1.本实用新型涉及送扣机技术领域,尤其涉及自动化纽扣识别送扣机及纽扣识别装置。
背景技术:
2.送扣机,一般配合钉扣机使用,其作用是将纽扣依次输送至钉扣机处进行钉扣。在缝纫行业中,很多纽扣是带图案或者文字的,钉缝的时候需要按照预定的方向放置。现有的钉缝纽扣方式主要有两种:一种是人工识别,但工作效力相对低下,不符合现代自动化生产的需求;另一种是通过视觉识别头识别纽扣方向,需要通过识别爪先抓取纽扣,移送至视觉识别头处进行识别,识别后再通过识别爪移送到传送装置,最后传送到钉扣机上,整机结构相对复杂,对镜头识别要求相对较高,纽扣有缺陷时也不易处理。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种自动化纽扣识别送扣机及纽扣识别装置,具有结构简单、识别移送同步、且纽扣有缺陷能即时处理的优点。
4.为达到上述目的,本实用新型的技术方案如下:
5.一种纽扣识别装置,包括:
6.承载于送扣机的安装机壳用于夹持识别纽扣的夹持旋转机构;
7.承载于送扣机的安装机壳的、用于对纽扣进行识别检测的识别摄像头;
8.用于将纽扣中心定位于所述识别摄像头正下方的定位机构;
9.用于将纽扣吹送至所述夹持旋转机构的吹送气嘴;以及,
10.用于在吹送纽扣时限制纽扣翻转的限位机构,所述限位机构能够延伸至所述夹持旋转机构的上方;
11.实现上述技术方案,整理排列完成的纽扣由吹送气嘴将纽扣逐一吹送至夹持旋转机构处,在吹送过程中同时由限位机构对纽扣进行限制,防止纽扣发生翻转,同时通过定位机构限制纽扣向前移动,由夹持旋转机构将纽扣向前移送,待纽扣于定位机构向接触时即置于识别摄像头的正下方,由识别摄像头对纽扣进行识别判断,若纽扣方向正确,在识别的同时由夹持旋转机构驱动纽扣转动调整纽扣的转动角度,直至纽扣方向达到正确的位置,随后通过送料机构将纽扣夹送至钉扣机处,若纽扣本身有缺陷或无法旋转正确的方向,则由吹送气嘴将纽扣吹出,在送料机构夹取纽扣的同时,识别摄像头可以同步识别下一个纽扣,实现纽扣移送与识别同步进行,对识别摄像头的速度要求较低,相应的成本也较低,且达到纽扣自动识别和输送效果,提高了送扣机的工作效率。
12.作为本实用新型的一种优选方案,所述夹持旋转机构包括:固定于送扣机的安装机壳的夹指气缸、设置于所述夹指气缸的动力输出端且相对设置的第一夹指和第二夹指、转动式装配于所述第一夹指的第一动力轮组、转动式装配于所述第二夹指的第二动力轮组、用于驱动所述第一动力轮组转动的动力驱动组件、以及固定于送扣机的安装机壳且位
于所述第一动力轮组和第二动力轮组下方的移送托板。
13.作为本实用新型的一种优选方案,所述动力驱动组件包括:固定于所述第一夹指的旋转驱动电机、固定于所述旋转驱动电机的动力输出轴的主动齿轮、转动式装配于所述第一夹指且与所述主动齿轮相啮合的传动齿轮、以及连接于所述第一动力轮组且与所述传动齿轮相啮合的从动齿轮。
14.实现上述技术方案,通过夹指气缸驱动第一夹指和第二夹指相对移动至与纽扣相对应的位置处,在第一夹指与第二夹指之间形成容纳纽扣的储料通道,通过移送托板对纽扣进行承托,并由定位机构进行限制,当吹送气嘴将纽扣吹入储料通道后,夹指气缸再次驱动第一夹指和第二夹指动作,将纽扣夹紧,由旋转驱动电机驱动主动齿轮转动,进而带动第一动力轮组转动,从而能够配合第二动力轮组驱动纽扣转动,调整纽扣方向,在纽扣转动的过程中,由识别摄像头进行实时的识别判断,直至纽扣上的图案方向转动至正确位置后,旋转驱动电机停止动作。
