1.本实用新型涉及锅炉机组热尾部烟气余热利用技术领域,具体涉及一种热管省煤系统和热管换热器。
背景技术:
2.热管作为一个良好的换热元件,在工业、电子等领域得到广泛应用。传统沸腾排气法制作热管的工艺为:热管管壳在生产车间进行酸洗钝化处理,然后注入工质,并通过封头进行临时密封;然后,将临时密封的热管垂直放入生产车间内布置有加热炉的地坑内,利用加热炉加热热管直至热管内部预先灌注的工质吸热蒸发,驱动管内不凝性气体经由顶部气管排到大气中;不凝性气体排除完毕后,对热管排气口进行焊接永久密封,冷却后管内形成一定的真空度。
3.受限于对加热设备和场地均有较高要求的工艺特点,传统沸腾排气法存在生产周期长及生产成本高缺陷。另外,制作完毕的单根独立热管组成换热器,若在工业运用过程中出现由于不凝性气体产生导致换热效果降低,则需要整体更换换热器,无法重复使用。
4.有鉴于此,亟需针对热管制作工艺进行优化设计,以克服上述缺陷。
技术实现要素:
5.为解决上述技术问题,本实用新型提供一种热管省煤系统和热管换热器,通过方案优化可缩短生产周期,降低生产制造成本及系统运行成本。
6.本实用新型提供的热管换热器,包括壳体、多个相应设置的热管本体和排气封头;其中,所述壳体的内腔上下分隔形成冷却水腔和烟气腔,所述烟气腔具有用于与烟道连通的烟气入口和烟气出口;多个热管本体分别插装在所述壳体中,每个所述热管本体配置为:其蒸发段位于所述烟气腔,其凝结段位于所述冷却水腔,其排气口位于所述冷却水腔的上方;多个排气封头分别设置于多个所述热管本体的排气口,每个所述排气封头具有可在闭合工作位和排气工作位之间切换的密封体,以用于建立相应所述热管本体的真空度。
7.优选地,所述排气封头包括封头部和顶罩;其中,所述封头部具有中部贯通孔,所述贯通孔的一端与所述热管本体的所述排气口连通,另一端具有与所述密封体适配的密封部;所述顶罩与所述封头部螺纹连接,以沿轴向形成所述密封体与所述密封部构建密封副的作用力;所述顶罩与所述封头部之间形成容置所述密封体的内腔,所述顶罩的本体上开设有连通所述内腔的通孔。
8.优选地,所述封头部与相应所述热管本体的管端一体成型。
9.优选地,所述封头部与相应所述热管本体的管端密封焊接固定。
10.优选地,所述密封体具有外凸状工作面。
11.优选地,所述密封体为球体。
12.优选地,所述密封体为半球体。
13.本实用新型还提供一种热管省煤系统,包括锅炉和设置在锅炉出口烟道上的热管
低温省煤器,以及与所述热管低温省煤器建立冷却水循环的冷却水路;所述热管低温省煤器采用如前所述的热管换热器,所述锅炉出口烟道内的烟气余热可作为建立所述热管换热器的热管本体真空度的热源。
14.优选地,还包括与所述锅炉的出口连通的空预器,所述热管低温省煤器设置在所述空预器的下游侧。
15.优选地,还包括除尘器,所述除尘器设置在所述空预器与所述热管低温省煤器之间,或者设置在热管低温省煤器下游侧。
16.与现有技术相比,本实用新型另辟蹊径提出利用烟气余热制作真空热管的解决方案。具体地,针对应用于烟气余热利用系统的热管设备创新性地提出了一种热管换热器,其热管本体的排气口配置有可切换于闭合工作状态和排气工作状态的排气封头,每个排气封头具有可在闭合工作位和排气工作位之间切换的密封体,以用于建立相应热管本体的真空度。如此设置,热管换热器的热管排气封头可根据需要进行状态切换,使其组装于系统烟气通道时可处于热管非真空状态,也就是说,预组装时排气口不封闭,热管本体内为常压状态,在此基础上可利用烟气余热制作真空热管。相比于传统沸腾排气法,本方案具有下述有益技术效果:
