切割来形成钟表部件的至少一个功能性侧面的步骤,所述钟表部件的厚度大于或等于200微米、甚至大于或等于350微米、甚至大于或等于400微米,并且其中该方法包括终止步骤。该终止步骤尤其能够将所述功能性侧面的粗糙度降低到小于或等于50nm的粗糙度。
9.因此,钟表部件包括至少一个功能性侧面,例如凸轮、齿轮、弹簧等。
10.本发明由权利要求更具体地限定。
附图说明
11.本发明的这些目的、特征和优点将在针对附图作为非限制性例子给出的特定实施方式的以下描述中详细地说明,在附图中:
12.图1表示用于制造根据本发明的实施方式的凸轮式钟表部件的装置。
13.图2是前述附图的一部分的放大图。
14.图3和图4表示根据本发明的实施方式的凸轮式钟表部件的从不同角度观察的立体图。
具体实施方式
15.本发明依赖于一种制造方法,其包括提供具有选定的明显的厚度并由选定的材料制成的薄片5的第一步骤。作为变型,薄片可以由更一般地被称为“厚带材”的任何其他形式代替。选定的这种厚带材的材料是非常坚硬的,特别是硬度大于或等于600hv。
16.现在将根据本发明的实施方式描述用于制造钟表机芯的凸轮的方法,更具体地由图3和图4表示。该实施方式可以扩展到制造任何凸轮式钟表部件或包括至少一个功能性侧面的任何钟表部件。
17.根据本发明的该实施方式,凸轮以非常坚硬的材料进行设计,特别是硬度大于或等于600hv,并且其具有大于或等于200微米、甚至大于或等于350微米、甚至大于或等于400微米的明显的厚度。
18.根据该实施方式,材料是陶瓷或金属陶瓷。例如,该材料可以从基于银或基于铜的金属陶瓷或者已知的名称为go312wrose和kyocera的金属陶瓷中选择。这种材料也可以是al2o3氧化铝或氧化锆。其同样非常坚硬,尤其是硬度大于或等于600hv。
19.该实施方式涉及多道切割,这需要激光束在同一点处多次通过以切除所有厚度,这将在下文详述。
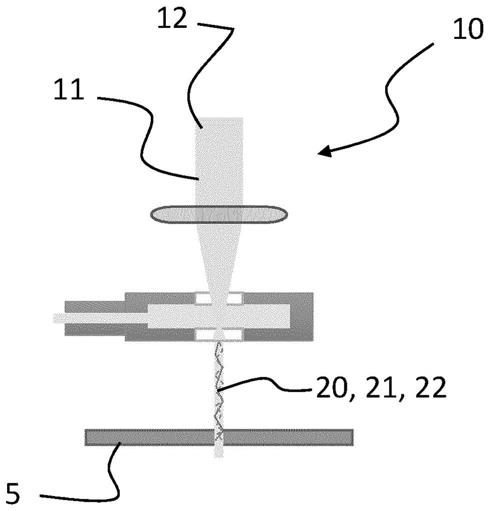
20.根据本发明的实施方式,所述制造方法随后包括用于切割厚带材的第二步骤。图1更具体地表示根据第一变型实施该第二步骤的制造装置10。该切割步骤使用两条性质不同且互补的激光束。根据实施方式的第一变型,该方法使用称为master的第一激光源11,即一半高度处的平均功率可以达到50w、脉冲持续时间在80与400ns之间并且频率为6到20khz的绿激光器,以及称为slave的第二激光源12,更具体而言是一半高度处的平均功率可以达到20w、脉冲持续时间在7与20ns之间并且频率为80到130khz的绿激光器。这两个激光源11、12可以如图1和图2所示的那样同时使用,或者依次使用。另外,根据该实施方式,这两个激光源分别产生在液体射流20内被引导的光束21、22,如图2的放大图所示。这种引导尤其在文献ep1750894中进行了详述。根据材料的类型及其厚度,切割模式将独立于两个激光源11和12的同时或依次的使用之外优选以前述的多道方式进行。
21.根据材料的类型及其厚度,激光源在一半高度处的平均功率可以被降低,例如对于master激光源被降低到10与12w之间的值,或者对于slave激光源被降低到2与19w之间的值。更特别地,对于由氧化铝制成的厚度为200微米的带材,slave激光源在一半高度处的平均功率可以在18与19w之间。作为变型,可以实现两个激光源的其他组合。
