1.本实用新型涉及一种变速器换挡顶盖装配辅助定位工装,属于变速器装配技术领域。
背景技术:
2.目前小批量及试制阶段的汽车变速器换挡顶盖内的轴承及油封装配,仍为人工装配,顶盖难以固定,操作手段简单,操作过程对顶盖的损伤率较高,为了控制装配质量及节省装配时间,需要专业的辅助器具,方便操作者快速完成装配工作。
技术实现要素:
3.本实用新型提供的变速器换挡顶盖装配辅助定位工装,在顶盖端部安装轴承及轴承油封前使顶盖定位在工装上,实现了顶盖的快速且可靠定位,保证轴承及轴承油封压装过程中顶盖的定位可靠性及稳定性,压装过程操作便捷,提高顶盖装配的作业效率和质量,实用性高且易于操作。
4.为达到上述目的,本实用新型采用的技术方案是:
5.变速器换挡顶盖装配辅助定位工装,包括底板,其特征在于:所述的底板上固定有与顶盖端面配合的端面定位块和设置在端面定位块外侧的定位组件,顶盖沿垂向伸入定位组件中并置于端面定位块上,顶盖与端面定位块间隙配合并与定位组件垂向定位。
6.优选的,所述的端面定位块包括固定在底板上的支撑底环和同轴安装在支撑底环内环中的定位凸环,定位凸环从支撑底环顶面向上凸起,顶盖置于支撑底环上,且顶盖端面与定位凸环间隙配合。
7.优选的,所述的支撑底环上具有与顶盖端部的安装孔相对应的定位小柱,定位小柱位于定位凸环的外周且在定位底环上沿同一圆周线均匀分布。
8.优选的,所述的定位组件包括沿垂向固定在底板上的前定位块和沿垂向固定在底板上的后定位块,顶盖伸入至前定位块和后定位块之间,且顶盖前侧面与前定位块平行且靠近,顶盖后侧面与后定位块平行且靠近。
9.优选的,所述的前定位块上装有可沿水平方向伸入至顶盖中的定位手柄,定位手柄贯穿前定位块伸入至顶盖中将顶盖垂向定位。
10.优选的,所述的前定位块上设有定位穿孔,定位手柄贯穿定位穿孔伸入至顶盖中,定位穿孔的数量为两个且在前位块上沿垂向隔开分布。
11.优选的,所述的后定位块的数量为两个且并排设置,前定位块和后定位块均成直角形状且直角一边与底板贴合固定,前定位块与后定位块背对设置。
12.本实用新型的有益效果是:
13.1.本实用新型中包括端面定位块和定位组件,在顶盖端部安装轴承及轴承油封前将顶盖置于端面定位块上并伸入至定位组件中,顶盖的一端面与端面定位块间隙配合以定位顶盖的水平位置,并用定位组件对顶盖垂向定位使顶盖定位在工装上,之后通过压装工
具将轴承压装至顶盖朝上的端部中,在一端压装完成后松开定位组件对顶盖的垂向定位,将顶盖上下调换后再次放入工装中以进行另一端轴承及轴承油封的压装,实现了顶盖的快速且可靠定位,保证轴承及轴承油封压装过程中顶盖的定位可靠性及稳定性,压装过程操作便捷,提高顶盖装配的作业效率和质量。
14.2.定位组件包括前定位块和后定位块,前定位块与顶盖的前侧面靠近,后定位块与顶盖的后侧面靠近,顶盖夹在前后定位块之间,可有效防止轴承压装过程中顶盖的倾斜,定位可靠性高,在前定位块上设置两个定位穿孔,使顶盖任一顶朝下与端面定位块间隙配合时均可通过定位手柄将顶盖垂向定位,实用性高且易于操作。
附图说明
15.图1为具体实施方式中变速器换挡顶盖装配辅助定位工装的结构示意图。
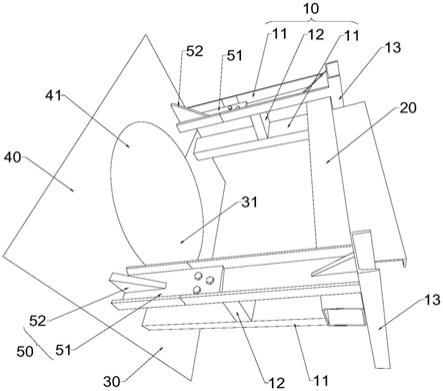
16.图2为顶盖定位在变速器换挡顶盖装配辅助定位工装中的结构示意图。
具体实施方式
17.下面结合图1至图2对本实用新型的实施例做详细说明。
