1.本发明涉及一种衬套辊(sleeve roll,套筒辊)。这种衬套辊通常设置在诸如造纸机、纸板机、卫生纸机或制浆机的纤维幅材成形机的成形部中。
背景技术:
2.例如从文献de3142045a1中已知现有技术的衬套辊。在此,具有固定的扇区支撑靴/梁的衬套装置(sleeve arrangement)被布置在造纸机或纸板机的成形部中。成形部包括两个网,每个网形成一个闭环。两个网被引导成使得它们以邻近的方式沿着衬套装置的具有以固定的扇区支撑靴/梁圆周的一部分行进,从而形成织物包绕(fabric wrap),其中幅材被夹在网之间。因此,具有固定的扇区支撑靴/梁的衬套装置导致两个网之间的最小距离,从而导致位于两个网之间的幅材脱水。
3.从文献ep2350385b1中已知另一成形部,其与de3142045 a1中的成形部相似,但是其包括具有变化的曲率半径的横截面的衬套辊。这种形状能够改善由衬套辊的曲率半径变化而导致的脱水压力。
4.通常,衬套辊包括静止部分,诸如轴梁,用于支撑绕轴梁旋转的带。带由绕衬套辊滑动表面的一部分行进的网驱动。因此,会出现摩擦力问题,特别地,在启动期间会产生静摩擦力,在慢速行进模式下会产生静摩擦力以及滑动摩擦力,在正常行进模式下会主要产生滑动摩擦力。
5.需要一种能够应对不同行进模式下的摩擦力的衬套辊。
技术实现要素:
6.根据本发明,一种衬套辊(1)包括具有轴颈(axle stub,轴端)的轴梁(11)。轴颈(13)被支撑在轴承结构(21)中。此外,衬套辊包括辊头(31),所述辊头被构造成支撑带(41),所述带以带环的形式绕轴梁(11)张紧并能绕轴梁旋转。带(41)能绕轴梁(11)旋转并相对于轴梁旋转。可移动的成形元件(119)被构造成从轴梁(11)突出,从而邻接抵靠带(41)以改变带环的横截面形状。
7.因此,借助于可移动的成形元件,绕轴梁行进并对应于辊头的圆周的带环形状可以被改变、以具有突出部,其中可移动的成形元件突出。即使在造纸机或纸板机运行期间,也可以实现该突出。因此,当可移动的成形元件在启动时被缩回、并且仅在执行启动之后才实现突出时,启动时间可以减小。在纤维幅材成形机的启动期间,成形元件缩回到带圆的内部,并且在元件后面的支撑件抵靠在带的内表面上。在启动期间,所有用于滑动表面的润滑入口都在使用中,并且可以降低网张力。另外,可以控制除水峰值压力和织物张力。后者允许控制除水曲线。
8.此外,当这种可移动的成形元件被磨损或要改变邻接抵靠带的表面的半径时,可以容易地更换这种可移动的成形元件。
9.有利地,滑动表面(115)可以被布置为邻近于可移动的成形元件(119),并在带
(41)的旋转方向上位于可移动的成形元件(119)之前。
10.有利地,可移动的成形元件(119)可以沿突出方向(z)向前和向后移动。
11.从而,可移动的成形元件可以至少处于两个位置,即,缩回或突出。此外,除了上述优点外,还具有以下优点。
12.有利地,可移动的成形元件(119)沿突出方向(z)的向前和向后移动可以是借助于容纳在缸(1193)中的活塞(1192)实现的。活塞(1192)能够作用于两个方向上。
13.这样的布置使得可移动的成形元件能够被设置在活塞的冲程内的任意突出位置处。从而,当在轴向方向上设置邻近的可移动的成形元件时,任何挠曲(deflection,偏斜)都可以在最小范围内得到补偿。换言之,可以将(造纸机或纸板机的)机器横向的弯曲线设置为与预期弯曲线相差小于0.25mm/m。
14.有利地,可移动的成形元件(119)可以被支撑在轴梁(11)处,支撑件优选地是铰接件(hinge)(1191)并且移动缸结构的成形元件是铰接的。
15.因此,作用在可移动的成形元件上的带的旋转力和来自部分包绕衬套辊的网的张力被传递至具有刚性结构的轴梁,而不会影响幅材成形过程中的准确性。在可移动的成形元件由铰接件支撑的情况下,替代上述线性的突出和缩回运动,进行沿着曲线的突出和缩回运动。从而,结合可移动的成形元件的顶表面的相应变化的半径与带邻接,在维持可移动的成形元件的顶表面与带之间的低摩擦的同时,实现了突出高度的平滑调节。
