1.本实用新型涉及砌块成产设备技术领域,特别是涉及一种便于养护的砌块生产线。
背景技术:
2.传统的砌块生产线,砌块主机在对砖型压制成型后,直接由叠板机对砖板进行叠层动作,因为砖板叠层为上板压下砖,所以叠板机通常只能叠至3层,层数过高将会导致最底层湿坯砖被压坏;叠层后再由人工驾驶叉车将其运输至养护区域进行养护,待养护结束后,由人工进行码垛,将砖板分离,再由人工将托板搬回送板机处,进行下一轮的制砖。砖块从生产到结束的整个过程,存在以下几个缺陷:(1)所耗费的人力成本较高;(2)因砖板叠层低,导致养护区域占地面积大;(3)砖品码垛后,托板回用仍需人工搬运至送板机处。自动化程度低,耗费大量的人力,人工成本高、场地面积的利用率低。
技术实现要素:
3.为克服现有技术存在的技术缺陷,本实用新型提供一种便于养护的砌块生产线,可有效降低养护区面积,降低生产成本。
4.本实用新型采用的技术解决方案是:
5.便于养护的砌块生产线,包括
6.配料系统;
7.砌块成型机,包括料斗和设于料斗下方的成型装置,所述料斗上方和配料系统下方通过皮带输送机连接;
8.养护输送系统,包括湿砖板输送线、第一养护升降机、养护架输送线、若干养护窑架、第二养护升降机和干砖板输送线,所述湿砖板输送线一端延伸至砌块成型机而另一端连接第一养护升降机,各所述养护窑架放置在养护架输送线上,所述第一养护升降机和第二养护升降机均连接对应养护窑架,所述养护架输送线的输送方向垂直于湿砖板输送线和干砖板输送线的走向,所述干砖板输送线连接第二养护升降机;
9.码垛系统,包括成品输送机和横跨成品输送机与干砖板输送线的码垛机,所述成品输送机一端连接有货盘仓;
10.回板系统,包括依次连接的栈板输送机、横向节距机和送板机,所述栈板输送机连接干砖板输送线的远离第二养护升降机一端,所述送板机连接砌块成型机。
11.作为本实用新型的进一步改进,所述栈板输送机上设有翻板机。
12.作为本实用新型的进一步改进,所述养护窑架上设有若干层承托爪组,各承托爪组内包括两个固装在养护窑架上且相对设置的承托勾爪,所述第一养护升降机包括升降机机架、升降装置和平移装置,所述升降机机架横跨湿砖板输送线,所述升降机机架上设有两组竖直布置的导柱组,各所述导柱组均包括两根相互平行的导轨立柱,所述升降装置包括升降动力组件和升降架,所述升降架具有两个分别沿同属相同导柱组的两根导轨立柱滑动
的升降小车,各所述升降小车上设有若干升降导轮,各所述升降导轮沿对应导轨立柱滚动,两个所述升降小车上均固装有平移横梁,所述平移装置沿平移横梁水平运动。
13.作为本实用新型的进一步改进,两个所述升降小车之间固装有加强横梁。
14.作为本实用新型的进一步改进,所述平移装置包括推动架、推动动力组件,所述推动架沿升降装置水平滑动,所述推动动力组件安装在升降装置上且传动连接推动架,所述推动架上固装有两个水平平行设置的抬板叉,两个所述抬板叉之间的距离大于湿砖板输送线的宽度且该距离小于同组承托爪组内的两个承托勾爪之间的距离。
15.作为本实用新型的进一步改进,两个所述平移横梁顶部均固装有平移轨,两个所述平移轨相互平行,所述推动架上设有沿两根平移轨水平滚动的推动轮组。
16.作为本实用新型的进一步改进,所述推动动力组件包括固装在推动架上的推动电机,所述推动电机的输出端传动连接有推动同步轴,所述推动同步轴的两端均固装有推动齿轮,所述平移横梁上均固装有与对应推动齿轮传动连接的推动齿条。
17.作为本实用新型的进一步改进,所述升降动力组件包括升降电机、两个从动链轮和两条升降链,所述升降电机固装在升降机机架上,两个所述从动链轮可转动安装在升降机机架底部,所述升降电机的输出端传动连接有升降同步轴,所述升降同步轴的两端均固装有主动链轮,两条所述升降链绕设在对应从动链轮和对应主动链轮上,各所述升降链固装在对应升降小车上。
18.本实用新型的有益效果是:
19.配料系统,用于对骨料、水泥和粉料进行搅拌,形成砌砖成型所需的混合料;
20.砌块成型机,包括料斗和设于料斗下方的成型装置,所述料斗上方和配料系统下方通过皮带输送机连接,皮带输送机将配料系统产出的混合料送入料斗,混合料落入成型装置成型;
