1.本实用新型属于制鞋技术领域,尤其涉及一种鞋垫快速成型装置。
背景技术:
2.目前市场上最常见的鞋垫是普通的平面鞋垫,这种鞋垫制作工艺简单、成本低廉,但是由于它不符合人脚的解剖结构和运动生物力学要求,所以长期穿着会使得脚的舒适性差,并且可能会引起足弓下塌、前脚掌痛、跟骨痛等足部疾病。另,也有很多运动鞋中采用了立体鞋垫,其造型结构基本能符合脚型要求,目前这种立体鞋垫的成型方式大多采用原料直接成型法,将准备好的原料直接灌注在鞋垫模具中,取出成品后冷却,贴合面布材料,然后放入压泡机内进行加压,再进行修边整理,这种鞋垫成型方式工艺复杂,成本高,质量无法控制。
技术实现要素:
3.本实用新型的目的在于提供一种鞋垫快速成型装置,通过抽真空的方式即可完成鞋垫的成型,结构简单,操作方便,快捷高效,成本低廉,不限制应用场景。
4.为了达到上述目的,本实用新型的技术方案如下:
5.一种鞋垫快速成型装置,
6.包括一成型箱;
7.成型室,设于成型箱顶部,成型室内设有定位件,定位件用于可拆卸的连接不同规格的脚部模具;
8.盖板,设于成型箱顶部且可密封的封盖在成型室上,盖板处开设有观察口,观察口与脚部模具相对,观察口上设有透明的柔性压片,盖板封盖在成型室上时柔性压片压在脚部模具上;
9.一真空泵,与成型室连通。
10.本方案原理:使用时,将脚部模具固定安装在定位件上,然后将通过加热机加热后的鞋垫放在脚部模具上(此时鞋垫为软化的平面状态),然后,将盖板密封的封盖在成型室上,此时柔性压片压在鞋垫上,对鞋垫进行定位,当鞋垫的位置偏移时还可手动的在柔性压片上对鞋垫进行位置调整。鞋垫定位后,打开真空泵对成型室进行抽真空处理,抽真空时柔性压片在吸力的作用下向下变形,在此过程中柔性压片向下压鞋垫,将鞋垫压至与脚部模具完全贴合以完成定型,待鞋垫冷却后即可成型。鞋垫成型后,关闭真空泵,打开盖板取出鞋垫即可。
11.本方案利用柔性压片的透明和柔性的特性,既能够实现鞋垫位置和定型过程的观察,还能够隔着柔性压片完成鞋垫的位置调整,并且柔性压片还可对鞋垫进行定位防止其在抽真空过程中发生偏移,而且使鞋垫变形的力也是通过柔性压片完成的,一物具有多重作用和效果,构思巧妙,设计新颖。
12.本方案通过抽真空的方式即可完成鞋垫的成型,结构简单,操作方便,快捷高效,
成本低廉,不限制应用场景。
13.优选地,所述成型室内设置有多个定位件,多个定位件可以同时实现多个鞋垫的成型操作,生产效率更高。
14.优选地,所述成型室内设置有两个定位件,两个定位件可以对成双的鞋垫进行成型操作,空间更小所以抽真空的效率高,生产的效率也较高,而且质量把控更到位。
15.优选地,所述定位件包括第二定位板,第二定位板固定连接在各脚部模具的底部,成型室内设有与第二定位板适配的定位槽。通过定位板和定位槽的配合方式,更换不同规格的脚部模具时更加快捷方便。
16.优选地,所述定位件包括设置于成型室内的魔术贴,脚部模具粘贴于魔术贴上。通过魔术贴实现定位,操作方便快捷,成本低廉。
17.优选地,所述定位件包括固定连接于成型室内的第一定位板,第一定位板上固定连接有至少一个定位柱,每个脚部模具底部均开设有与定位柱配合的定位孔。通过定位孔和定位柱的方式进行定位,定位更加精准和稳定。
18.优选地,所述盖板一侧铰接于所述成型箱上,所述盖板与所述成型箱之间设有锁紧件。通过铰接的方式连接盖板,启闭更加方便。
19.优选地,所述柔性压片为硅胶膜。硅胶膜的塑性好,密封性高,利于鞋垫的成型。
附图说明
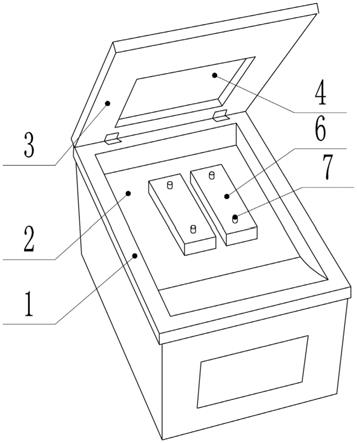
20.图1为本实用新型实施例具有第一种定位件结构的示意图;
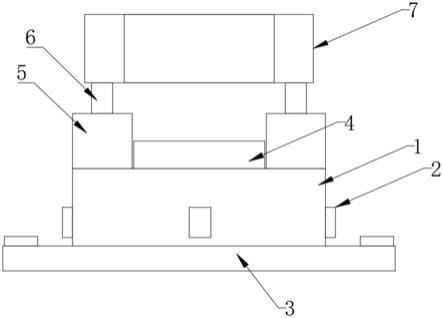
21.图2为实施例的成型示意图;
22.图3为本实用新型实施例具有第二种定位件结构的示意图;
23.图4为实施例中第二种定位件结构脚部模具的示意图;
24.图5为实施例中第一种定位件结构脚部模具的示意图;
25.图6为实施例中第四种定位结构的示意图。
26.说明书附图中的附图标记包括:成型箱1、成型室2、盖板3、观察口4、定位槽5、第一定位板6、定位柱7、第二定位板8、脚部模具9、鞋垫10、定位孔11、柔性压片12、分隔板13、容纳室14、粘贴板15。
具体实施方式
27.下面通过具体实施方式进一步详细说明:
