1.本实用新型涉及模切机技术领域,尤其是涉及一种高效型手机主板贴片生产线。
背景技术:
2.手机主板集成后,通常还会在主板上粘贴各种型号贴片,以解决散热、降低干扰等问题。现有贴片加工中,主要是用圆刀模切的生产线,如专利cn209851092u。这种贴片加工方式,节省原料,降低了生产成本。但是,生产速度较慢,生产效率低,不利于应对大规模、大批量订单的生产。
技术实现要素:
3.本实用新型的目的是提供了一种高效型手机主板贴片生产线,解决现有主板贴片生产效率低的问题。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种高效型手机主板贴片生产线,包括定位单元和若干个模切单元,定位单元用于生成基板材料带,模切单元用于基板材料带的二次加工;定位单元包括第一贴合机和上异步模切机,第一贴合机用于将多种原材料带贴合形成基层材料带,上异步模切机用于将二层材料带冲压模切成相同的定位块,并通过将定位块均匀复合到基层材料带上形成基板材料带;模切单元依次包括第二贴合机、高速模切机和排废机,第二贴合机用于将三层材料带复合到基板材料带上,高速模切机用于依据定位块对三层材料带进行模切操作,排废机用于对模切后的三层材料带进行排废操作。
6.优选的,所述第二贴合机包括若干个贴合工位和若干个收放料轴,贴合工位包括一对压辊,压辊用于将三层材料带复合到基板材料带上;排废机包括一个贴合工位和两个收放料轴,贴合工位包括一对压辊,压辊用于将胶带粘连到三层材料带上。
7.优选的,所述第一贴合机、第二贴合机和排废机构造相同,均包括若干个压辊式贴合工位和磁粉收放料轴;第一贴合机、第二贴合机通过压合方式实现材料带的粘贴复合,排废机通过压合方式实现三层材料带的粘贴分离;相邻模切单元共用排废机或第二贴合机。
8.优选的,还包括切片机,切片机用于将模切单元生成的成品材料带进行分切操作。
9.本实用新型采用上述结构的高效型手机主板贴片生产线,通过上异步模切机快速生产定位基准,解决了人工粘贴导致的精度差的问题。在后续模切过程中,结合定位基准,实现了三层材料的快速复合与模切,提高了加工效率。
附图说明
10.图1为现有技术中三工位贴合机的结构示意图;
11.图2为现有技术中上异步模切机的结构示意图;
12.图3为现有技术中高速模切机的结构示意图;
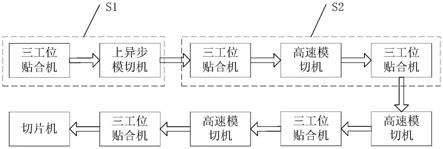
13.图4为本实用新型实施例的流程示意图;
14.图5为本实用新型的产品生产流程图。
15.附图标记
16.1、收放料轴;2、贴合辊座;3、导料架;4、刀模;5、拉料伺服;6、贴合工位;s1、定位单元;s2、模切单元。
具体实施方式
17.以下结合附图和实施例对本实用新型的技术方案作进一步说明。
18.如图所示的一种高效型手机主板贴片生产线,包括定位单元s1、若干个模切单元s2和切片机,定位单元s1用于生成基板材料带,模切单元s2用于基板材料带的二次加工,切片机用于根据需要对成品材料带进行切片操作。
19.定位单元s1包括第一贴合机和上一步模切机,第一贴合机用于将多种原材料带贴合形成基层材料带,上一步模切机用于将二层材料带冲压模切成相同的定位块,并通过将定位块均匀复合到基层材料带上形成基板材料带。经定位单元s1加工后,材料带的加工位置基本成型,后续模切单元s2只需要根据感应到的定位块进一步加工即可。
20.模切单元s2依次包括第二贴合机、高速模切机和排废机,第二贴合机用于将三层材料带复合到基板材料带上,高速模切机用于依据定位块对三层材料带进行模切操作,排废机用于对模切后的三层材料带进行排废操作。
21.具体地,贴合机和排废机都可以选用压合方式工作,贴合机对材料压合,排废机使用胶带对材料带进行粘贴,从而将切割后的废料带沿切痕粘贴走。本实施例中,第一贴合机、第二贴合机和排废机构造相同,均选用三工位贴合机,其上均包括若干个压辊式贴合工位6和磁粉收放料轴1。贴合工位6包括一对压辊,通过压辊实现材料复合。为缩减生产线长度以及降低成本,相邻模切单元s2共用排废机或第二贴合机。