21.养护输送系统,包括湿砖板输送线、第一养护升降机、养护架输送线、若干养护窑架、第二养护升降机和干砖板输送线,所述湿砖板输送线一端延伸至砌块成型机而另一端连接第一养护升降机,湿砖板输送线将砌块成型机内成型的湿砖板输送至第一养护升降机方向,各所述养护窑架放置在养护架输送线上,所述第一养护升降机和第二养护升降机均连接对应养护窑架,所述养护架输送线的输送方向垂直于湿砖板输送线和干砖板输送线的走向,干砖板输送线连接第二养护升降机,叉车将空的养护窑架放置在养护架输送线上,养护架输送线将空的养护窑架输送并定位在第一养护升降机处,第一养护升降机将湿砖板输送线上的湿砖板抬升输送至养护窑架上,叉车将装满湿砖板的养护窑架叉下养护架输送线进行养护,养护完成后,叉车将装满干砖板的养护窑架叉至养护架输送线上,养护架输送线将装满干砖板的养护窑架输送并定位在第二养护升降机处,第二养护升降机将干砖板卸至干砖板输送线处,空的养护窑架重新被养护架输送线带至第一养护升降机处定位,养护窑架上可以装载多层砖板,降低了养护场所需面积,降低了土地使用成本;
22.码垛系统,包括成品输送机和横跨成品输送机与干砖板输送线的码垛机,所述成品输送机一端连接有货盘仓,货盘仓将货盘放置在成品输送机上,码垛机抓取干砖板输送线上的砌砖并输送码垛至至成品输送机上的货盘上;
23.回板系统,包括依次连接的栈板输送机、横向节距机和送板机,所述栈板输送机连接干砖板输送线的远离第二养护升降机一端,所述送板机连接砌块成型机,干砖板输送线
上的砌砖被码垛机抓取走后剩下的托盘留在干砖板输送线上,干砖板输送线将托盘输送至栈板输送机处,栈板顺序经栈板输送机、横向节距机和送板机回到砌块成型机。
附图说明
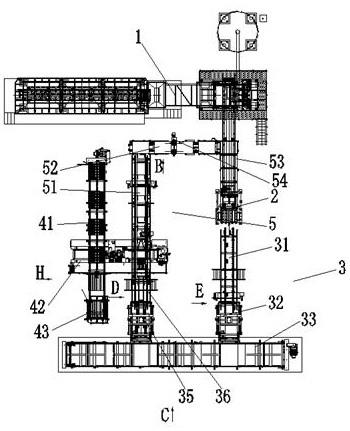
24.图1为本实用新型俯视示意图。
25.图2为图1中b向视角示意图。
26.图3为图1中c向视角示意图。
27.图4为图3中f处放大示意图。
28.图5为图1中d向视角示意图。
29.图6为图1中e向视角示意图。
30.图7为图1中h向视角示意图。
31.图8为第一养护升降机结构示意图。
32.图9为图8中h处放大示意图。
33.图10为第一养护升降机结构另一视角示意图。
34.图11为第一养护升降机结构俯视示意图。
35.图12为第一养护升降机结构正视示意图。
36.图13为图12中g处放大示意图。
37.附图标记说明:
38.1、配料系统;11、皮带输送机;
39.2、砌块成型机;
40.3、养护输送系统;31、湿砖板输送线;32、第一养护升降机;321、升降机机架;3211、导轨立柱;322、升降装置;3221、升降架;32211、升降小车;32212、升降导轮;32213、平移横梁;32214、加强横梁;32215、平移轨;32216、推动齿条;3222、升降动力组件;32221、升降电机;32222、升降同步轴;32223、主动链轮;32224、从动链轮;323、平移装置;3231、推动架;32311、抬板叉;32312、推动轮组;3232、推动动力组件;32321、推动电机;32322、推动同步轴;32323、推动齿轮;33、养护架输送线;34、养护窑架;341、承托勾爪;35、第二养护升降机;36、干砖板输送线;
41.41、成品输送机;42、码垛机;43、货盘仓;
42.5、回板系统;51、栈板输送机;52、横向节距机;53、送板机;54、翻板机。
具体实施方式
43.下面结合附图对本实用新型作进一步说明:
44.如图1
‑
13所示,本实施例提供便于养护的砌块生产线,包括:
45.配料系统1,用于对骨料、水泥和粉料进行搅拌,形成砌砖成型所需的混合料;
46.砌块成型机2,包括料斗和设于料斗下方的成型装置,料斗上方和配料系统1下方通过皮带输送机11连接,皮带输送机11将配料系统1产出的混合料送入料斗,混合料落入成型装置成型;
47.养护输送系统3,包括湿砖板输送线31、第一养护升降机32、养护架输送线33、若干养护窑架34、第二养护升降机35和干砖板输送线36,湿砖板输送线31一端延伸至砌块成型
机2而另一端连接第一养护升降机32,湿砖板输送线31将砌块成型机2内成型的湿砖板输送至第一养护升降机32方向,各养护窑架34放置在养护架输送线33上,第一养护升降机32和第二养护升降机35均连接对应养护窑架34,养护架输送线33的输送方向垂直于湿砖板输送线31和干砖板输送线36的走向,干砖板输送线36连接第二养护升降机35,叉车将空的养护窑架34放置在养护架输送线33上,养护架输送线33将空的养护窑架34输送并定位在第一养护升降机32处,第一养护升降机32将湿砖板输送线31上的湿砖板抬升输送至养护窑架34上,叉车将装满湿砖板的养护窑架34叉下养护架输送线33进行养护,养护完成后,叉车将装满干砖板的养护窑架34叉至养护架输送线33上,养护架输送线33将装满干砖板的养护窑架34输送并定位在第二养护升降机35处,第二养护升降机35将干砖板卸至干砖板输送线36处,空的养护窑架34重新被养护架输送线33带至第一养护升降机32处定位,养护窑架34上可以装载多层砖板,降低了养护场所需面积,降低了土地使用成本;
