1.本发明涉及车轮检测技术领域,具体地说是一种自动检测车轮中心孔直径及螺栓孔位置度的装置。
背景技术:
2.铝合金车轮的中心孔直径和螺栓孔位置度两个尺寸为装配尺寸,涉及到整车安装及行驶中的安全性。铝合金车轮生产过程中对中心孔直径及螺栓孔位置度两个尺寸进行100%检测。现阶段检测装置为操作手使用光滑极限量规及功能量规等检具进行100%检测。检测过程中,由于轮型多、检具重量大,导致操作手使用检具进行检测时劳动量大,且易产生误判漏检情况。一次需要一种自动化检测设备,能够在线检测机加工过后的车轮中心孔直径及螺栓孔位置度。
技术实现要素:
3.有鉴于此,本发明旨在提出一种自动检测车轮中心孔直径及螺栓孔位置度的装置,能够自动化检测车轮中心孔直径及螺栓孔位置度,减轻工人劳动强度,提高检测精度。为达到上述目的,本发明的技术方案是这样实现的:
4.一种自动检测车轮中心孔直径及螺栓孔位置度的装置,包括机架,机架下部安装有螺纹柱,螺纹柱上螺接有大螺母,螺纹柱顶端固定有导轨底板,导轨底板上固定有气缸支架,气缸支架上安装有微型气缸,微型气缸的缸杆连接有滑座,滑座上设置有朝向微型气缸的测量头,气缸支架上固定有传感器支架,传感器支架上设置有笔式传感器,笔式传感器的测量端固定在滑座上,机架上部对应螺纹柱的位置设置有远心镜头。
5.在一些实施例中,微型气缸包括沿螺纹柱中心周向均匀相对布置的两组,笔式传感器包括与微型气缸对应的两组。
6.在一些实施例中,导轨底板上设置有直线导轨,滑座设置在直线导轨上。
7.在一些实施例中,传感器支架上设置有光源。
8.在一些实施例中,远心镜头通过镜头安装板安装在机架上部。
9.在一些实施例中,大螺母上设置有垫块。
10.相对于现有技术,本发明所述的检测车轮中心孔直径及螺栓孔位置度的装置具有以下优势:
11.本发明公开的检测车轮中心孔直径及螺栓孔位置度的装置,通过使用远心镜头及笔试传感器结合的方式自动化检测中心孔直径及螺栓孔位置度,减轻工人劳动强度,提高检测精度。
附图说明
12.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
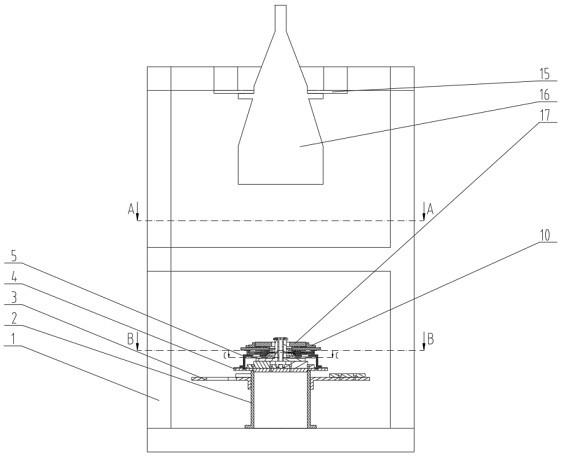
13.图1为本发明一种自动检测车轮中心孔直径及螺栓孔位置度的装置的主视图。
14.图2为本发明一种自动检测车轮中心孔直径及螺栓孔位置度的装置的局部放大图。
15.图3为本发明一种自动检测车轮中心孔直径及螺栓孔位置度的装置的a
‑
a截面图。
16.图4为本发明一种自动检测车轮中心孔直径及螺栓孔位置度的装置的b
‑
b截面图。
17.图5为本发明一种自动检测车轮中心孔直径及螺栓孔位置度的装置的c
‑
c截面图。
18.附图标记说明:
[0019]1‑
机架,2
‑
螺纹柱,3
‑
大螺母,4
‑
导轨底板,5
‑
气缸支架,6
‑
滑座,10
‑
传感器支架,11
‑
测量头,15
‑
镜头安装板,16
‑
远心镜头,17
‑
光源,21
‑
笔式传感器,25
‑
微型气缸,27
‑
直线导轨,30
‑
垫块。
具体实施方式
[0020]
需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
[0021]
下面将参考附图并结合实施例,对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0022]
下面参考图1至图5并结合实施例描述本发明实施例的检测车轮中心孔直径及螺栓孔位置度的装置。
[0023]