16.当超出操作位置的衬套辊半径时,成形元件的突出会影响带。因此,必须在成形元件之前布置良好的润滑,以确保在所述元件上的平滑的带滑动,使带向外张紧。在启动期间,成形元件可以缩回到辊头圆内部,以便减少摩擦。
17.成形元件在辊头/带圆之外的突出/向外行程可以为10mm
‑
120mm,有利地为20mm
‑
70mm。另外,当滑动表面可以被布置在头/带下方若干毫米(数十毫米)但半径相同时,带可以在成形元件之前凹入/向内凸出。这有助于减少所需的成形元件的突出/向外行程,这在减小带张力并由此减少带磨损时有利于带的寿命。
18.因此,织物张紧包绕(fabric tension wrap)参数的显著变化是可能的。另一方面,可以防止由于带与可移动的成形元件的顶表面之间的摩擦而导致的从可移动的成形元件作用到带上的过大的力,以及作用在可移动的成形元件的支撑部上的弯曲力。
19.有利地,在横截面中,成形元件(119)的邻接抵靠带(41)的表面(1195)可以具有弯曲的凸形形状。
20.从而,可以应用成形元件的邻接抵靠带的顶表面的曲率的变化。因此,也可以以此方式补偿辊偏差(roll deflection,辊挠曲)。
21.有利地,成形元件(119)的邻接抵靠带(41)的弯曲的凸形形状的表面(1195)的曲率半径可以在带的旋转方向上变小。
22.从而,可以以平滑的方式控制网张力分布。此外,可以补偿衬套辊的弯曲。
23.有利地,成形元件(119)的邻接抵靠带(41)的表面(1195)的弯曲形状的曲率半径可以连续或逐步(阶梯式地)改变,其中,逐步的级数可以是3个至12个。
24.由于可移动的成形元件可以容易地更换,因此可以根据纸或纸板的制造工艺来应用具有专用顶表面形状的不同的可移动的成形元件。成形元件的材料可以是金属或聚合物(增强复合物)或其组合。制造方法可以是挤压、机加工、增材制造或铸造。低摩擦涂层或表
面硬化也可用于滑动表面和/或易于磨损的成形元件。
25.有利地,滑动表面(115)可以覆盖衬套辊(1)的30
°
至120
°
的扇区。
26.由于该范围几乎对应于网包绕,因此可以显著减小由网作用在带上而导致的摩擦。此外,可以在可移动的成形元件之后在带的行进方向上增加另一个滑动表面以支撑带,并且在可移动的成形元件缩回的情况下(例如在纤维幅材成形机的启动期间)减小摩擦。
27.有利地,滑动表面(115)在横截面中的曲率半径可以与辊头(31)的曲率半径相同/恒定。
28.有利地,滑动元件的滑动表面(115)可以经过表面处理和/或具有凹陷。此外,在带(41)的旋转方向上,润滑装置(1151)可以被布置在滑动表面(115)之前,和/或穿过滑动表面(115)。这些凹坑/凹部/凹口在轴梁的长度方向上以不连续的一行或多行的方式延伸。在填充有润滑油的所述凹口之间存在狭窄的凸部区域(land area,凸台区域)。凹部的长度和每个凹部的进油开口数量可以不同。
29.从而,摩擦系数进一步减小。
30.本发明还涉及一种造纸机或纸板机,其在脱水部或成形部中包括两个网(1015、1009)以及如上所述的衬套辊(1)。在衬套辊(1)的一侧上的网(1515)在滑动表面(115)处与衬套辊(1)邻接,从而将旋转力传递至衬套辊的带(41)。
附图说明
31.在下文中,将基于附图描述本发明的当前优选实施例,其中:
32.图1是采用根据本发明的衬套辊的造纸机或纸板机的成形部的示意图;
33.图2是支撑根据本发明的衬套辊的轴颈的轴承结构的立体图;
34.图3是根据本发明的衬套辊的轴梁的立体图;
35.图4是沿着根据本发明的衬套辊的纵轴线(length axis)的截面图;以及
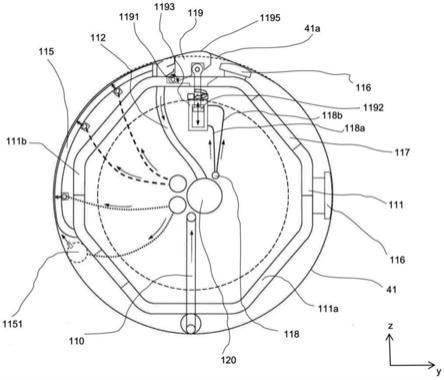
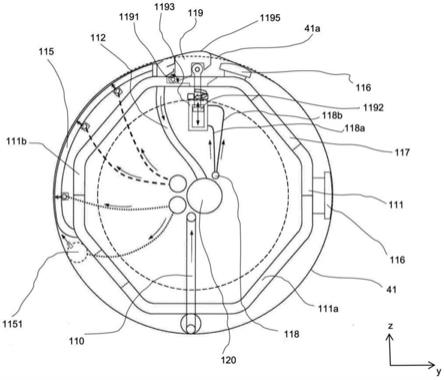