48.码垛系统,包括成品输送机41和横跨成品输送机41与干砖板输送线36的码垛机42,成品输送机41一端连接有货盘仓43,货盘仓43将货盘放置在成品输送机41上,码垛机42抓取干砖板输送线36上的砌砖并输送码垛至成品输送机41上的货盘上;
49.回板系统5,包括依次连接的栈板输送机51、横向节距机52和送板机53,栈板输送机51连接干砖板输送线36的远离第二养护升降机35一端,送板机53连接砌块成型机2,干砖板输送线36上的砌砖被码垛机42抓取走后剩下的托盘留在干砖板输送线36上,干砖板输送线36将托盘输送至栈板输送机51处,栈板顺序经栈板输送机51、横向节距机52和送板机53回到砌块成型机2,栈板输送机51上设有翻板机54将经过栈板输送机51的托板翻面,托板两面使用增加了托板寿命。
50.养护窑架34上设有若干层承托爪组,各承托爪组内包括两个固装在养护窑架34上且相对设置的承托勾爪341,第一养护升降机32包括升降机机架321、升降装置322和平移装置323,升降机机架321横跨湿砖板输送线31,升降机机架321上设有两组竖直布置的导柱组,各导柱组均包括两根相互平行的导轨立柱3211,升降装置322包括升降动力组件3222和升降架3221,升降架3221具有两个分别沿同属相同导柱组的两根导轨立柱3211滑动的升降小车32211,各升降小车32211上设有若干升降导轮32212,各升降导轮32212沿对应导轨立柱3211滚动,升降小车32211在两根导轨立柱3211夹持下上下滑动,保证了升降小车32211升降的稳定性,两个升降小车32211上均固装有平移横梁32213,平移装置323沿平移横梁32213水平运动,由于平移横梁32213需要承重,两个升降小车32211之间固装有加强横梁32214,两个升降小车32211在加强横梁32214连接作用下得到加强横梁32214的支撑,固定两个升降小车32211之间的距离,防止升降小车32211脱离导轨立柱3211。
51.平移装置323包括推动架3231、推动动力组件3232,推动架3231沿升降装置322水平滑动,推动动力组件3232安装在升降装置322上且传动连接推动架3231,推动架3231上固装有两个水平平行设置的抬板叉32311,两个抬板叉32311之间的距离大于湿砖板输送线31的宽度且该距离小于同组承托爪组内的两个承托勾爪341之间的距离,抬板叉32311跟随升降装置322的升降而升降,两个平移横梁32213顶部均固装有平移轨32215,两个平移轨32215相互平行,推动架3231上设有沿两根平移轨32215水平滚动的推动轮组32312,推动动力组件3232包括固装在推动架3231上的推动电机32321,推动电机32321的输出端传动连接有推动同步轴32322,推动同步轴32322的两端均固装有推动齿轮32323,平移横梁32213上
均固装有与对应推动齿轮32323传动连接的推动齿条32216,推动同步轴32322两端的推动齿轮32323同步沿对应推动齿条32216啮合滚动,进而使推动架3231沿两根平移轨32215水平运动。
52.升降动力组件3222包括升降电机32221、两个从动链轮32224和两条升降链,升降电机32221固装在升降机机架321上,两个从动链轮32224可转动安装在升降机机架321底部,升降电机32221的输出端传动连接有升降同步轴32222,升降同步轴32222的两端均固装有主动链轮32223,两条升降链绕设在对应从动链轮32224和对应主动链轮32223上,各升降链固装在对应升降小车32211上,升降电机32221驱动升降同步轴32222转动,升降同步轴32222两端的主动链轮32223同步转动,进而牵引两个升降链同步运动,实现两个升降小车32211的同步升降,进而使推动架3231及推动架3231上的两个抬板叉32311同步升降,保证抬板叉32311上的砖板水平送入各承托爪组。
53.以上显示和描述了本发明创造的基本原理和主要特征及本发明的优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本发明创造精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。