笔式传感器是一种可以检测长度的圆珠笔形状的传感器,前部具有可以压缩的检测端,检测端能在一定的行程内往复运动,正常状态为最长的状态,检测时被压缩的距离就是检测的长度。
[0024]
一种自动检测车轮中心孔直径及螺栓孔位置度的装置,包括机架1,螺纹柱2,大螺母3,导轨底板4,气缸支架5,滑座6,传感器支架10,测量头11,镜头安装板15,远心镜头16,光源17,笔式传感器21,微型气缸25,直线导轨27,垫块30等结构。
[0025]
机架1下部安装有螺纹柱2,螺纹柱2上螺接有大螺母3,螺纹柱2顶端固定有导轨底板4,导轨底板4上固定有气缸支架5,气缸支架5上安装有微型气缸25,微型气缸25的缸杆连接有滑座6,滑座6上设置有朝向微型气缸25的测量头11,气缸支架5上固定有传感器支架10,传感器支架10上设置有笔式传感器21,笔式传感器21的测量端固定在滑座6上,机架1上部对应螺纹柱2的位置设置有远心镜头16。微型气缸25包括沿螺纹柱2中心周向均匀相对布置的两组,笔式传感器21包括与微型气缸25对应的两组。导轨底板4上设置有直线导轨27,滑座6设置在直线导轨27上。传感器支架10上设置有光源17。远心镜头16通过镜头安装板15安装在机架上部。大螺母3上设置有垫块30。
[0026]
螺纹柱2固定在机架1上;大螺母3通过螺纹连接在螺纹柱2上;导轨底板4固定在螺纹柱2上;沿螺纹柱2中心周向均匀相对布置的两组直线导轨27固定在导轨底板4上;每条直线导轨27上设置有滑座6;气缸支架5固定在导轨底板4上;传感器支架10固定在气缸支架5上;每个滑座6上安装有测量头11,镜头安装板15固定在机架1上;远心镜头16固定在镜头安装板15上;光源17固定在传感器支架10上;四个笔式传感器21固定在传感器支架10上,笔式
传感器21的测量端通过螺纹分别与每个滑座6连接;四个微型气缸25固定在气缸支架5上,其缸杆分别与四个滑座6相连;沿螺纹柱2中心周向均匀布置的三个垫块30固定在大螺母3上。
[0027]
一种自动检测车轮中心孔直径及螺栓孔位置度的装置的测量在实际使用时,将车轮放置在大螺母3上,打开光源17,通过转动大螺母3调整大螺母3在螺纹柱3上的位置使测量头11与车轮中心孔直台位于同一水平高度;远心镜头16对车轮正面拍照,并测量车轮螺栓孔直径及螺栓孔圆心坐标;微型气缸25收缩,带动滑座6沿径向向外滑动和笔式传感器21收缩,进行测量,当测量头11与中心孔直台接触,两组笔式传感器21分别测量距离之和为中心孔截面圆的两条弦长,通过两条弦长计算出中心孔直径及圆心位置;
[0028]
综合远心镜头16与笔式传感器21的测量结果计算出螺栓孔位置度。
[0029]
相对于现有技术,本发明的检测车轮中心孔直径及螺栓孔位置度的装置具有以下优势:
[0030]
本发明公开的检测车轮中心孔直径及螺栓孔位置度的装置通过使用远心镜头及笔试传感器结合的方法自动化检测中心孔直径及螺栓孔位置度,采用接触式测量的方法测量中心孔直径,精度高,减轻工人劳动强度。
[0031]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
[0032]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0033]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接或可以互相通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0034]
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。