22.替代地,根据本发明的实施方式的第二变型,制造方法包括第二步骤,包括使用平均功率可以达到55w、脉冲时间/持续时间在270fs与10ps之间并且频率在1khz到2000mhz的
范围内的绿飞秒激光器切割厚带材。作为变型,可以使用具有超短脉冲的其他激光源,例如以红外(1030nm)或紫外(343nm)发射的光源。
23.最后,制造方法有利地包括终止步骤,其包括以下附加步骤中的全部或部分:
24.‑
对凸轮的主表面进行抛光,以降低粗糙度并保证最终厚度;和/或
25.‑
对一个或多个功能性侧面进行摩擦精加工以降低粗糙度。
26.另外,制造方法可包括清洁步骤。
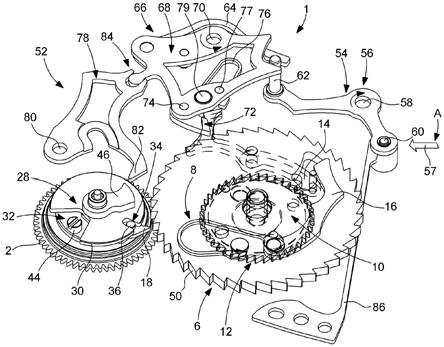
27.图3和图4示出了根据本发明的实施方式的钟表机芯的心形凸轮1。其是通过上述制造方法获得的,并且厚度为440微米。其是通过480微米厚的厚带材获得的,并且经过对其平坦的主表面2进行抛光的精加工阶段,这减小了其厚度。根据以下的限定,凸轮1还具有与其主表面2垂直的功能性侧面3。此外,在终止步骤之后,尤其是在抛光或摩擦精加工步骤之后,最终的凸轮的功能性侧面3具有小于50nm的粗糙度ra。
28.更一般而言,本发明显然依赖于一种新的优化,其中凸轮式钟表部件同时具有大于或等于600hv的较大硬度、大于或等于200微米、甚至大于或等于350微米、甚至大于或等于400微米、甚至大于或等于430微米的明显的厚度、相对于所需定向最多偏离1度的受控定向的功能性侧面以及小于或等于50nm的非常低的粗糙度ra。尤其是,功能性侧面相对于相邻的主表面的平面具有大于89度的角度。其相对于该平面的角度在89与90度之间或在89与91度之间。粗糙度ra甚至可以小于或等于40nm,甚至小于或等于30nm。这些特征的组合是最佳的;本发明实际上可以在每种参数上获得理想的结果,而不会优先考虑某些参数而损害其他参数,这是值得注意的。
29.根据本发明的钟表部件因此可以是具有至少一个功能性侧面的任何部件。有利地,该钟表部件具有基本上二维的形状,包括设置在其位于两个相对的平坦主表面之间的轮廓上的一个或多个功能性侧面。因此,其厚度作为这两个相对的主表面之间的距离进行测量。作为变型,该概念可以扩展到包括对应于本发明的实施方式的至少一个部分的更复杂的钟表部件。同样作为变型,本发明还适用于可以具有更接近三维形状的结构的部件,其主表面例如不是平坦的,而是基本上平坦的。所考虑的厚度因此将是与所考虑的功能性侧面相邻的主表面的端部处的平均厚度。因此,本发明适用于钟表部件的基本扁平形状的至少一个部分,该部分由两个基本平坦且平行的表面(称为主表面)限定,这两个表面通过因此在所述部分中沿厚度方向延伸的、形成钟表部件的侧面的较窄的表面连接。钟表部件的该部分有利地由单一材料制成为单件。
30.例如,钟表部件可以是凸轮,例如心形凸轮、螺旋形或带凹口的蜗形凸轮、梭轮或导柱轮。其可以是日期盘。其可以包括设置在其周边上的一个或多个功能性侧面。其可以通过执行完整或不完整的旋转(例如通过执行往复运动)来操作。当然,本发明不限于上述例子。
31.最后,本发明还涉及一种包括至少一个具有功能性侧面的这种钟表部件的钟表机芯。还涉及一种包括至少一个具有功能性侧面的这种钟表部件的钟表。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。