17.首先,本方案有效利用其实际项目系统的烟气余热进行热管制作,构建热管真空度无需在热管制造车间进行,预组装后烟气通路连通,可基于沸腾排气机理执行加热增压排气等操作。相较于其他热排法真空制作,本方案将热管换热器主体结构制造与构建热管真空两个过程分别在不同的阶段完成;其中,换热器主体制造在生产车间完成,制造完后的热管换热器在项目现场施工完毕后再进行热管真空制作,一方面省去了操作者利用加热炉进行操作,另一方面可避免换热器主体制造和制作真空过程在不同生产环节之间的转场倒运,极大的缩短了热管换热器的生产周期。
18.其次,本方案利用项目系统的烟气余热对热管进行加热排气真空制作,相较于在生产车间采用加热炉加热法制作热管,节省了大量的能源消耗;同时,利用系统烟气进行真空制作,无需在制造车间配置加热炉和相关设施,生产投资少,制造成本得以有效降低,为提高产品竞争力提供了良好的技术保障。
19.再次,本方案的排气封头为可切换导通状态的结构形式,例如但不限于可拆卸式,进一步为重复利用项目现场烟气余热进行热管再生提供了技术基础。当热管传热性能有所下降时,可实现在线热管再生,相较于整体更换或者热管返厂再生,本方案具有实施成本低的特点,设备整体寿命长得以有效延长,从而可最大限度地降低项目运行成本。
附图说明
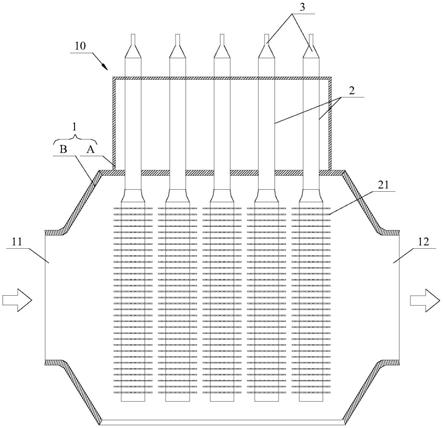
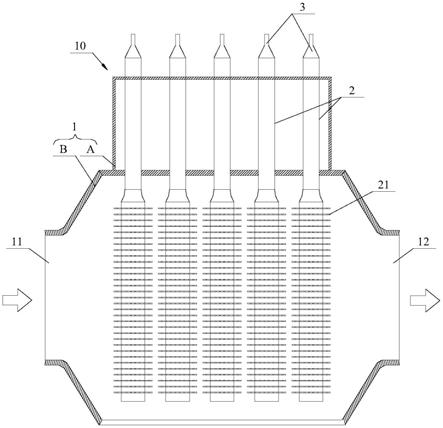
20.图1为实施例一所述热管低温省煤器的整体结构示意图;
21.图2为具体实施方式中所述封头部的结构示意图;
22.图3为实施例二所述热管省煤系统的原理图;
23.图4为实施例三所述热管省煤系统的原理图;
24.图5为实施例四所述热管制作真空工艺的流程图;
25.图6为实施例五所述热管再生工艺的流程图;
26.图7为实施例六所述热管修复工艺的流程图。
27.图中:
28.壳体1、烟气入口11、烟气出口12、热管本体2、翅片21、排气封头3、密封体31、封头部32、贯通孔321、密封部322、顶罩33、通孔331;
29.热管低温省煤器10、锅炉20、空预器30、烟囱40、脱硫塔50、除尘器60。
具体实施方式
30.为了使本领域的技术人员更好地理解本发明的技术方案,下面结合附图和具体实施例对本发明作进一步的详细说明。
31.实施例一:
32.不失一般性,本实施方式以图1中所示热管低温省煤器为描述主体,详细说明针对热管换热器的结构优化方案。应当理解,作为一种典型的热管换热器,该热管低温省煤器的自身功能结构对本技术请求保护的换热器并未构成实质性限制。
33.请参见图1,该图示出了热管低温省煤器的整体结构示意图。
34.该热管低温省煤器10的壳体1内腔,上下分隔形成冷却水腔a和烟气腔b,烟气腔b具有用于与烟道连通的烟气入口11和烟气出口12。如图所示,两者之间通过中隔板进行物理空间的密封隔绝,使烟气侧的烟气和冷却水侧的冷却水各自独立无串漏。
35.其中,多个热管本体2分别插装在壳体1中,每个热管本体2配置为:其蒸发段(外表面设置有换热翅片21)位于烟气腔b中,其凝结段位于冷却水腔a中。当然,该冷却水腔a可以配置用于与冷却水路连通的冷却水入口和冷却水出口,以建立充分利用烟气余热的冷却水循环。
36.工作过程中,工质在热管蒸发段内吸收烟气腔b中流动烟气的热量,由液体变为蒸汽,产生汽化潜热;蒸汽在每个热管本体2内压差的作用下,上移至凝结段,工质蒸汽遇冷壁面及冷却水腔a中流动冷却水,凝结成液态工质,同时放出汽化潜热,并通过管壁传给外部冷却水,冷凝工质在重力作用下回流到蒸发段再次蒸发。如此往复,实现对烟气热量与冷却水路两种介质的热量传递与交换。
37.本方案中,热管本体2管端的排气口位于冷却水腔a的上方,与每个热管本体2的排气口分别相应配置有排气封头3,用于切换热管本体2的管端导通状态。具体地,每个排气封头3具有可在闭合工作位和排气工作位之间切换的密封体31,以用于建立相应热管本体2的真空度。