15.作为本实用新型的一种优选方案,所述定位机构包括:滑动式装配于送扣机的安装机壳的滑动座、固定于所述滑动座的定位气缸、固定于所述定位气缸且延伸至所述移送托板前端的定位支爪、固定于送扣机的安装机壳的第一定位调节块、滑动式装配于送扣机的安装机壳且与所述第一定位调节块相对应的第二定位调节块、一端铰接于送扣机的安装机壳的调节拨杆、以及一端连接于所述调节拨杆且另一端连接于送扣机的安装机壳的拉簧,所述调节拨杆上开设有第一腰型槽和第二腰型槽,所述滑动座上设有嵌入所述第一腰型槽的第一活动轴,所述第二定位调节块上设有嵌入所述第二腰型槽的第二活动轴。
16.实现上述技术方案,使用前,推动调节拨杆,将一待输送纽扣置于第一定位调节块和第二定位调节块之间,由拉簧的弹性力将调节拨杆拉紧,使得第二定位调节块将纽扣夹紧,此时定位支爪即调整至与纽扣相对应的位置处,在进行纽扣识别时,定位气缸驱动定位支爪下降至位于移送托板的前端,当纽扣移动至于定位支爪相接触时,纽扣即位于识别摄像头的正下方。
17.作为本实用新型的一种优选方案,所述限位机构包括:限位安装块、固定于所述限位安装块的针阀气缸、以及固定于所述针阀气缸的活塞杆的压杆,所述压杆能够延伸至所述移送托板的上方。
18.实现上述技术方案,在吹送气嘴吹送纽扣时,针阀气缸驱动压杆伸出至移送托板上方,从而对纽扣进行限制,待纽扣移送到位后压杆复位,从而不会影响识别摄像头进行识别。
19.另一方面,本实用新型还提供一种自动化纽扣识别送扣机,包括:
20.安装机壳,所述安装机壳的一侧设有主控单元,所述安装机壳上设有上料振动盘;
21.承载于所述安装机壳且与所述上料振动盘的出料导轨相对接、用于将排列完成的纽扣向前导送的输送装置;
22.上述任一技术方案所述的纽扣识别装置,所述纽扣识别装置与所述输送装置的出料口相对接;以及,
23.承载于所述安装机壳用于将识别完成的纽扣夹送至钉扣机的送料机构。
24.实现上述技术方案,使用时,由主控单元进行集中的控制,通过上料振动盘对纽扣进行整理排列,随后整理排列完成的纽扣进入输送装置内向前导送,再由吹送气嘴将纽扣
逐一吹送至夹持旋转机构处,在吹送过程中同时由限位机构对纽扣进行限制,防止纽扣发生翻转,同时通过定位机构限制纽扣向前移动,由夹持旋转机构将纽扣向前移送,待纽扣于定位机构向接触时即置于识别摄像头的正下方,由识别摄像头对纽扣进行识别判断,若纽扣方向正确,在识别的同时由夹持旋转机构驱动纽扣转动调整纽扣的转动角度,直至纽扣方向达到正确的位置,随后通过送料机构将纽扣夹送至钉扣机处,若纽扣本身有缺陷或无法旋转正确的方向,则由吹送气嘴将纽扣吹出,在送料机构夹取纽扣的同时,识别摄像头可以同步识别下一个纽扣,实现纽扣移送与识别同步进行,对识别摄像头的速度要求较低,相应的成本也较低,且达到纽扣自动识别和输送效果,提高了送扣机的工作效率。
25.作为本实用新型的一种优选方案,所述输送装置包括:承载于所述安装机壳的安装架、承载于所述安装架的导料平台、形成于所述导料平台的输送通道、以及用于调节所述输送通道尺寸的调节机构。
26.实现上述技术方案,根据待输送纽扣的尺寸通过调节机构调节输送通道的尺寸,由导料平台对纽扣进行承托和导送,从而满足不同型号尺寸的纽扣的输送需求。
27.作为本实用新型的一种优选方案,所述导料平台包括:承载于所述安装架的底托、滑动式装配于所述底托且相对设置的第一限位挡条和第二限位挡条、以及固定于所述底托底部且两端分别连接于所述第一限位挡条和所述第二限位挡条的双头调节气缸,所述输送通道形成于所述第一限位挡条与所述第二限位挡条之间,所述调节机构包括:用于调节所述输送通道宽度的第一调节组件、以及用于调节所述输送通道高度的第二调节组件。