28.实施例基本如附图1所示:一种鞋垫快速成型装置,包括一成型箱1,成型箱1上设有成型室2、真空泵、以及封盖在成型室2上的盖板3。其中,成型箱1为普通的铝制或铁制箱体。
29.具体地,参见图2,成型箱1上部的内侧焊接有分隔板13,分隔板13将成型箱1内部分隔为上下两个独立的腔室,上部腔室为成型室2,下部腔室为容纳室14。成型室2内设有定位件,定位件用于可拆卸的连接不同规格的脚部模具9。定位件的结构可以为多种,只要能够实现脚部模具9的定位即可,下面示例性地对其中几种定位件结构进行描述。
30.参见图1和图2,第一种定位件结构,包括第一定位板6,第一定位板6通过螺钉连接的方式固定在分隔板13上;还可以在分隔板13上开设与第一定位板6适配的凹槽,将第一定
位板6放置在凹槽中以实现第一定位板6的固定。第一定位板6上通过螺钉固定连接有至少一根定位柱7,为了便于安装,本实施例中定位柱7为两根,每个规格的脚部模具9底部均开设有两个与定位柱7适配的定位孔11,放置脚部模具9时将两个定位孔11分别对准两根定位柱7,然后放置在第一定位板6上即可。此种定位件结构的定位更为精准和稳定。
31.参见图3和图4,第二种定位件结构,包括第二定位板8,第二定位板8通过螺钉固定在各脚部模具9的底部,分隔板13上开设有与第二定位板8适配的定位槽5,不同规格脚部模具9上固定的第二定位板8尺寸是相同的,所以更换脚部模具9时只需将其他规格的脚部模具9底部的第二定位板8放在定位槽5中即可,不会因为脚部模具9规格的不同而产生不适配的情况。此种定位件结构更换不同规格的脚部模具9时更加快捷方便,定位精度和稳定性均较高。
32.第三种定位件结构,包括魔术贴,魔术贴粘贴在分隔板13上,而脚部模具9粘贴在魔术贴上(图中未示出)。通过魔术贴实现定位,操作方便快捷,成本低廉。
33.如图6所示,第四种定位件结构,包括粘贴板15,每一组脚部模具9底部均粘贴在粘贴板15上,使脚部模具9与粘贴板15构成整体结构,放置脚部模具9时将带有脚部模具9的粘贴板15直接放置在成型室2中即可,取出脚部模具9时也同样操作。可以实现脚部模具的快速放置和取出,整体操作非常方便快捷,提高工作效率。
34.在一些实施例中,成型室2内设有多个定位件,即定位件数量为三个以上,可以同时对多个鞋垫10进行成型操作,生产效率更高。
35.参见图1和图3,在一些实施例中,成型室2内设置有两个定位件,两个定位件可以成双的对鞋垫10进行成型操作,空间更小所以抽真空的效率高,生产的效率也较高,而且质量把控更到位。
36.参见图1和图3,盖板3的后侧通过合页铰接在成型箱1上,盖板3盖在成型箱1上时可使成型室2内部形成密封空间,盖板3前端与成型箱1之间还设有锁紧件,锁紧件可以用普通的门锁或者箱锁。盖板3的中部开设有观察口4,观察口4与脚部模具9相对。
37.观察口4处设有透明的柔性压片12,一些实施例中,柔性压片12通过卡合等方式固定在盖板3的观察口处;另一些实施例中,柔性压片12是自由的位于盖板3下方的,使用时,盖上盖板3之前时将柔性压片12放在成型室2上并盖在脚部模具9上,然后盖下盖板3,盖板3封盖在成型室2上时,盖板3将柔性压片12压在成型箱1上,使柔性压片12下方的成型室2形成密封状态。脚部模具9安装在定位件上时脚部模具9的顶部高于盖板3顶部,所以当盖板3封盖在成型室2上时柔性压片12会压在脚部模具9上。本实施例中,柔性压片12选用塑性好,密封性高的硅胶膜。
38.真空泵放置于成型箱1下部的容纳室14中(图中未示出),真空泵通过气管与成型室2连通。
39.参见图2、图4和图5,使用时,将脚部模具9放置在成型室2内,然后将通过加热机加热后的鞋垫10放在脚部模具9上(此时鞋垫10为软化的平面状态),然后,将柔性压片12盖在脚部模具9上,再将盖板3密封的封盖在成型室2上,此时柔性压片12被盖板3压在成型箱1上,并且柔性压片12压在鞋垫10上,对鞋垫10进行定位,当鞋垫10的位置偏移时还可手动的在柔性压片12上对鞋垫10进行位置调整。鞋垫10定位后,打开真空泵对成型室2进行抽真空处理,抽真空时柔性压片12在吸力的作用下向下变形,在此过程中柔性压片12向下压鞋垫
10,将鞋垫10压至与脚部模具9完全贴合以完成定型,待鞋垫10冷却后即可成型。鞋垫10成型后,关闭真空泵,打开盖板3取出鞋垫10即可。
40.以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。