36.图5是垂直于根据本发明的衬套辊的纵轴线的横截面图。
具体实施方式
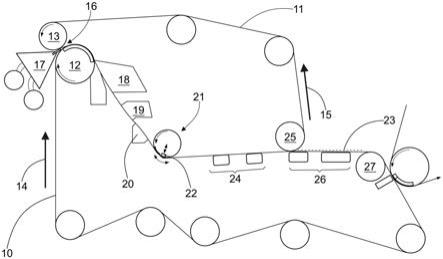
37.图1示出了应用根据本发明的衬套辊1的造纸机或纸板机的成形部1000的示意性结构的示例。流浆箱1001用于在网1009、1015之间供应浆悬浮液,所述网被引导为闭环。网环1015由导辊1013、成形辊1005和衬套辊1引导。第二网1009通过导辊1007、成形辊1005和衬套辊1在另一个闭环中被引导。在成形辊1005与专用于第二网1009的导辊1007的导辊1007a之间,两个网1015和1009均以平行的方式行进以将由此形成的幅材夹在中间。
38.在成形辊1005和衬套辊1各自的圆周部分处、于两个网1015和1009(其中两个网1015和1009沿着两个辊的圆周部分行进)之间形成一成形间隙(forming gap),该成形间隙具有在成形辊上的恒定半径的织物张紧包绕与在衬套辊上的变化半径的织物张紧包绕。由于在不受辊影响的部分中网1009和1015略微伸长,因此在这些织物张紧包绕中,通过网张力作用在幅材上的压力高于网未被支撑的部分中的压力。
39.在成形辊1005处形成的成形间隙和织物张紧包绕用于接收来自流浆箱1001的浆悬浮液。为了在成形辊1005处提供该张紧包绕,第二网借助于胸辊1007b被引导向成形辊,所述胸辊以流浆箱1的扩散器部分布置在成形辊1005与胸辊1007b之间的方式被布置为靠
近成形辊1005。因此,在成形辊1005处对幅材执行第一次脱水。
40.另一织物成形包绕形成在衬套辊1处。由于此描述主要针对衬套辊1,因此在下文中,在衬套辊1处形成的织物成形包绕将被描述为“织物成形包绕”;同时,如果需要,在成形辊1005处形成的织物压区(fabric nip)将被描述为“恒定半径的织物张紧包绕”或简称为“织物张紧包绕”(在成形辊1005处)。
41.此外,在成形部中,布置有用于使幅材脱水的其他装置,诸如脱水元件1003或抽吸箱1011。将理解的是,以上基于图1的成形部的描述仅是示例,完全没有将成形部限制为图1中所示出并如上所述的网布置和元件之意。即,在所描述的元件旁边,可以设置另外的脱水元件和抽吸箱。另一方面,可以省略所示的脱水元件和/或抽吸箱中的一个或多个。此外,可以选择适于所有类型的成形机、流浆箱、布局和幅材的不同类型的幅材成形概念。同样,衬套辊的功能及其在成形机内的位置可以根据待形成的特定幅材的具体需要而变化。
42.为了形成幅材,将浆悬浮液从流浆箱1001供应到成形间隙和成形辊1005处的恒定半径的织物张紧包绕(在此处进行第一次脱水)中。从那里开始,幅材在两个网1015与1009之间被引导向衬套辊1和织物张紧包绕。从而,幅材通过脱水装置1003,这提高了幅材的干度。在织物张紧包绕中,进行第二次脱水。如下所述,借助于根据本发明的衬套辊1,可以设置织物张紧包绕的参数,诸如其长度、其施加的压力、幅材通过织物张紧包绕的行进时间等。因此,在幅材经由抽吸箱1011被进一步引导以被接管并转移至下一个部(诸如纤维幅材成形机的压榨部)之前,进行了有效的脱水。
43.根据本发明的衬套辊1包括轴梁11和轴颈13。从图2可以看出,轴颈13被支撑在基座(pedestal)(例如轴承结构)21中。此外,从图4可以看出,衬套辊1包括辊头31,该辊头支撑带41。带41绕轴梁11张紧并围绕且相对于轴梁11可旋转。特别地,带41的旋转是由于在穿过衬套辊1时在公共路径期间由于网张力而使网1015直接与带41接触而导致的。
44.返回图2,基座21包括环形凸缘25,该环形凸缘以能够将扭矩从凸缘25传递到轴颈13的方式安装在轴颈13上。