22.本实施例中,上异步模切机可以选用专利文件cn1143a中的机型,高速模切机只需对上异步模切机进行改进(去除贴合辊座2、增加收放料轴1等)即可。三工位贴合机可以选用专利文件cn2121133u。上异步模切机和高速模切机的刀模4基本可以达到300次/分钟,显著提升加工速度。相邻设备之间的传输速度及传输角度,只需根据需要调节拉料伺服5转速及导料架3倾斜角度即可。
23.工作原理:首先使用贴合机,将不同原材料带复合形成基层材料带,然后使用上异步模切机将二层材料带均匀模切,然后复合到基层材料带上,此时基层材料带上形成定位基准。后续,根据产品需要安排对应数量的模切单元s2。模切单元s2中,首先使用贴合机将三层材料复合到基板材料带上,高速模切机感应或按程序设定根据定位孔进行模切,然后再使用贴合机对多余部分三层材料粘走即可。多个模切单元s2之间可以公用连接处的贴合机,此处的贴合机通过添加工位的方式连续完成排废和复合操作。生产线末端可以通过切片机将成品材料带加工成片状。
24.综上,本实用新型采用上述结构的高效型手机主板贴片生产线,自动生成定位基准,提高加工精度,高速模切机快速动作,显著提升生产效率。
25.以上是本实用新型的具体实施方式,但本实用新型的保护范围不应局限于此。任何熟悉本领域的技术人员在本实用新型所揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内,因此本实用新型的保护范围应以权利要求书所限
定的保护范围为准。
技术特征:
1.一种高效型手机主板贴片生产线,其特征在于:包括定位单元和若干个模切单元,定位单元用于生成基板材料带,模切单元用于基板材料带的二次加工;定位单元包括第一贴合机和上异步模切机,第一贴合机用于将多种原材料带贴合形成基层材料带,上异步模切机用于将二层材料带冲压模切成相同的定位块,并通过将定位块均匀复合到基层材料带上形成基板材料带;模切单元依次包括第二贴合机、高速模切机和排废机,第二贴合机用于将三层材料带复合到基板材料带上,高速模切机用于依据定位块对三层材料带进行模切操作,排废机用于对模切后的三层材料带进行排废操作。2.根据权利要求1所述的高效型手机主板贴片生产线,其特征在于:所述第二贴合机包括若干个贴合工位和若干个收放料轴,贴合工位包括一对压辊,压辊用于将三层材料带复合到基板材料带上;排废机包括一个贴合工位和两个收放料轴,贴合工位包括一对压辊,压辊用于将胶带粘连到三层材料带上。3.根据权利要求1所述的高效型手机主板贴片生产线,其特征在于:所述第一贴合机、第二贴合机和排废机构造相同,均包括若干个压辊式贴合工位和磁粉收放料轴;第一贴合机、第二贴合机通过压合方式实现材料带的粘贴复合,排废机通过压合方式实现三层材料带的粘贴分离;相邻模切单元共用排废机或第二贴合机。4.根据权利要求1所述的高效型手机主板贴片生产线,其特征在于:还包括切片机,切片机用于将模切单元生成的成品材料带进行分切操作。
技术总结
本实用新型公开了一种高效型手机主板贴片生产线,包括定位单元和若干个模切单元,定位单元用于生成基板材料带,模切单元用于基板材料带的二次加工;定位单元包括第一贴合机和上异步模切机,第一贴合机用于将多种原材料带贴合形成基层材料带,上异步模切机用于将二层材料带冲压模切成相同的定位块,并通过将定位块均匀复合到基层材料带上形成基板材料带;模切单元依次包括第二贴合机、高速模切机和排废机,第二贴合机用于将三层材料带复合到基板材料带上,高速模切机用于依据定位块对三层材料带进行模切操作,排废机用于对模切后的三层材料带进行排废操作。本实用新型采用上述生产线,提高了生产效率。提高了生产效率。提高了生产效率。
技术研发人员:柳金明 赵景波 杨金来 蔺雪辉
受保护的技术使用者:稻丰智谷(固安)电子有限公司
技术研发日:2021.06.18
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。