1.本实用新型涉及焊接装置技术领域,特别涉及一种双工位焊接装置。
背景技术:
2.焊接设备是实现焊接工艺所需要的装备,包括焊机、焊接工艺装备和焊接辅助器具。焊接设备属于量大面广的产品,种类多、规格全,正逐步接近国际水平,高效、节能、省材、降耗的产品市场份额将进一步扩大。
3.现有的用于焊接管件和金属片的定位工装整体结构较为复杂,操作较为繁琐,在定位时,需要先通过夹紧件对管件进行夹紧固定,然后再通过锁紧件将金属片与管件进行组装,这不但提高了操作人员的劳动强度,并且在定位完成后在焊接过程中锁紧件容易松脱而发生位移,给焊接工作带来了较大的不便。
技术实现要素:
4.为了克服上述现有技术的缺陷,本实用新型所要解决的技术问题是:提高一种双工位焊接装置,实现金属片与管件的快速定位,以提升焊接的效率。
5.为了解决上述技术问题,本实用新型采用的技术方案为:
6.一种双工位焊接装置,包括焊接机器人和两个对称设置的焊接工作台,所述焊接机器人位于两个焊接工作台之间,所述焊接工作台包括支撑底框,所述支撑底框上安装有焊接框,所述焊接框的相对两侧壁之间连接有两个以上的支撑条,相邻两个所述支撑条之间设有间距,所述支撑条的一侧面上等间距安装有两个以上的限位块,相邻两个所述限位块之间的间距用于放置待焊接的管件,相邻两个所述限位块之间的间距与待焊接的管件的宽度相适配,所述限位块的一侧面上可拆放置有待焊接的金属片,待焊接的金属片的一端与待焊接的管件接触;
7.所述限位块上设有限位柱,所述金属片上设有与限位柱相适配的限位孔,所述限位柱插入限位孔中。
8.进一步的,所述焊接框的一端铰接有定位框,所述定位框的相对两侧壁之间连接有两个以上的定位条,两个以上的所述定位条分别与待焊接的管件一一对应设置,所述定位条靠近待焊接的管件的一侧面上设有定位凸起,所述定位凸起与待焊接的管件相抵接。
9.进一步的,所述焊接工作台还包括两个对称设置的翻转驱动机构,所述支撑底框位于两个翻转驱动机构之间且支撑底框的相对两端分别与两个翻转驱动机构固定连接。
10.进一步的,所述翻转驱动机构包括翻转座,所述翻转座内腔设有驱动电机和减速器,所述驱动电机的输出端与减速器的输入端连接,所述减速器的输出端固定连接有连接杆,所述连接杆远离减速器的一端伸出翻转座外部与支撑底框固定连接。
11.本实用新型的有益效果在于:
12.通过在焊接框上设置两个以上支撑条,且支撑条之间设有间距,并在支撑条一侧面上安装多组限位块,从而在焊接时可以将管件卡入到限位块之间的间距内,然后将金属
片放置到限位块内,使得金属片与管件快速进行定位,操作简单快速,降低操作人员的劳动强度,且限位块的限位柱卡入到限位孔内,从而对金属片进行限位避免焊接时产生移位,保证焊接精度。
附图说明
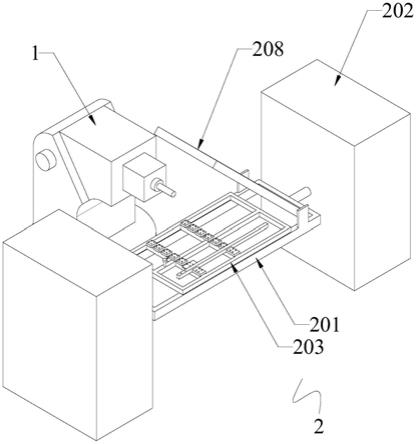
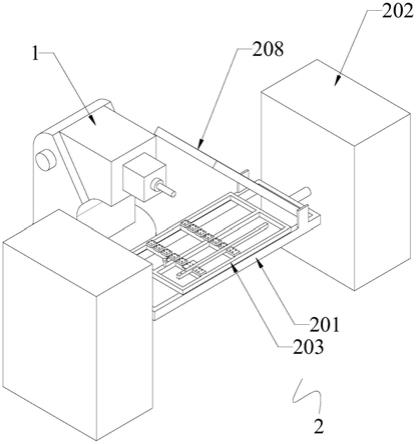
13.图1所示为根据本实用新型的一种双工位焊接装置的结构示意图;
14.图2所示为根据本实用新型的一种双工位焊接装置的结构示意图;
15.图3所示为根据本实用新型的一种双工位焊接装置的焊接工作台的局部结构示意图;
16.图4所示为根据本实用新型的一种双工位焊接装置的焊接工作台的局部结构示意图;
17.标号说明:
18.1、焊接机器人;
19.2、焊接工作台;201、支撑底框;202、翻转驱动机构;203、焊接框;2031、螺纹柱;2032、定位把手;204、支撑条;205、限位块;2051、限位柱;206、管件;207、金属片;208、定位框;209、定位条。
具体实施方式
20.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.请参照图1所示,本实用新型提供的技术方案:
