1.本发明涉及一种用于制造钟表部件、特别是涂清漆的镶字块(varnished appliques)的方法,该镶字块旨在借助于固定支脚附装在钟表的表盘上,以替换指示时间的所有或部分数字。这种方法也可以用于生产表盘或表圈。
背景技术:
2.布置在小时圈(hour
‑
circle)或副表盘上的镶字块通常通过描摹或甚至通过丝网印刷(其给人一种经印刷的印象)产生。钟表镶字块是钟表特别是手表的基本元件,其赋予钟表一种特殊的外观。因此,钟表镶字块的获得必须特别细致、高度可复制,并且没有任何表面状况缺陷。这些外观部件的尺寸非常小,并且很难抓握,因此难以完美地获得。因此废品率可能很高。当镶字块具有诸如清漆或亮面漆之类的涂层以获得特定的美学效果时,这种制造甚至更加棘手。在涂清漆镶字块的情况下,已知将镶字块置于支承件上,并在其上施加清漆层。应当理解,在这种情况下,清漆被沉积在镶字块和支承件两者上。由此通过毛细作用在镶字块和支承件之间形成了接头,外观因此很糟糕,这是不可接受的。
技术实现要素:
3.本发明的一个目的是通过提供一种制造高质量钟表镶字块的方法来克服所有或部分上述缺陷,该方法能确保可见部分的完美表面状况。
4.为此,本发明涉及一种用于制造镶字块的方法,根据本发明,该方法包括以下步骤:
5.‑
用金属材料制成基体,所述基体具有顶面和底面;
6.‑
在基体中从顶面开始以预定深度加工出镶字块的上表面和外周缘(rim);
7.‑
清洗加工过的基体;
8.‑
在基体的加工过的顶面上沉积清漆层、亮面漆层或涂料层,以覆盖该顶面;
9.‑
使沉积的清漆层干燥;
10.‑
在基体的顶面上至少在整个加工深度上沉积胶水层,所述胶水层叠加在清漆层上,并且使胶水干燥;
11.‑
经由基体的底面加工出镶字块的下表面和支脚,其加工深度大于基体的厚度减去顶面的加工深度,由此将形成的镶字块保持在胶水层中;
12.‑
将基体插入浴中,以溶解胶水并释放镶字块;
13.‑
根据其交货方式包装镶字块。
14.根据本发明的其他有利变型:
15.‑
该制造方法包括对在基体中加工出的镶字块的上表面和外周缘进行打磨的步骤,以保证均匀地去除清漆层并消除使颜色外观变亮的锋利边缘;
16.‑
在抛光后进行基体的电解浸出步骤,以保证支承件的清洁度;
17.‑
清漆层的厚度在20μm至100μm之间;
18.‑
对清漆层优选地在80℃干燥30分钟,然后在140℃干燥60分钟;
19.‑
基体由诸如黄铜、铝、紫铜或贵金属之类的金属材料制成;
20.‑
对胶水层在烘箱中优选地在45℃干燥5小时;
21.‑
在篮中进行基体的脱胶浴;
22.‑
对胶水层执行表面平整步骤,以便对底面加工期间的尺寸设定获得参考表面;
23.‑
在所述至少一个覆盖元件的下方经由基体的底面执行镶字块的加工,并且加工尺寸略大于镶字块的外周缘;
24.‑
在经由基体的底面进行加工以形成镶字块的下表面的同时,形成镶字块的至少一个支脚。
25.本发明还涉及一种包括至少一个根据本发明的镶字块的手表。
26.由于这些特征,这种用于制造钟表镶字块的方法能够快速获得镶字块,同时可见部分具有完美的表面状况。
附图说明
27.当阅读以下通过简单的说明性的非限制性示例给出的本发明的特定实施例的描述以及附图时,本发明的其他特征和优点将变得更加明显,图中:
28.‑
图1至6示出了根据本发明的制造方法的各个步骤;
29.‑
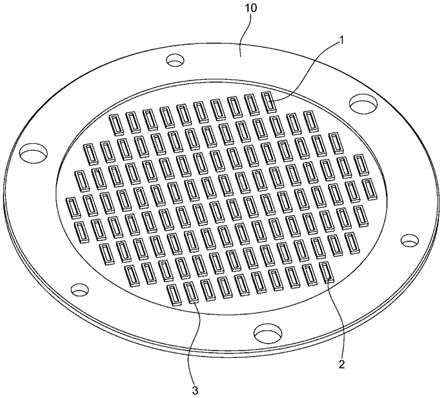