28.作为本实用新型的一种优选方案,所述第一调节组件包括:固定于所述第一限位挡条的限位座、以及固定于所述第二限位挡条且与所述限位座相配合的限位板,所述限位座上设有第一限位口,所述限位板的端部设有第二限位口,所述第一限位口和所述第二限位口之间形成有用于放置纽扣的限位槽口;
29.所述第二调节组件包括:固定于所述安装架的安装支板、沿竖直方向滑动式装配于所述安装支板的安装导杆、固定于所述安装导杆的下端且与所述输送通道相对应的第一高度调节板、固定于所述安装导杆上端的第二高度调节板、固定于所述安装支板且活塞杆与所述第一高度调节板相连接的高度调节气缸、以及固定于所述第二高度调节板的高度限制杆,所述高度限制杆与所述安装支板之间形成有用于放置纽扣的置物间隙。
30.实现上述技术方案,通过双头调节气缸同时调节第一限位挡条和第二限位挡条之间的间距,将一待输送纽扣置于限位槽口内通过限位座与限位板的限制作用,从而将输送通道的宽度调整至与待输送纽扣相适配的尺寸;将一待输送纽扣置于置物间隙内,通过高度调节气缸驱动改变第一高度调节板的高度,直至高度限制杆抵触于待输送纽扣,即可将输送通道的高度调整至与待输送纽扣相适配的尺寸。
31.作为本实用新型的一种优选方案,所述送料机构包括:沿竖直方向滑动式装配于所述安装架的送料座、固定于所述安装架用于驱动所述送料座升降移动的送料气缸、固定于所述送料座的送料电机、以及固定于所述送料电机的动力输出轴的送料杆、以及固定于所述送料杆的送料气夹。
32.实现上述技术方案,由送料气缸驱动送料座升降,由送料电机驱动送料杆往复转动,再由送料气夹将识别完成的纽扣夹紧,即可将纽扣移送至钉扣机。
33.综上所述,与现有技术相比,本实用新型具有如下有益效果:
34.本实用新型实施例通过提供一种自动化纽扣识别送扣机及纽扣识别装置,使用时,由主控单元进行集中的控制,通过上料振动盘对纽扣进行整理排列,随后整理排列完成的纽扣进入输送装置内向前导送,再由吹送气嘴将纽扣逐一吹送至夹持旋转机构处,在吹送过程中同时由限位机构对纽扣进行限制,防止纽扣发生翻转,同时通过定位机构限制纽扣向前移动,由夹持旋转机构将纽扣向前移送,待纽扣于定位机构向接触时即置于识别摄像头的正下方,由识别摄像头对纽扣进行识别判断,若纽扣方向正确,在识别的同时由夹持旋转机构驱动纽扣转动调整纽扣的转动角度,直至纽扣方向达到正确的位置,随后通过送料机构将纽扣夹送至钉扣机处,若纽扣本身有缺陷或无法旋转正确的方向,则由吹送气嘴将纽扣吹出,在送料机构夹取纽扣的同时,识别摄像头可以同步识别下一个纽扣,实现纽扣移送与识别同步进行,对识别摄像头的速度要求较低,相应的成本也较低,且达到纽扣自动识别和输送效果,提高了送扣机的工作效率。
附图说明
35.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
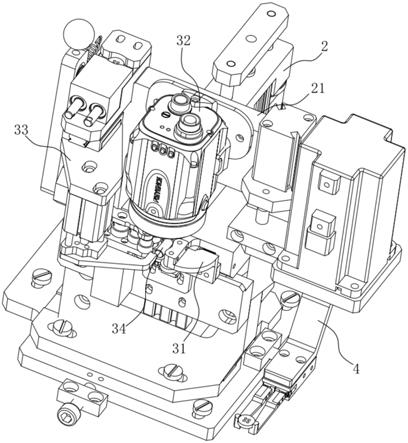
36.图1为本实用新型实施例的结构示意图。
37.图2为本实用新型实施例去除安装机壳的结构示意图。
38.图3为本实用新型实施例去除安装机壳和上料振动盘的结构示意图。
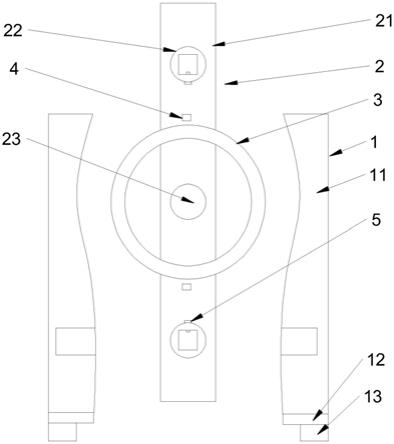
39.图4为本实用新型实施例中输送机构的结构示意图。