22.一种双工位焊接装置,包括焊接机器人和两个对称设置的焊接工作台,所述焊接机器人位于两个焊接工作台之间,所述焊接工作台包括支撑底框,所述支撑底框上安装有焊接框,所述焊接框的相对两侧壁之间连接有两个以上的支撑条,相邻两个所述支撑条之间设有间距,所述支撑条的一侧面上等间距安装有两个以上的限位块,相邻两个所述限位块之间的间距用于放置待焊接的管件,相邻两个所述限位块之间的间距与待焊接的管件的宽度相适配,所述限位块的一侧面上可拆放置有待焊接的金属片,待焊接的金属片的一端与待焊接的管件接触;
23.所述限位块上设有限位柱,所述金属片上设有与限位柱相适配的限位孔,所述限位柱插入限位孔中。
24.从上述描述可知,本实用新型的有益效果在于:
25.通过在焊接框上设置两个以上支撑条,且支撑条之间设有间距,并在支撑条一侧面上安装多组限位块,从而在焊接时可以将管件卡入到限位块之间的间距内,然后将金属片放置到限位块内,使得金属片与管件快速进行定位,操作简单快速,降低操作人员的劳动强度,且限位块的限位柱卡入到限位孔内,从而对金属片进行限位避免焊接时产生移位,保证焊接精度。
26.进一步的,所述焊接框的一端铰接有定位框,所述定位框的相对两侧壁之间连接有两个以上的定位条,两个以上的所述定位条分别与待焊接的管件一一对应设置,所述定位条靠近待焊接的管件的一侧面上设有定位凸起,所述定位凸起与待焊接的管件相抵接。
27.从上述描述可知,在焊接框的一端铰接定位框,定位框的相对两侧壁之间连接有两个以上的定位条,定位条靠近待焊接的管件的一侧面上设有定位凸起,定位凸起与待焊接的管件相抵接,这样能够对待焊接的管件和金属片进行进一步的固定。
28.进一步的,所述焊接框上设有螺纹柱,所述螺纹柱远离焊接框的一端螺纹连接有定位把手,所述定位把手包括抵接部和摆动部,所述抵接部的一端与螺纹柱远离焊接框的一端螺纹连接,所述抵接部的一端相对的另一端与摆动部连接,所述抵接部与焊接框平行且抵接部与焊接框之间设有间隙,所述间隙与定位框的厚度相适配,所述摆动部向远离焊接框的方向倾斜。
29.从上述描述可知,将定位框放下来后,通过转动定位把手,使得定位把手的抵接部抵扣住定位框,将定位框与焊接框锁紧,进而完成待焊接的管件和金属片的定位和固定。
30.进一步的,所述焊接工作台还包括两个对称设置的翻转驱动机构,所述支撑底框位于两个翻转驱动机构之间且支撑底框的相对两端分别与两个翻转驱动机构固定连接。
31.从上述描述可知,通过两组翻转驱动机构能够驱动支撑底框翻转,从而焊接完成后可以快速下料,从而提高焊接效率。
32.进一步的,所述翻转驱动机构包括翻转座,所述翻转座内腔设有驱动电机和减速器,所述驱动电机的输出端与减速器的输入端连接,所述减速器的输出端固定连接有连接杆,所述连接杆远离减速器的一端伸出翻转座外部与支撑底框固定连接。
33.从上述描述可知,驱动电机启动控制连接杆转动,连接杆转动带动支撑底框转动,实现快速下料。
34.请参照图1至图4所示,本实用新型的实施例一为:
35.请参照图1至图4,一种双工位焊接装置,包括焊接机器人1和两个对称设置的焊接工作台2,所述焊接机器人1位于两个焊接工作台2之间,所述焊接工作台2包括支撑底框201和两个对称设置的翻转驱动机构202,所述支撑底框201位于两个翻转驱动机构202之间且支撑底框201的相对两端分别与两个翻转驱动机构202固定连接,所述支撑底框201上安装有焊接框203,所述焊接框203的相对两侧壁之间连接有两个以上的支撑条204,相邻两个所述支撑条204之间设有间距,所述支撑条204的一侧面上等间距安装有两个以上的限位块205,相邻两个所述限位块205之间的间距用于放置待焊接的管件206,相邻两个所述限位块205之间的间距与待焊接的管件206的宽度相适配,所述限位块205的一侧面上可拆放置有待焊接的金属片207,待焊接的金属片207的一端与待焊接的管件206接触。
