1.本实用新型涉及自动化设备技术领域,具体涉及一种手机壳上料设备。
背景技术:
2.随着经济的发展,人们对手机品质的追求越来越高,手机标志是关乎品质和外观的重要组成部分。现有的贴标签装置通常采用油缸工作带动输出端工作进行压合对完成上料的手机壳进行贴标签,上料过程中多采用人工上料,具体为通过操作者将手机壳放入到压合贴标签设备中,此种上料过程费时费力,如何设计一种设备能够提高上料的效率,是我们需要思考的问题。
技术实现要素:
3.本实用新型的目的在于提供一种手机壳上料设备,以解决现有技术中导致的问题。
4.为达到上述目的,本实用新型是采用下述技术方案实现的:
5.一种手机壳上料设备,包括底座和上壳体,所述上壳体位于所述底座工作台的上方,所述工作台上设有贯通所述工作台的第一通槽,所述工作台的底面连接有顶升装置,所述顶升装置的输出端可升降的连接在所述第一通槽内;
6.所述工作台上滑动连接有载具盘装置,所述载具盘装置包括载具底板,所述载具底板上设有用于安装工件的安装槽,所述载具底板至少具有一第一位置,在所述第一位置时,所述安装槽的中心所述第一通槽的中心在同一铅锤面;
7.所述上壳体上连接有搬运模组,所述搬运模组包括吸盘手抓,所述吸盘手抓用于吸抓工件。
8.进一步地,还包括用于带动所述载具底板运动的气缸装置,所述气缸装置包括无杆气缸、所述无杆气缸上的连接块和所述载具底板相连接。
9.进一步地,所述气缸装置还包括导轨,所述导轨连接在所述无杆气缸的一侧,且所述导轨和所述无杆气缸相平行,所述载具底板的底面连接有和所述导轨相适配的导轨座,所述导轨座和所述导轨滑动连接。
10.进一步地,所述导轨有两个,两个所述导轨对称设置在所述无杆气缸的两侧。
11.进一步地,所述搬运模组还包括搬运导轨和升降气缸,所述升降气缸连接在所述搬运导轨上,所述吸盘手抓连接在所述搬运导轨的输出端。
12.进一步地,所述载具盘装置上还设有限位杆,所述限位杆有多个,多个限位杆分布在所述安装槽的四周。
13.进一步地,所述顶升装置包括安装板和连接板和顶升头;所述安装板通过安装支架固定在所述工作台的底面;
14.所述安装板的底面连接有步进气缸,所述步进气缸的输出端贯穿所述安装板和所述连接板相连接,所述连接板的顶面连接有顶升头。
15.进一步地,所述顶升装置还包括滑杆,所述滑杆和所述安装板固定连接,且所述滑杆的工作方向和所述步进气缸的伸缩方向相同,所述连接板和所述滑杆滑动连接。
16.进一步地,还包括用于检测工件的检测头,所述检测头设置在所述第一通槽的一侧。
17.根据上述技术方案,本实用新型的实施例至少具有以下效果:
18.1、本技术在使用时,首先载具盘装置运动至第一位置,顶升装置将载具盘装置中的载具底板顶升,搬运模组上的吸盘手抓将载具底板上的工件吸抓后运输,本技术通过设计的顶升装置和搬运模组,能够实现高效率的抓取工件,提高了设备上料的效率;
19.2、本技术设置的气缸装置用于带动载具底板运动,使载具底板运动至第一位置进行上料,上料完成后使其远离第一位置进行补料,提高了装置整体的自动化程度,通过两侧的导轨,保证了载具底板运动的稳定;
20.3、本技术设置的多个限位杆,当顶升装置将载具底板上的多个工件顶升时,限位杆能够保证多个工件不会倾倒,保证了吸盘手抓吸工件的效果。
附图说明
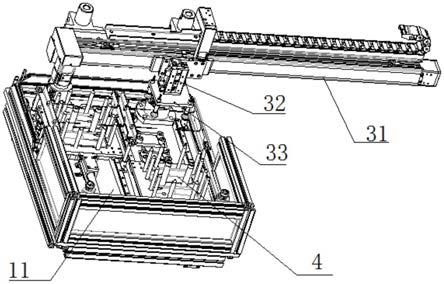
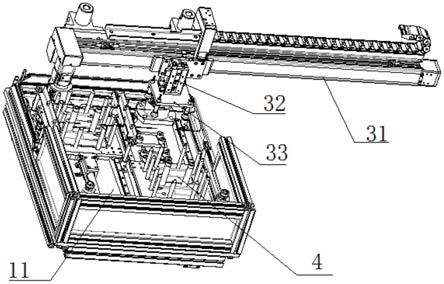
21.图1为本实用新型具体实施方式的整体结构示意图;
22.图2为本实用新型具体实施方式中搬运模组和载具盘装置的安装示意图;
23.图3为本实用新型具体实施方式中载具盘装置和气缸装置的连接示意图;
24.图4为本实用新型具体实施方式中载具盘装置的示意图;
25.图5为本实用新型具体实施方式中顶升装置的连接示意图;
26.图6为本实用新型具体实施方式中顶升装置的具体结构示意图。
27.其中:1、底座;2、上壳体;3、搬运模组;4、气缸装置;5、顶升装置;6、载具盘装置;11、工作台;111、第一通槽;31、搬运导轨;32、升降气缸;33、吸盘手抓;41、无杆气缸;42、连接块;43、导轨;44、检测头;51、安装板;52、步进气缸;53、滑杆;54、连接板;55、顶升头;56、安装支架;61、载具底板;62、限位杆;63、安装槽;64、导轨座。
具体实施方式
28.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