40.图5为本实用新型实施例中夹持旋转机构、识别摄像头及限位机构的结构示意图。
41.图6为本实用新型实施例中定位机构的结构示意图。
42.图7为本实用新型实施例中送料机构的结构示意图。
43.图中数字和字母所表示的相应部件名称:
44.1、安装机壳;11、主控单元;12、上料振动盘;
45.2、输送装置;21、安装架;22、导料平台;221、底托;222、第一限位挡条;223、第二限位挡条;224、双头调节气缸;23、调节机构;231、第一调节组件;2311、限位座;2312、限位板;2313、第一限位口;2314、第二限位口;232、第二调节组件;2321、安装支板;2322、安装导杆;2323、第一高度调节板;2324、第二高度调节板;2325、高度调节气缸;2326、高度限制杆;
46.3、纽扣识别装置;31、夹持旋转机构;311、夹指气缸;312、第一夹指;313、第二夹指;314、第一动力轮组;315、第二动力轮组;316、动力驱动组件;3161、旋转驱动电机;3162、主动齿轮;3163、传动齿轮;3164、从动齿轮;317、移送托板;32、识别摄像头;33、定位机构;331、滑动座; 3311、第一活动轴;332、定位气缸;333、定位支爪;334、第一定位调节块;335、第二定位调节块;3351、第二活动轴;336、调节拨杆;3361、第一腰型槽;3362、第二腰型槽;337、拉簧;34、限位机构;341、限位安装块;342、针阀气缸;343、压杆;
47.4、送料机构;41、送料座;42、送料气缸;43、送料电机;44、送料杆;45、送料气夹。
具体实施方式
48.下面结合附图所示的各实施方式对本实用新型进行详细说明,但应当说明的是,这些实施方式并非对本实用新型的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本实用新型的保护范围之内。
49.实施例
50.一种自动化纽扣识别送扣机,如图1至7所示,包括:安装机壳1,安装机壳1的一侧设有主控单元11,主控单元11包括控制器和触摸屏,安装机壳1上设有上料振动盘12;承载于安装机壳1且与上料振动盘12的出料导轨相对接、用于将排列完成的纽扣向前导送的输送装置2;承载于安装机壳1且与输送装置2的出料口相对接的纽扣识别装置3;以及,承载于安装机壳1用于将识别完成的纽扣夹送至钉扣机的送料机构4。
51.具体的,输送装置2包括:承载于安装机壳1的安装架21、承载于安装架21的导料平台22、形成于导料平台22的输送通道、以及用于调节输送通道尺寸的调节机构23,根据待输送纽扣的尺寸通过调节机构23调节输送通道的尺寸,由导料平台22对纽扣进行承托和导送,从而满足不同型号尺寸的纽扣的输送需求。
52.其中,导料平台22包括:承载于安装架21的底托221、滑动式装配于底托221且相对设置的第一限位挡条222和第二限位挡条223、以及固定于底托221底部且两端分别连接于第一限位挡条222和第二限位挡条223的双头调节气缸224,输送通道形成于第一限位挡条222与第二限位挡条223之间,第一限位挡条222和第二限位挡条223均呈l型,且在底托221上设有与第一限位挡条222和第二限位挡条223滑动配合的滑动导轴。
53.调节机构23包括:用于调节输送通道宽度的第一调节组件231、以及用于调节输送通道高度的第二调节组件232。