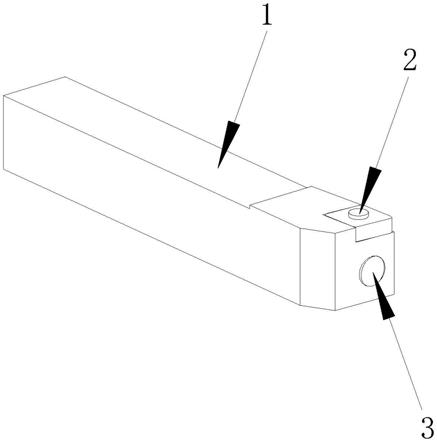
36.请参照图3和图4,所述限位块205上设有限位柱2051,所述金属片207上设有与限位柱2051相适配的限位孔,所述限位柱2051插入限位孔中。
37.请参照图3和图4,所述焊接框203的一端铰接有定位框208,所述定位框208的相对两侧壁之间连接有两个以上的定位条209,两个以上的所述定位条209分别与待焊接的管件206一一对应设置,所述定位条209靠近待焊接的管件206的一侧面上设有定位凸起,所述定位凸起与待焊接的管件206相抵接。
38.请参照图3和图4,所述焊接框203上设有螺纹柱2031,所述螺纹柱2031远离焊接框203的一端螺纹连接有定位把手2032,所述定位把手2032包括抵接部和摆动部,所述抵接部的一端与螺纹柱2031远离焊接框203的一端螺纹连接,所述抵接部的一端相对的另一端与摆动部连接,所述抵接部与焊接框203平行且抵接部与焊接框203之间设有间隙,所述间隙
与定位框208的厚度相适配,所述摆动部向远离焊接框203的方向倾斜。
39.所述翻转驱动机构202包括翻转座,所述翻转座内腔设有驱动电机和减速器,所述驱动电机的输出端与减速器的输入端连接,所述减速器的输出端固定连接有连接杆,所述连接杆远离减速器的一端伸出翻转座外部与支撑底框201固定连接。
40.上述的双工位焊接装置的工作原理为:
41.将待焊接的管件206一一放在两个限位块205之间的间距中,然后将待焊接的金属片207的限位孔对应限位块205上的限位柱2051插入,待焊接的金属片207与待焊接的管件206相接触,待所有管件206和金属片207都放置好后,将焊接框203的一端铰接的定位框208放下来,定位框208上的定位条209与待焊接的管件206一一对应设置,使得定位条209上的定位凸起与待焊接的管件206相抵接,转动定位把手2032,使得定位把手2032的抵接部抵扣住定位框208,将定位框208与焊接框203锁紧,进而完成待焊接的管件206和金属片207的定位和固定;
42.启动焊接机器人1,分别对各个待焊接的管件206和金属片207进行焊接,焊接完之后,松开定位把手2032,然后翻开定位框208,最后启动翻转驱动机构202,控制支撑底框201翻转,将管件206翻转到底部,然后通过重力作用自动掉落,从而实现快速下料,且可以采用敲打的方式使支撑底框201产生震动进一步提高下料速度。
43.综上所述,本实用新型提供的一种双工位焊接装置,通过在焊接框上设置两个以上支撑条,且支撑条之间设有间距,并在支撑条一侧面上安装多组限位块,从而在焊接时可以将管件卡入到限位块之间的间距内,然后将金属片放置到限位块内,使得金属片与管件快速进行定位,操作简单快速,降低操作人员的劳动强度,且限位块的限位柱卡入到限位孔内,从而对金属片进行限位避免焊接时产生移位,保证焊接精度;在焊接框的一端铰接定位框,定位框的相对两侧壁之间连接有两个以上的定位条,定位条靠近待焊接的管件的一侧面上设有定位凸起,定位凸起与待焊接的管件相抵接,这样能够对待焊接的管件和金属片进行进一步的固定;将定位框放下来后,通过转动定位把手,使得定位把手的抵接部抵扣住定位框,将定位框与焊接框锁紧,进而完成待焊接的管件和金属片的定位和固定;通过两组翻转驱动机构能够驱动支撑底框翻转,从而焊接完成后可以快速下料,从而提高焊接效率。
44.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。