38.这样,热管的排气封头3可根据需要进行状态切换,使其组装于系统烟气通道时热管处于非真空状态,或者说,热管低温省煤器预组装于项目系统时,热管本体2的排气口不封闭,热管本体内为常压状态。在此基础上,可利用系统烟气余热建立热管真空度,例如但不限于,制作真空热管和再生热管等工艺阶段。
39.本方案中,热管本体2铅垂或带一定角度倾斜布置在换热器中,热管本体2冷凝段顶部伸出冷却水腔a的壳体顶板。作为优选,可将热管本体 2与水侧壳体顶板进行密封处理;也即,除了冷却水进出口(图中未示出) 外,冷却水腔a形成一个密闭的空间。
40.可以理解的是,在闭合和排气两个工作状态下切换的排气封头3,可采用不同的结构方式。例如但不限于采用螺纹紧固方式实现,请一并参见图2,该图示出了一种排气封头3的主要构成。
41.图2所示,该排气封头3包括密封体31、封头部32和顶罩33。顶罩 33与封头部32之间螺纹连接,顶罩33与封头部32之间形成容置密封体 31的内腔,通过旋转顶罩33实现密封体31工作位的切换。
42.其中,封头部32具有中部贯通孔321,该贯通孔321的一端与热管本体2的排气口连通,另一端具有与密封体31适配的密封部322;顶罩33 可沿轴向形成密封体31与密封部322构建密封副的作用力。旋紧顶罩33 可推动密封体31压抵密封部322时,即切换至封堵该贯通孔321的闭合工作位;反向旋松顶罩33时,在管体内压力气体的作用下,该密封体31脱离密封部322,热管本体2中排出气体可通过顶罩32的本体上开设的通孔 331实现排放。
43.这里,图中所示的通孔331连通容纳密封体31的内腔,以建立排气路径。实际上,顶罩33与封头部32之间不局限于图中所示的螺纹适配结构,且用于最终排放的通孔也可开设在顶罩33和封头部32上并依次连通,或者仅开设在封头部32上(图中未示出),只要满足连通内腔建立排气路径的功能需要均在本技术请求保护的范围内。
44.另外,该封头部32可以与相应热管本体2的管端一体成型(图中未示出),也可采用如图所示的与相应热管本体2的管端焊接固定,也即封头部32独立加工完成后,再与热管本体2的管端排气口焊接。相比较来说,图中所示独立于热管本体2的设计,具有更好的加工工艺性。
45.实施例二:
46.请参见图3,该为本方案所述热管省煤系统的原理图。
47.该热管省煤系统包括锅炉20和实施例一所述的热管低温省煤器10,图中所示,该热管低温省煤器10设置在锅炉20的出口烟道上;具体地,热管低温省煤器10的烟气入口11和烟气出口12分别与出口烟道上的管路连通,锅炉出口烟道内的烟气余热可作为建立热管低温省煤器10(热管换热器)的热管本体真空度的热源。为了简化图示,图3仅示出了烟气流动路径,该系统中与热管低温省煤器10建立冷却水循环的冷却水路未在图中示明。
48.本方案中,热管低温省煤器10设置在空预器30的下游侧,以利用空预器30排出的具有持续稳定温度的烟气余热。应当理解,采用锅炉机组尾部100℃以上烟气余热即可作为稳定持续热源,对已预装完毕的热管低温省煤器10的热管进行热排法制作真空的制作工艺。
49.另外,在烟囱40的上游端配置有脱硫塔50,以在烟气排放至大气之前进行脱硫处理,满足相关的环保规定。此外,为了进一步满足烟气排放要求,还可以在脱硫塔50的上游侧配置有除尘器60。
50.可以理解的是,对于未配置空预器30的烟气排放项目,该热管低温省煤器10可直接与锅炉20的烟气出口直接连通。实际上,热管低温省煤器10在烟道上的具体布置方式可根据实际需求灵活调整。
51.实施例三:
52.本方案所述热管省煤系统与实施例二的主要功能构成相同,区别在于:热管低温省煤器10布置除尘器60与脱硫塔50之间的烟道上。请一并参见图4,该图示出了本方案所述热管省煤系统的原理图。
53.为了清楚示出本方案与实施例二的区别和联系,相同功能构成在图中以同一标记进行示明。
54.需要说明的是,实施例二和实施例三所述热管省煤系统的空预器30、脱硫塔50及除尘器60,非本技术的核心发明点所在,本领域技术人员能够基于现有技术实现,故本文不再赘述。
55.实施例四:
56.基于实施例三或实施例四所述的热管省煤系统,本方案提出一种在项目现场进行的热管制作真空工艺。请参见图5,该图为本方案所述热管制作真空工艺的流程图。
57.该热管制作真空工艺包括下述步骤:
58.s51.预组装:将热管低温省煤器10预组装在图3或图4所示热管省煤系统的锅炉出口烟道上。
59.预组装时,排气封头3未组装或者未切换至闭合工作位。热管本体2 并未进行真空制作,其内部为常压状态。同时,热管低温省煤器10冷却水侧不得通冷却水,以确保在真空度建立过程中热管内部快速升温。
60.s52.灌装介质:将工质注入所述热管本体内。
61.在工质灌注前,需要对热管进行排汽量标定,以确认最终热管内部工质灌注量。具体可利用定量工装设备,向热管本体内部灌注一定量工质。
62.对于未进行酸洗钝化的热管本体,在灌装介质步骤s52之前,还包括:
63.s052.排油脂气:打开排气封头并利用烟气加热热管本体,此过程进行热管干烧;至所述热管本体管壁达到油脂气排放温度,热管间隙内的油脂气被高温挤压至管内空腔后,顺着管内热空气一起经由排气封头完成油脂气排放。
64.这里的“油脂气排放温度”,是指能够在加热一定时长后满足油脂气化排出的管壁温度,也即,在制作真空排气前对热管本体进行一个长周期的干烧,直至热管主材中的所有油脂全部气化,利用排气封头3至排气状态进行排油脂气。当然,该过程可根据油脂气排尽程度延长时间进行,待油脂排除完毕后,再往热管内部灌注定量工质,由此,确保工质注入前热管本体内部具有良好的清洁度。
65.s53.增压排气:封闭排气封头并利用烟气加热热管本体,进行管内增压;至热管本体的内部压力至排气压力后打开排气封头,进行排气。
66.这里的“排气压力”,是指能够在加热一定时长后满足不凝性气体排出的管内压力。该过程中,封闭排气封头为临时密封。利用系统烟气加热热管本体,热管本体内部工质开始蒸发,理论上,100℃以上的热烟气即可用于所有热管本体2进行热排法真空制作。管内压力随着工质蒸发逐渐增大,例如但不限于,根据管壁温度判断热管本体内部工质蒸发情况。当蒸发达到一定时间后内部压力建立,打开排气封头3进行排气。
67.排气过程中,可根据热管排气口排出气体的形态,判断热管是否已经排气完全。具体地,可结合实验过程的经验形态进行肉眼判断,作为优选,还可利用红外测温枪或者红外成像仪进行判断,准确度更高。
68.例如但不限于,增压排气步骤包括依次执行的三个增压排气循环:
69.在第一增压排气循环,以热管本体的排出气体以蒸汽为主作为判断条件,执行第二增压排气循环。具体地,热管排出的气体最初以热空气 蒸汽为主时,此时需要持续排气,当热管排出的气体以蒸汽为主时,则进入第二增压排气循环,再次临时密封排气封头。
70.在第二增压排气循环,以排出气体过程中热管本体的温度下降至第一温度阈值
时,执行第三增压排气循环。具体地,烟气继续加热热管烟气侧一定时间,再次通过热管管壁温度判断热管内部工质的蒸发程度,当热管内部工质蒸发达到一定时间后,二次不完全打开封头进行排气;此时,热管排气过程中热空气量较不明显,肉眼可见排气形态以蒸汽为主,并可通过管壁温度的下降程度判断排气是否完全,当管壁温度下降至管内工质沸点上1
‑