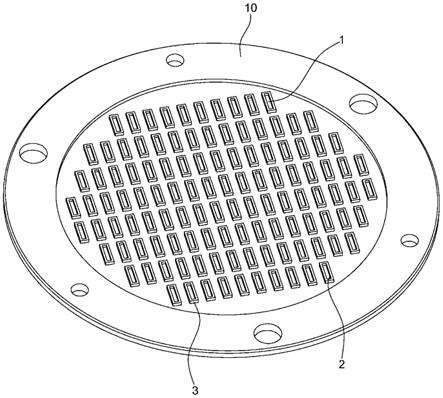
图7是基体的俯视图,其顶面已被加工;
30.‑
图8和9分别是经由顶面加工的基体和覆盖有清漆层的基体的剖视图;
31.‑
图10是经由顶面加工的基体的透视图。
具体实施方式
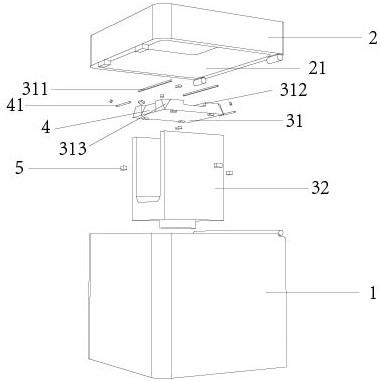
32.本发明涉及一种制造钟表镶字块1的方法。
[0033]“镶字块(applique)”是指放置在物体(特别是表盘、凸缘件、机板、桥夹板或类似物)上的旨在供用户观看的任何显示或装饰元件,例如符号、标示、数字、徽标、字母组合等。
[0034]
这种镶字块1通常包括旨在供用户观看的上表面2和外周缘3,以及用于镶字块1靠置在表盘或钟表结构上的下表面4。
[0035]
如果该下表面4可以直接粘合在所述表盘或结构上,则其通常包括至少一个支脚5。每个支脚5从该下表面4突出,并且(更具体地但不限于)在空间中相对于下表面4符合特定的方向,以用于将该下表面4紧固在所述表盘或结构上。
[0036]
根据本发明,为了制造这种镶字块1,依次执行以下步骤:
[0037]
‑
用金属材料制成基体10,所述基体具有顶面11和底面12;
[0038]
‑
在基体中从顶面开始以预定深度p加工出镶字块1的上表面2和外周缘3;
[0039]
‑
清洗加工过的基体10;
[0040]
‑
在基体10的加工过的顶面上沉积清漆层13,以覆盖该顶面;
[0041]
‑
使沉积的清漆层13干燥;
[0042]
‑
在基体10的顶面上至少在整个加工深度上沉积胶水层14,该胶水层14叠加在清漆层13上,并且使胶水干燥;
[0043]
‑
经由基体10的底面12以深度p'加工镶字块1的下表面4和支脚5,该深度p'大于基
体的厚度e减去顶面的加工深度p,这样形成的镶字块被保持在胶水层中;
[0044]
‑
将基体10插入浴中,以溶解胶水并释放镶字块1;
[0045]
‑
根据其交货方式包装镶字块1。
[0046]
根据具体情况,通过用于生成上表面2和外周缘3的cnc机床加工上表面2和外周缘3可以在单个工具上进行,或者甚至可以在每个专用于加工特定表面的操作的多个工具上进行。显然,该加工可以采用各种技术,这些技术可以组合或不组合,并且不限于:铣削、磨削、电腐蚀、激光或其他技术。
[0047]
当然,镶字块1的上表面2和外周缘3可以有一定复杂性,例如包括多个基本表面诸如平的刻面,或其他结构。根据上表面的复杂程度,通过可以相对于基体沿着至少5个轴线移动的加工单元和/或金刚石抛光单元对上表面2进行加工和/或金刚石抛光。
[0048]
基体10由诸如黄铜、铝或贵金属之类的金属材料或金属合金制成。在制造过程中,在加工下表面4和支脚5之前,基体10还用作镶字块1的支承件。
[0049]
根据本发明的一个具体特征,在基体10中从基体10的顶面开始加工镶字块1的上表面2和外周缘3,该加工具有预定的深度p。有利地,加工深度p设置成大于镶字块1的最终高度h。
[0050]
根据本发明的一个具体特征,在制成上表面2和外周缘3之后,通过超声清洗来清洗加工过的基体10,以清除与加工有关的所有灰尘和残留物,并防止清漆层中的任何缺陷。
[0051]
更特别地,根据本发明的一个具体特征,对在基体10中加工出的镶字块1的上表面2和外周缘3进行打磨,以抛光镶字块的边缘并提高清漆的覆盖能力。
[0052]