54.其中,第一调节组件231包括:固定于第一限位挡条222的限位座2311、以及固定于第二限位挡条223且与限位座2311相配合的限位板2312,限位座2311上设有第一限位口2313,限位板2312的端部设有第二限位口2314,第一限位口2313和第二限位口2314之间形成有用于放置纽扣的限位槽口;通过双头调节气缸224同时调节第一限位挡条222和第二限位挡条223之间的间距,将一待输送纽扣置于限位槽口内通过限位座2311与限位板2312的限制作用,从而将输送通道的宽度调整至与待输送纽扣相适配的尺寸。
55.第二调节组件232包括:固定于安装架21的安装支板2321、沿竖直方向滑动式装配于安装支板2321的安装导杆2322、固定于安装导杆2322的下端且与输送通道相对应的第一高度调节板2323、固定于安装导杆2322上端的第二高度调节板2324、固定于安装支板2321且活塞杆与第一高度调节板 2323相连接的高度调节气缸2325、以及固定于第二高度调节板2324的高度限制杆2326,高度限制杆2326与安装支板2321之间形成有用于放置纽扣的置物间隙;将一待输送纽扣置于置物间隙内,通过高度调节气缸2325驱动改变第一高度调节板2323的高度,直至高度限制杆2326抵触于待输送纽扣,即可将输送通道的高度调整至与待输送纽扣相适配的尺寸
56.纽扣识别装置3包括:承载于安装机壳1用于夹持识别纽扣的夹持旋转机构31、承载于安装机壳1的识别摄像头32、用于将纽扣中心定位于识别摄像头32正下方的定位机构33、用于将纽扣从输送装置2吹送至夹持旋转机构31的吹送气嘴(图中未示出)、以及用于在吹送纽扣时限制纽扣翻转的限位机构34,吹送气嘴与气泵、压缩机等高压供气装置相连接,
从而能够吹出高压空气将纽扣吹出。
57.其中,夹持旋转机构31包括:固定于安装架21的夹指气缸311、设置于夹指气缸311的动力输出端且相对设置的第一夹指312和第二夹指313、转动式装配于第一夹指312的第一动力轮组314、转动式装配于第二夹指313 的第二动力轮组315、用于驱动第一动力轮组314转动的动力驱动组件316、以及固定于安装架21且位于第一动力轮组314和第二动力轮组315下方的移送托板317,移送托板317上开设有供送料机构4夹取纽扣的通槽,第一动力轮组314和第二动力轮组315均包括两个包胶滚轮。
58.动力驱动组件316包括:固定于第一夹指312的旋转驱动电机3161、固定于旋转驱动电机3161的动力输出轴的主动齿轮3162、转动式装配于第一夹指312且与主动齿轮3162相啮合的传动齿轮3163、以及连接于第一动力轮组314且与传动齿轮3163相啮合的从动齿轮3164,第一动力轮组314与从动齿轮3164同轴连接。
59.通过夹指气缸311驱动第一夹指312和第二夹指313相对移动至与纽扣相对应的位置处,在第一夹指312与第二夹指313之间形成容纳纽扣的储料通道,通过移送托板317对纽扣进行承托,并由定位机构33进行限制,当吹送气嘴将纽扣吹入储料通道后,夹指气缸311再次驱动第一夹指312和第二夹指313动作,将纽扣夹紧,由旋转驱动电机3161驱动主动齿轮3162转动,进而带动第一动力轮组314转动,从而能够配合第二动力轮组315驱动纽扣转动,调整纽扣方向,在纽扣转动的过程中,由识别摄像头32进行实时的识别判断,直至纽扣上的图案方向转动至正确位置后,旋转驱动电机 3161停止动作。
