1.本发明涉及一种冲压工艺,特别是涉及一种汽车覆盖件的冲压工艺。
背景技术:
2.目前,随着汽车行业技术的发展,一方面数模的造型越来越复杂,另一方面对汽车外覆盖件的外观质量、汽车外覆盖件模具的工艺可靠性和创新要求也越来越高,这要求模具设计人员持续提高工艺水平。在汽车提升门上外板的拼焊面的冲压加工过程中,对提升门上外板数模拼焊面新的造型采用传统的工艺方法,拼焊面回弹太大,变化不均匀,从而导致拼焊面整体变形,生产出来的零件型面质量太差,甚至影响车的整体美观,已经很难满足生产的要求。回弹控制是国内外汽车模具行业难以克服的技术难题,各个公司在处理这类问题时大多是通过回弹补偿、强压来处理这类问题,但效果一般。当回弹数值不规律,回弹数值较大时,这种办法就失效了。
技术实现要素:
3.鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种汽车覆盖件的冲压工艺,该冲压工艺能有效提高汽车覆盖件的质量。
4.为实现上述目的,本发明提供一种汽车覆盖件的冲压工艺,包括如下步骤:
5.带整形的翻边工序:先对板料的翻边区域进行整形,且在翻边区域整形出凹坑结构,再对板料的翻边区域进行翻边。
6.进一步地,在执行带整形的翻边工序前需先执行拉延工序,所述拉延工序包括如下步骤:
7.将板料拉延成型。
8.进一步地,在执行完拉延工序,需执行修边工序,再执行带整形的翻边工序,所述修边工序包括如下步骤:
9.对板料的翻边区域进行修边。
10.进一步地,在完成翻边后还需执行整形工序,所述整形工序包括如下步骤:
11.在凹坑结构的基础上,继续对翻边区域进行整形,并在翻边区域整形出台阶结构。
12.进一步地,在完成整形工序后,还需执行修边冲孔工序,所述修边冲孔工序包括如下步骤:
13.对翻边区域进行修边及冲孔。
14.进一步地,所述带整形的翻边工序中,采用托料板与翻边刀夹住翻边区域的方式进行翻边。
15.如上所述,本发明涉及的汽车覆盖件的冲压工艺,具有以下有益效果:
16.本汽车覆盖件的冲压工艺,在进行翻边时,已预先在翻边区域整形出凹坑结构,以利用整形出的凹坑结构强化翻边区域的板料的强度,以避免翻边时应力集中从而产生翻边区域回弹量过大、回弹不规律等问题,进而保证所加工出汽车覆盖件的质量更高。
附图说明
17.图1为本发明实施例中汽车提升门上外板的俯视图。
18.图2为本发明实施例中汽车提升门上外板的结构示意图。
19.图3为本发明实施例中拉延工序所加工出汽车提升门上外板的结构示意图。
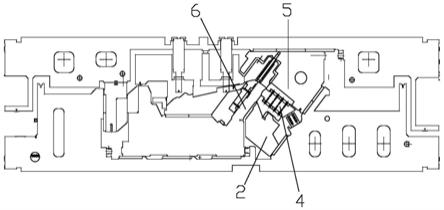
20.图4为本发明实施例中冲压模具的结构示意图。
21.元件标号说明
[0022]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
汽车提升门上外板
[0023]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
拼焊面
[0024]
111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
圆弧面
[0025]
112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
凹坑
[0026]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
托料板
[0027]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
修边线
[0028]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
整形机构
[0029]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
翻边斜楔
[0030]6ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
凸模
具体实施方式
[0031]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0032]
须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
[0033]
本实施例提供一种汽车覆盖件的冲压工艺,包括如下步骤:
[0034]
带整形的翻边工序:先对板料的翻边区域进行整形,且在翻边区域整形出凹坑结构,再对板料的翻边区域进行翻边。
[0035]
本汽车覆盖件的冲压工艺,在进行翻边时,已预先在翻边区域整形出凹坑结构,以利用整形出的凹坑结构强化翻边区域的板料的强度,以避免翻边时应力集中从而产生翻边区域回弹量过大、回弹不规律等问题,进而保证所加工出汽车覆盖件的质量更高。
[0036]