18.变速器换挡顶盖装配辅助定位工装,包括底板1,其特征在于:所述的底板1上固定有与顶盖端面配合的端面定位块2和设置在端面定位块2外侧的定位组件3,顶盖沿垂向伸入定位组件3中并置于端面定位块2上,顶盖与端面定位块2间隙配合并与定位组件3垂向定位。
19.以上所述的变速器换挡顶盖装配辅助定位工装中包括端面定位块2和定位组件3,在顶盖100端部安装轴承及轴承油封前将顶盖100置于端面定位块2上并伸入至定位组件3中,顶盖的一端面与端面定位块2间隙配合以定位顶盖的水平位置,并用定位组件3对顶盖100垂向定位使顶盖定位在工装上,之后通过压装工具将轴承压装至顶盖朝上的端部中,在一端压装完成后松开定位组件3对顶盖100的垂向定位,将顶盖上下调换后再次放入工装中以进行另一端轴承及轴承油封的压装,实现了顶盖的快速且可靠定位,保证轴承及轴承油封压装过程中顶盖的定位可靠性,提高压装过程顶盖的稳定性,压装过程操作便捷,提高顶盖装配的作业效率和质量。
20.其中,所述的端面定位块2包括固定在底板1上的支撑底环21和同轴安装在支撑底环21内环中的定位凸环22,定位凸环22从支撑底环顶面向上凸起,顶盖100置于支撑底环21上,且顶盖端面与定位凸环22间隙配合。顶盖100伸入至定位组件3中并放于支撑底环21上,通过定位凸环22与顶盖端面的间隙配合,对顶盖端面进行径向定位,即对顶盖100进行水平定位,定位结构简单。
21.其中,所述的支撑底环21上具有与顶盖端部的安装孔相对应的定位小柱23,定位小23柱位于定位凸环22的外周且在定位底环21上沿同一圆周线均匀分布。顶盖的两端一端直径大而另一端直径小,直接大的一端具有轴承孔以及设置在轴承孔外周的安装孔,当顶盖100大端朝下置于端面定位块上时,定位小柱23正好伸入至顶盖大端的安装孔中,可进一步精确定位顶盖的水平位置且避免顶盖在压装过程中发生周向转动。
22.其中,所述的定位组件3包括沿垂向固定在底板1上的前定位块31和沿垂向固定在底板上的后定位块32,顶盖100伸入至前定位块31和后定位块32之间,且顶盖前侧面与前定
位块31平行且靠近,顶盖后侧面与后定位块32平行且靠近。顶盖前侧面与前定位块31的间距小于0.5mm,顶盖后侧面与后定位块32的间距也小于0.5mm,顶盖100夹在前后定位块之间,可有效防止轴承压装过程中顶盖的倾斜,定位可靠性高。
23.其中,所述的前定位块31上装有可沿水平方向伸入至顶盖中的定位手柄33,定位手柄33贯穿前定位块31伸入至顶盖100中将顶盖垂向定位。顶盖的中部具有两个连接孔,定位手柄33穿入其中的一个连接孔上即可将顶盖垂向定位,定位操作方便简单且快速。
24.其中,所述的前定位块31上设有定位穿孔311,定位手柄33贯穿定位穿孔311伸入至顶盖100中,定位穿孔311的数量为两个且在前位块上沿垂向隔开分布。在前定位块31上设置两个定位穿孔311,使顶盖100任一顶朝下与端面定位块2间隙配合时定位手柄33根据顶盖中部连接孔位置选择贯穿相应的定位穿孔311,以通过定位手柄将顶盖垂向定位,实用性高且易于操作。
25.其中,所述的后定位块32的数量为两个且并排设置,前定位块31和后定位块32均成直角形状且直角一边与底板1贴合固定,前定位块31与后定位块32背对设置,使顶盖的伸入不受干涉,直角形状的定位块在底板上的固定更牢固,强度更大,不易变形倾斜,提高工装的结构可靠性。
26.以上结合附图对本实用新型的实施例的技术方案进行完整描述,需要说明的是所描述的实施例仅仅是本实用新型的一部分实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。