在打磨之后执行新的清洗步骤,通过电解浸出来清洗基体。
[0053]
根据本发明的一种变型,可以对基体进行表面处理以提高清漆层的抵抗力,例如,这种处理可以包括砂磨或等离子体操作。然后可能需要新的清洗步骤,以清除存在的杂质。
[0054]
根据本发明的一个具体特征,将清漆层13沉积在基体10的加工过的顶面上,以覆盖基体的顶面,这意味着覆盖镶字块1的上表面2和外周缘3。通过喷涂操作来沉积清漆层,还可进行基体的硬化。清漆层具有足以覆盖镶字块的厚度,该厚度通常在20μm至100μm之间。
[0055]
然后,使该清漆层13在烘箱中在80℃干燥30分钟,然后在140℃干燥60分钟。两步式干燥可以实现缓慢且规则的聚合作用,从而使清漆的厚度具有更好的均匀性。显然,此干燥步骤的参数可以根据制造商要求的特性而改变。
[0056]
根据本发明的一个具体特征,将胶水层14沉积在基体10的顶面上,胶水层14由此叠加在清漆层13上,并且包围镶字块1的上表面2和外周缘3。有利地,胶水层14沉积在至少整个加工深度上,或者甚至略微更多以超过由基体的顶面形成的平面。优选地,使用型的水基胶水,以防止在后续步骤中的胶水溶解过程中损坏清漆。
[0057]
随后的步骤包括使沉积的胶水层14干燥,为此,将涂覆有胶水的基体在烘箱中在45℃放置至少5小时。
[0058]
一旦胶水层14已经干燥,则执行可选的整平步骤。例如通过表面平整来加工胶水层以获得均匀的层,以便在该方法结束时加速镶字块的释放,以及为底面加工期间的尺寸设定形成平的参考表面。
[0059]
根据本发明的一个具体特征,经由基体10的底面12加工镶字块1的下表面4和支脚
5。此加工的深度p'大于基体10的厚度e减去顶面的加工深度p,即p'>(e
‑
p)。
[0060]
以略大于镶字块1的外周缘3的尺寸经由基体的底面来加工镶字块1,以使镶字块与基体分离,由此形成的镶字块不再连接到基体10,此时仅由先前沉积的胶水层14保持。
[0061]
根据本发明的一个具体特征,将基体插入水溶液中,以溶解胶水并从胶水层释放镶字块。为了能够容易地重新获得所释放的镶字块,将基体10在篮中进行溶液浴。
[0062]
在这里所述的情况中,所使用的液体溶液是碱性水溶液以溶解胶水,将基体10插入55℃的一系列浸出浴中60分钟,以保证胶水的良好溶解。显然,根据所选择的胶水,可以使用其他液体溶液,正如浸出时间和水溶液的温度可以根据所使用的胶水而变化一样。
[0063]
最后,可以再次清洗镶字块以去除任何胶水残留物,然后使其干燥。镶字块也可以进行其他装饰处理,例如沉积发光材料。
[0064]
最后,根据其交货方式的情况,将镶字块包装在存储托盘上。
[0065]
本发明还涉及一种包括至少一个镶字块1的手表。
[0066]
当然,本发明不限于所示出的示例,并且可以具有本领域技术人员显而易见的各种变型和修改。
[0067]
附图标记
[0068]
1 镶字块
[0069]
2 上表面
[0070]
3 外周缘
[0071]
4 下表面
[0072]
5 支脚
[0073]
10 基体
[0074]
11 顶面
[0075]
12 底面
[0076]
13 清漆层
[0077]
14 胶水层
[0078]
e 基体厚度
[0079]
h 镶字块高度
[0080]
p、p' 加工深度
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。