29.需要说明的是,在本实用新型的描述中,术语“前”、“后”、“左”、“右”、“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图中所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。本实用新型描述中使用的术语“前”、“后”、“左”、“右”、“上”、“下”指的是附图中的方向,术语“内”、“外”分别指的是朝向或远离特定部件几何中心的方向。
30.如图1至图6所示,一种手机壳上料设备,包括底座1和上壳体2,上壳体2位于底座1工作台11的上方,工作台11上设有贯通工作台11的第一通槽111,工作台11的底面连接有顶升装置5,顶升装置5的输出端可升降的连接在第一通槽111内;工作台11上滑动连接有载具盘装置6,载具盘装置6包括载具底板61,载具底板61上设有用于安装工件的安装槽63,载具底板61至少具有一第一位置,在第一位置时,安装槽63的中心第一通槽111的中心在同一铅
锤面;上壳体2上连接有搬运模组3,搬运模组3包括吸盘手抓33,吸盘手抓33用于吸抓工件。
31.本技术在使用时,首先载具盘装置运动至第一位置,顶升装置将载具盘装置中的载具底板顶升,搬运模组上的吸盘手抓将载具底板上的工件吸抓后运输,本技术通过设计的顶升装置和搬运模组,能够实现高效率的抓取工件,提高了设备上料的效率。
32.如图1所示,本技术设计的底座1为箱体结构,其底端设置有吸盘支腿,便于本装置的固定。底座1的顶面为工作台11,工作台11的上方连接有上壳体2,上壳体2的宽度小于底座1的宽度,上壳体2上连接有搬运模组3,搬运模组3的工作方为左右方向。
33.如图2至图4所示,工作台11上连接有气缸装置4,气缸装置4用于带动载具盘装置6工作。气缸装置4的工作方向为前后方向,具体的,工作台11的顶面上设置有无杆气缸41,无杆气缸41前后方向设置,无杆气缸41的输出连接块42上连接有载具底板61,无杆气缸41工作带动载具底板61前后方向运动。
34.在工作台11上设有第一通槽111,第一通槽111位于后端,位于搬运模组3的下方。载具底板61上设有安装槽63,安装槽用于安装手机壳。在安装槽63的四周设有多个限位杆62,设置限位杆62的目的是使本技术能够安装多个手机壳。当顶升装置将手机壳顶起时,上端和手机壳不会倾倒或偏移,保证搬运模组3吸取手机壳的效果。
35.进一步地,为了保证载具底板61工作时的稳定性能,还在载具底板61的底面连接导轨座64,导轨座64有两个,对应的工作台11上安装有两个导轨43,导轨43的设置方向和无杆气缸41的运动方向相同,保证无杆气缸41带动载具底板61前后运动时的稳定。
36.在一些实施例中,还在工作台11上还设置了检测头44,检测头44根据所需的安装高度提前安装,检测头44位于第一通槽111的一侧。检测头44用于检测顶升装置5是否将手机壳顶升到位,顶升到位后检测头控制搬运模组3工作,搬运模组3接收到信号后,搬运导轨31上设置的升降气缸32带动到吸盘手抓33下降完成手机壳的吸取,然后升降气缸32复位,搬运导轨31将升降气缸32带动至其右端进行上料。同时,控制顶升装置5顶升一个工位,带动手机壳上升继续被检测头检测到,重复进行上料动作。
37.在一些实施例中,如图5和图6所示,顶升装置5具体包括安装板51和连接板54,安装板51通过安装支架56固定在工作台11的底面。安装板51的底面连接有步进气缸52,步进气缸52的输出端贯穿至安装板51的上方并和连接板54相连接。步进气缸52工作带动连接板54升降,连接板54上通过两个支撑杆连接有顶升头55,顶升头55用于将手机壳顶升。在一些实施例中,为了保证连接板54升降的稳定,还特设置了两个滑杆53,两个滑杆53和连接板54滑动连接,保证了连接板54升降时的稳定。
38.工作时,设备可由plc控制,产品由人工堆叠整齐(50个左右),放入载具底板61,按下启动按钮,由无杆气缸41带动载具底板61送至取料位,取料升降气缸32带动吸盘手抓33进行取料,送至贴合线上方,完成一个手机壳的上料,然后步进气缸将载具底板顶升一个工位,进行下一个手机壳的上料,重复上述动作,直至载具底板61上的所有手机壳都完成上料。
39.由技术常识可知,本实用新型可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本实用新型范围内或在等同于本实用新型的范围内的改变均被本实用新型包含。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。