2℃(第一温度阈值)时,则进入第三增压排气循环,三次临时密封排气封头。
71.在第三增压排气循环,以排出气体过程中热管本体的温度下降至第二温度阈值时,执行密封步骤s54。具体地,烟气再次加热一定时间,此时已经初步将热管内部空气排尽,利用烟气加热后再进行排气;在管壁温度下降至管内工质沸点上方3℃(第二温度阈值)时,即可完成热管排气封头的密封。
72.本方案中,排油脂气、排空气、排蒸汽的过程中,均要求加热温度高于工质沸点,并且对于排空气和排蒸汽过程要求,在阶段性排空气和排蒸汽结束后,管壁温度仍高于工质沸点温度。为了保证热管内部空气彻底排放完全,此次加热热管可考虑将热管加热至更高管壁温度,也就是说,第三增压排气循环中热管本体的第三加热温度,高于第一增压排气循环中热管本体的第一加热温度和第二增压排气循环中热管本体的第二加热温度,可有效规避管内外环境发生对流,即管外空气有可能进入管内,导致管内真空下降的情形。
73.其中,第一温度阈值和第二温度阈值均高于工质沸点温度,管内工质在上述增压排气循环中均处于沸腾状态,保持外排状态。并且作为优选,第二温度阈值高于第一温度阈值,在保证排气时间的情况下,热管排气完成时,热管端部管壁温度仍然在沸点温度以上,从而保证管内真空度。
74.s54.密封:至热管本体内的空气排出后封闭排气封头,密封热管本体的排气口,完成热管真空度的建立。
75.实质上,对热管低温省煤器进行正式的加热排气制作真空工作,热管的现场加热排气的基本方法是:“憋压、排气、密封”。
[0076]“憋压”,是指热管低温省煤器在加热排气制作真空过程中要进行加热憋压过程,以提高管内排气压力,尽可能排出热管内的空气,每次憋压时间根据烟气中的热流密度来决定憋压时间的长短。
[0077]“排气”,是指热管低温省煤器在加热排气制作真空过程中,每次憋压结束后,需要进行一次完整排气,确保管内空气排出,形成真空。
[0078]“密封”,是指热管低温省煤器在加热排气制作真空完成最后一次排气后,需要将排气封头一次完全封住,最终完成真空热管的制作。当然,相较于排气过程的临时密封,此时密封排气封头的标准可适当提高,已具良好换热效果的热管得以保持稳定的换热性能。
[0079]
实施例五:
[0080]
基于实施例三或实施例四所述的热管省煤系统,本方案提出一种在项目现场进行的热管再生工艺。请参见图6,该图为本方案所述热管再生工艺的流程图。
[0081]
在热管低温省煤器10运行一段时间后,热管管内由于不凝性气体的产生,并随着运行时间的延长,不凝性气体会逐步增多。通常,在初次投用一段时间管内不凝性气体的量会出现峰值。热管内部不凝性气体的存在,将导致在不凝性气体聚集区域,热管无法将蒸发段的热量导入该区域,导致热管的传热效率明显下降。此时,可在锅炉机组不停炉的情况下进行热管再生处理。该热管再生工艺包括下述步骤:
[0082]
s61.暂停冷却水循环:排干热管换热器的所述冷却水腔内的冷却水。
[0083]
在锅炉机组不停炉的情况下,烟气正常通过低温省煤器烟气侧,暂停向低温省煤器冷却水侧通冷却水,并将冷却水侧壳体内冷却水排干;由此,完成再生准备工作。
[0084]
s62.增压排气:利用烟气加热热管本体,进行管内增压;至热管本体的内部压力至排气压力后打开排气封头,进行排气。
[0085]
热烟气对热管进行加热,根据管壁温度判断并进行真空度的建立,具体与实施例四中的增压排气步骤s53相同,在此不再赘述。
[0086]
当热管内部工质已沸腾时,可继续加热一段时间,使热管内部工质温度得到提高,进而提高蒸汽压力,将不凝性气体挤压至排气封头处,然后打开可拆卸排气封头进行在线排气。一般情况下,不凝性气体先通过封头排出,不凝性气体排完后,管内工质蒸汽开始往外排。由于不凝性气体排出时为无色气体,工质蒸汽排出封头会快速冷却形成白色水雾,故当封头出口出现白色水雾时,说明不凝性气体排除完毕。