60.定位机构33包括:滑动式装配于安装架21的滑动座331、固定于滑动座331的定位气缸332、固定于定位气缸332且延伸至移送托板317前端的定位支爪333、固定于安装架21的第一定位调节块334、滑动式装配于安装架21且与第一定位调节块334相对应的第二定位调节块335、一端铰接于安装架21的调节拨杆336、以及一端连接于调节拨杆336且另一端连接于安装架21的拉簧337,调节拨杆336上开设有沿竖直方向布设的第一腰型槽3361 和第二腰型槽3362,滑动座331上设有嵌入第一腰型槽3361的第一活动轴 3311,第二定位调节块335上设有嵌入第二腰型槽3362的第二活动轴3351。
61.使用前,推动调节拨杆336,将一待输送纽扣置于第一定位调节块334 和第二定位调节块335之间,由拉簧337的弹性力将调节拨杆336拉紧,使得第二定位调节块335将纽扣夹紧,此时定位支爪333即调整至与纽扣相对应的位置处,在进行纽扣识别时,定位气缸332驱动定位支爪333下降至位于移送托板317的前端,当纽扣移动至于定位支爪333相接触时,纽扣即位于识别摄像头32的正下方。
62.限位机构34包括:固定于第一高度调节板2323的限位安装块341、固定于限位安装块341的针阀气缸342、以及固定于针阀气缸342的活塞杆的压杆343,压杆343能够延伸至移送托板317的上方;在吹送气嘴吹送纽扣时,针阀气缸342驱动压杆343伸出至移送托板317上方,从而对纽扣进行限制,待纽扣移送到位后压杆343复位,从而不会影响识别摄像头32进行识别,限位机构34与定位机构33同步动作,实现对纽扣精确的限位和定位作用。
63.送料机构4包括:沿竖直方向滑动式装配于安装架21的送料座41、固定于安装架21用于驱动送料座升降移动的送料气缸42、固定于送料座41的送料电机43、以及固定于送料电机43的动力输出轴的送料杆44、以及固定于送料杆44的送料气夹45,由送料气缸42驱动送料座41升降,由送料电机43驱动送料杆44往复转动,再由送料气夹45将识别完成的纽扣
夹紧,即可将纽扣移送至钉扣机,在送料机构4夹送纽扣时,识别摄像头32同时进行下一个纽扣的识别动作,实现移送、识别同步进行,提高工作效率。
64.使用时,由主控单元11进行集中的控制,通过上料振动盘12对纽扣进行整理排列,随后整理排列完成的纽扣进入输送装置2内向前导送,再由吹送气嘴将纽扣逐一吹送至夹持旋转机构31处,在吹送过程中同时由限位机构34对纽扣进行限制,防止纽扣发生翻转,同时通过定位机构33限制纽扣向前移动,由夹持旋转机构31将纽扣向前移送,待纽扣于定位机构33向接触时即置于识别摄像头32的正下方,由识别摄像头32对纽扣进行识别判断,若纽扣方向正确,在识别的同时由夹持旋转机构31驱动纽扣转动调整纽扣的转动角度,直至纽扣方向达到正确的位置,随后通过送料机构4将纽扣夹送至钉扣机处,若纽扣本身有缺陷或无法旋转正确的方向,则由吹送气嘴将纽扣吹出,在送料机构4夹取纽扣的同时,识别摄像头32可以同步识别下一个纽扣,实现纽扣移送与识别同步进行,对识别摄像头32的速度要求较低,相应的成本也较低,且达到纽扣自动识别和输送效果,提高了送扣机的工作效率。
65.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施方式的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施方式或变更均应包含在本实用新型的保护范围之内。
66.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。