如图1和图2所示,本实施例中汽车覆盖件具体为汽车提升门上外板1,该汽车提升门上外板1具有用于与汽车提升门下外板焊接的拼焊面11。在利用本冲压工艺加工汽车提升门上外板过程中,当板料的翻边区域被翻边后,其表面形成拼焊面11。汽车提升门上外板1对应的数模有以下特征:拼焊面11的中部为一大的圆弧面111,该圆弧面111与拼焊面11的两端共同构成内凹形状,类似青蛙腿造型;拼焊面11整体较大,距圆弧面111较深,从中间到两端的深度从100到12mm渐变;且拼焊面11的中间具有凹坑112,尺寸较大;拼焊面11的下端设有一台阶,深度2mm。对于传统冲压工艺来讲,此形状特征成形有两大难点:1、拼焊面11边
缘圆弧拐角处翻边为少料翻边,有翻边开裂的风险,特别是拼焊面11深度较深;2、拼焊面11翻边成形后,拼焊面11左右两端回弹大,造成拼焊面11形状扭曲,回弹数值既有正值也有负值,且数值变化范围大,u向和v向均有变化,且数值变化无规律性。其结果是拼焊面11质量差,当侧翻边后继续整形拼焊面11上的凹坑112和台阶造型时,面的质量无法控制。由此用传统的拉延修边结束后一工序翻边,下一工序整形已经无法达成生产的要求。对此我们探究了一新的工艺方式,来解决这些技术难点,对于同类提升门上外板拼焊面造型或者其它零件类似造型具有很大借鉴价值。本实施例中汽车覆盖件的冲压工艺采用上述带整形的翻边工序有效解决了拼焊面11回弹量大的问题,且本实施例带整形的翻边工序中,采用托料板2与翻边刀夹住翻边区域的方式进行翻边,尽可能的把板料硬化,同时翻边面与托料面之间圆角尽可能导大,以防止翻边区域开裂。
[0037]
本实施例中在执行带整形的翻边工序前需先执行拉延工序,拉延工序包括如下步骤:
[0038]
将板料拉延成型,具体地按照数模将板料拉延成型出汽车提升门外板,并保证板料拉延充分,且翻边区域处工艺补充尽量贴近数模造型,以减少后序翻边回弹量。
[0039]
本实施例在执行完拉延工序,需执行修边工序,再执行带整形的翻边工序,所述修边工序包括如下步骤:
[0040]
对板料的翻边区域进行修边,该工序的修边采用粗修边,且具体粗修翻边区域处的工艺补充,修边线3所在位置如图3所示,以便于后续带整形的翻边工序的实施。
[0041]
本实施例带整形的翻边工序中,在翻边区域的中间位置整形出部分数模凹坑造型,即整形出局部的凹坑结构。在完成翻边后还需执行整形工序,该整形工序包括如下步骤:
[0042]
在凹坑结构的基础上,继续对翻边区域进行整形,以整形出完整的凹坑结构,并在翻边区域整形出台阶结构。
[0043]
在完成整形工序后,还需执行修边冲孔工序,所述修边冲孔工序包括如下步骤:
[0044]
对翻边区域进行修边及冲孔,具体地精修翻边区域余下废料,并正常冲孔。
[0045]
本冲压工艺属于汽车白车身钣金件制造领域,具体也可称作汽车提升门上外板拼焊面的冲压工艺,其解决了提升门上外板与下外板激光拼焊处的产品曲面回弹数值太大、回弹不规律、翻边开裂、整形压料型面扭曲,从而影响汽车提升门上外板1的美观,甚至会导致提升门总成无法正常装配的问题。本实施例中汽车覆盖件的冲压工艺具体包括如下步骤:
[0046]
op10、拉延工序:将板料拉延成型,翻边区域处的工艺补充尽量贴近数模拼焊面造型,减少后序翻边回弹量;
[0047]
op20、修边工序:对板料的翻边区域粗修边,以便于后工序采用带料整形;
[0048]
op30、带整形的翻边工序:如图4所示,在冲压模具上增加整形机构4,先对板料的翻边区域进行整形,且在翻边区域整形出局部的凹坑结构,以进一步硬化板料,保证后序整形时拼焊面11无明显扭曲现象,另外采用部分整形也是考虑整形斜楔的回退问题;再对板料的翻边区域进行翻边,且在翻边时,确定翻边斜楔5的角度、并增加托料板2,以采用托料板2与翻边刀夹住翻边区域的方式进行翻边,尽可能的把板料硬化,同时翻边面与托料面之间圆角尽可能导大,以防止翻边区域开裂;
[0049]
op40、整形工序:在局部的凹坑112的基础上,继续整形出完整的凹坑结构,并整形出所有凹坑结构,且在翻边区域一次整形出台阶结构。
[0050]
op50、修边冲孔工序:对翻边区域进行修边及冲孔。
[0051]
另外,在冲压生产一些汽车覆盖件时,如果翻边和整形就能保证生产质量,那就采用翻边后再整形的简单模式;如果不能,就需要在op30工序中增加整形机构4,且整形机构4位于托料板2和翻边斜楔5之间,以预先对翻边区域进行整形。本冲压工艺所采用的冲压模具还包括凸模6。
[0052]
本冲压工艺中的带整形的翻边工序,在翻边形成拼焊面11时预先成型出部分数模凹坑造型,在整形工序中,进一步成型拼焊面11的数模所有造型,进一步硬化了板料,以避免翻边时应力集中从而产生的回弹数值过大,回弹不规律等风险。且本冲压工艺改变原有翻边机构,增加一整形机构4,为解决回弹补偿提供了一种新的思路。本冲压工艺提高了生产的可靠性和稳定性,同时,不需要增强冲压工序,成本也不需要增加,因此可以广泛应用于类似汽车提升门上外板1的模具制造领域。
[0053]
综上所述,本发明有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0054]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。