45.为了提供扭矩,凸缘25借助于接头22与松紧螺丝扣(rigging screw)23连接。即,松紧螺丝扣23的一端借助于接头22附接到凸缘25。松紧螺丝扣23的与附接到接头的一端相对的另一端固定到基座21。因此,通过转动松紧螺丝扣23,松紧螺丝扣的长度可以被延长或缩短,从而引起凸缘25的旋转。凸缘25的旋转被传递至轴颈13,从而使衬套辊1的轴颈和轴梁11旋转。凸缘25和接头22形成根据本发明的运动装置,并且松紧螺丝扣23是根据本发明的致动装置的一个示例。
46.即,代替松紧螺丝扣,致动装置可以包括螺钉、齿轮、蜗轮、液压缸或其他适于提供纵向运动的装置,该纵向运动随后被转换成凸缘25的旋转运动。
47.从图3可以看出,轴梁11由具有(在该实施例中为八个)圆形转角(rounded corner,圆角)的中空多边形结构制成。此外,轴梁本体111的横截面在不同的平面中是对称的,轴梁11的宽度(沿图中的y方向)比其高度(沿图中的z方向)大。形成轴梁本体111的板的厚度在30mm至60mm之间。轴梁的这种几何形状沿其轴向方向(旋转轴线a方向)具有出色的刚度,同时仍可以形成期望的横截面形状。
48.在本发明的意义上,圆形转角应被理解为这些转角包含具有一定的曲率半径的弧形的、凸的、弯曲的部分。
49.轴梁11的头部113具有凸缘状的形状,并设有多个安装孔1131。头部113被轴梁本体111围绕,该轴梁本体由两个弯曲的金属板111a、111b组成。两个金属板111a、111b在其边缘处焊接在一起以形成中空体。边缘以平行于衬套辊1的旋转轴线a的方式布置。
50.此外,在轴梁11中,设置有维修开口117和其他开口,以使得能够进入轴梁11的内部空间。这些开口中的一些或全部可以用闸门(hatches)关闭。
51.从图4可以看出,轴颈13安装到头部113。辊头31以滑动的方式设置在轴颈13上。因此,辊头31可以沿衬套辊1的轴向方向移动。为了实现辊头31的这种移动,液压缸(在图4中仅示出了其中一个)35被固定在轴梁的内部。每个液压缸35的活塞杆延伸穿过轴梁11的头部113并被固定到辊头。因此,辊头31可以沿旋转轴线a的方向(即,在图4中向左和向右)以滑动方式移动。从而,一方面,可以确定辊头31的轴向位置,另一方面,可以调节固定到辊头31并围绕轴梁11的带41的张力。多个液压缸35被布置成使得带41通过对称的张紧力而张紧。
52.为了准确确定辊头31的位置和/或防止带41的过度拉伸,设置了标引装置(indexing means,分度装置)(未示出),以告知用户辊头的移动量。在实施例中,标引装置示出了从基座21的内侧(图4中的右侧)到辊头31的距离。
53.此外,在辊头31中设有穿过轴颈13的开口。开口可以以气密的方式闭合并且用于布置例如用于流体(诸如润滑油)的入口管和出口管。由于可以以气密的方式闭合开口,因此可以维持带41内部的压力。
54.如图5所示,轴梁具有滑动表面115。该滑动表面沿轴梁11的长度方向延伸并且沿轴梁11的横向弯曲。在实施例中,滑动表面是安装到轴梁11的单独部件,但是作为替代,滑动表面也可以与轴梁11一体形成。
55.此外,可移动的成形元件119被布置为邻近于轴梁本体111中的滑动表面115。即,成形元件被设置为使得经过滑动表面115的带41此后越过成形元件119。在横截面中,成形元件119的邻接抵靠带41的表面1195具有弯曲的凸形形状。弯曲的凸形形状的表面1195的曲率半径在带41的旋转方向上变小。成形元件的所述曲率半径变得比衬套辊的半径小。就此而言,成形元件是可移动的,从而可以改变其从轴梁本体111突出的高度。在轴梁本体111中,设置有管系统以将润滑流体供应到滑动表面115。
56.由于可移动的成形元件119被构造成从轴梁11突出,因此该可移动的成形元件邻接抵靠绕轴梁11旋转的带41。通过改变成形元件119的突出高度,改变了由带41形成的环的横截面形状。