[0087]
s63.密封:至所述热管本体内的空气排出后封闭所述排气封头,密封所述热管本体的排气口。
[0088]
当不凝性气体排除完毕,可以对热管进行密封,再生后的热管具有良好的换热效果,至此,可以恢复设备正常通冷却水运行。
[0089]
具体地,需要启动热管的再生处理时,可首先对热管换热器的换热器性能按区域进行筛选,确认热管低温省煤器传热性能下降较多的换热模块,在利用测温元件,对该模块区域的热管进行逐根排查,最终对需要再生的热管进行定位、标记。然后,根据定位、标记的热管,按照上述的操作步骤,对该热管进行排气,排气完成后,利用测温元件对再生后的热管进行验收,若验收合格,即可判断该热管再生成功。
[0090]
实施例六:
[0091]
基于实施例三或实施例四所述的热管省煤系统,针对运行过程中可能出现的排气封头损坏,本方案提出一种在项目现场进行的热管修复工艺。请参见图7,该图为本方案所述热管修复工艺的流程图。
[0092]
在热管低温省煤器10运行一段时间后,排气封头损坏时相应的热管本体失去真空度后将直接影响整体换热效果。此时,可在锅炉机组不停炉的情况下进行热管修复处理。该热管修复工艺包括下述步骤:
[0093]
s71.更换损坏的排气封头;更换完好的排气封头,例如但不限于,封头部及与之配对的顶罩等。
[0094]
s72.暂停冷却水循环:排干所述热管换热器的所述冷却水腔内的冷却水。
[0095]
在锅炉机组不停炉的情况下,烟气正常通过低温省煤器烟气侧,暂停向低温省煤器冷却水侧通冷却水,并将冷却水侧壳体内冷却水排干;由此,完成修复准备工作。
[0096]
s73.补充工质:打开所述排气封头,将所述热管本体内原有工质蒸发排尽后,重新将工质注入所述热管本体内,以确保管内工质的洁净度。具体操作可参见步骤s52。
[0097]
s74.增压排气:封闭所述排气封头并利用烟气加热热管本体,进行管内增压;至所述热管本体的内部压力至排气压力后打开所述排气封头,进行排气。
[0098]
热烟气对热管进行加热,根据管壁温度判断并进行真空度的建立,具体与实施例四中的增压排气步骤s53相同,在此不再赘述。
[0099]
s75.密封:至所述热管本体内的空气排出后封闭所述排气封头,密封所述热管本体的排气口。由此,修复完成后重新形成热管真空度。
[0100]
综上所述,本方案提供的利用烟气余热制作真空热管的工艺,相较于其他热排法真空制作,本方法将热管换热器壳体制造与热管形成真空两个过程分别在不同的阶段完成。换热器主体制造在生产车间完成,制造完后的热管换热器在项目现场施工完毕后再进行热管真空制作,避免了换热器主体制造和制作真空过程在不同生产环节之间的倒运,极大的缩短了热管换热器的生产周期;本方法利用燃煤锅炉尾部烟气余热对热管进行加热排气真空制作,相较于在生产车间采用加热炉加热法制作热管,节省了大量的能源消耗;采用本方法,热管低温省煤器利用锅炉机组的热烟气进行真空制作,无需在制造车间配置加热炉和相关设施,生产投资少,成本低,有利于提高产品竞争力。采用本方法的热管低温省煤器,由于封头为可切换工作状态的可拆卸式结构,故可重复利用项目现场锅炉热烟气对热管进行热排法真空制作,相较于热管返厂再生,本方法可实现在线热管再生,实施成本低,设备整体寿命长。
[0101]
需要说明的是,本实施方式所述利用烟气余热进行热管制作真空制作的核心设计构思,除了适用于本文所述的锅炉排烟余热利用领域,也适用于其他窑炉的应用场合。
[0102]
以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。