57.为了突出或缩回,使可移动的成形元件119沿其突出方向z向前和向后移动。这借助于容纳在缸1193中的活塞1192来实现。活塞1192能够在两个方向上起作用。因此,可以使可移动的成形元件突出到期望的高度。当超出在操作位置中的衬套辊半径时,成形元件的突出会影响带。因此,必须在成形元件之前布置良好的润滑,以确保在所述元件上的平滑的带滑动,从而使带向外张紧。在启动时,成形元件可以缩回到辊头圆的内部,以便减少摩擦。
58.成形元件在辊头/带圆(带截面的假想形状,其是圆形的,除非其以不同的方式引导)之外的突出/向外行程可以为10mm
‑
120mm,有利地为20mm
‑
70mm。在图5中,带圆用41a表示,并用虚线画出。另外,当滑动表面被布置在头/带下方若干毫米(数十毫米)但半径相同时,带可以在成形元件之前凹入/向内凸出。这有助于减少所需向外行程,从而有利于带寿
命。
59.可移动的成形元件119借助于铰接件1191支撑在轴梁11处。因此,可移动的成形元件119的位置不仅可以以线性方式改变,而且可以倾斜。有利地,铰接的成形元件的移动装置也可倾斜/铰接。
60.在带41的行进方向上,滑动表面115被布置在可移动的成形元件119之前。滑动表面115在横截面中的曲率半径与衬套辊/辊头31的曲率半径相同。此外,滑动表面经过表面处理,优选地可以设有凹陷,诸如凹坑。另外,在带41的旋转方向上,润滑装置1151被布置在滑动表面115之前。因此,滑动表面115的摩擦系数可以显著减小,从而引起带41在其到达可移动的成形元件119之前在滑动表面115上平稳行进。
61.将理解,由于可移动的成形元件119,衬套辊1的横截面形状可以根据所形成的幅材的要求而改变。此外,这些改变可以在造纸机或纸板机运行时执行。另外,不仅可以改变衬套辊1的横截面,而且可以经由松紧螺丝扣23和凸缘25通过旋转轴颈13来改变可移动的成形元件的旋转位置。因此,可以以多种方式实现织物张紧包绕参数的改变,这导致幅材的改善的脱水和成形。附图标记116表示附加的滑动元件,这些滑动元件中的一个设置在可移动的成形元件119的后面。
62.另外,图4和图5示出了用于供应和排放(参见图4中的管中的箭头)润滑剂的管110、112、114。供应和排放是经由轴颈13中的孔执行的。此外,这些管被支撑在轴梁11的内部中。主排放管120用于回流的润滑剂,在将该润滑剂重新供给到衬套辊之前需要对其进行冷却和过滤。除了润滑剂供给管之外,还示出了较小的液压管,诸如由118、118a、118b所指的那些。后面所述的这些液压管118、118a、118b用于致动活塞1192。与液压致动器、润滑剂收集器装置和润滑剂供给/喷射管的连接借助于钢加强软管来执行,以允许热运动和弯曲。
63.尽管已经基于本发明的当前优选实施例描述了本发明,但是本发明的范围不限于以上描述和附图,而是由权利要求书限定。
64.因此,可以对实施例进行改变。例如,不必为整个轴梁本体设置所描述的横截面形状,而是仅轴梁本体的一部分可以具有多边形横截面。一个或多个其他部分可以具有不同的横截面。
65.多边形横截面可以具有六个至十二个转角或相应的角。尽管优选将转角倒圆,但是这种倒角不是明确必要的,例如在金属板没有弯曲而将多个金属条焊接在一起以形成轴梁本体的情况下。
66.另外,轴梁本体的至少一部分可以具有圆形横截面。
67.替代连续改变,成形元件的邻接抵靠带的表面的弯曲形状的曲率半径可以逐步改变。逐步的级数可以是3个至12个。
68.尽管以上没有提到包绕的一定范围,但是滑动表面可以覆盖衬套辊的30
°
至120
°
的扇区,从而在衬套辊上具有公共包绕的网可以在支撑滑动表面的帮助下驱动带。
69.尽管在实施例中,在带的旋转方向上,润滑装置被布置在滑动表面之前,但是替代地或附加地,润滑装置可以通过滑动表面设置。润滑装置的布置取决于形成滑动表面之前的组件。
70.尽管在轴梁的横截面中描述了多边形结构,但是在某些情况下,可以使用其他更复杂的尺寸形状,诸如t形梁、y形梁或x形梁的横截面。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。