1.本实用新型涉及一种冰袋加工装置,特别是一种自吸冰袋全自动加工装置。
背景技术:
2.自吸冰袋是一种吸水后具有蓄冷功能的冷藏用物品,它通过复合膜与无纺布热压而成的。自吸冰袋的加工一般都是通过冲切模具先将复合膜与无纺布冲切成相同尺寸,并将相同尺寸的复合膜和无纺布热封成袋子;通过人工往袋子内添加粉剂,粉剂添加完成后将袋口进行热封,从而形成自吸冰袋;不仅人工成本较高,加工效率欠佳。因此,现有的自吸冰袋加工装置存在人工成本较高和加工效率欠佳的问题。
技术实现要素:
3.本实用新型的目的在于,提供一种自吸冰袋全自动加工装置。本实用新型不仅能够降低人工成本,还具有加工效率高的的优点。
4.本实用新型的技术方案:一种自吸冰袋全自动加工装置,包括机架,机架一侧设置有送料机构;机架顶端依次设置有自动加料装置、热封装置、气夹牵引装置和冲切模具,自动加料装置位于送料机构和热封装置之间;气夹牵引装置上方设置有盖膜承料机构,盖膜承料机构位于自动加料装置和热封装置。
5.前述的一种自吸冰袋全自动加工装置中,所述自动加料装置包括能够上下移动的加料底座,加料底座底端连接有推板;推板上方连接有与加料底座滑动连接且的滑动件,滑动件上方连接有进料斗;推板上设有进料部和止料部,进料部上设有多个加料口;滑动件顶端覆盖进料斗底端,滑动件底端与推板配合;滑动件上设有多个通孔,滑动件滑动到进料部时,每个加料口均与一个通孔连通。
6.前述的一种自吸冰袋全自动加工装置中,滑动件一侧连接有推动件,推动件和进料部位于止料部的两侧。
7.前述的一种自吸冰袋全自动加工装置中,所述热封装置包括固定在机架上的热封固定座,热封固定座上设置有下加热板,下加热板上连接有与机架顶端齐平的下热封板;下热封板上方设置有下热封板相对的上热封板,上热封板上连接有上加热板;上加热板上连接有加热板底板,加热板底板两端均连接有位于热封固定座顶端的升降推动件。
8.前述的一种自吸冰袋全自动加工装置中,所述气夹牵引装置包括能够横向移动的一号夹持组件和固定在机架上的二号夹持组件,二号夹持组件位于一号夹持组件和冲切模具之间。
9.前述的一种自吸冰袋全自动加工装置中,所述一号夹持组件包括位于机架两侧且相对的两个一号自动夹持件,两个一号自动夹持件之间连接有一号连接件,一号连接件与机架滑动连接;所述二号夹持组件包括位于机架两侧且相对的两个二号自动夹持件,两个二号自动夹持件之间连接有二号连接件,二号连接件与机架固定连接。
10.前述的一种自吸冰袋全自动加工装置中,所述一号自动夹持件包括与一号连接件
连接的一号固定座,一号固定座一侧连接有一号连接部和一号水平部;一号水平部与机架齐平,一号连接部位于一号水平部上方,一号连接部上连接有一号推动件;一号推动件上连接有一号压板,一号压板位于一号连接部和一号水平部之间;所述二号自动夹持件包括与二号连接件连接的二号固定座,二号固定座一侧连接有二号连接部和二号水平部;二号水平部与机架齐平,二号连接部位于二号水平部上方,二号连接部上连接有二号推动件;二号推动件上连接有二号压板,二号压板位于二号连接部和二号水平部之间。
11.前述的一种自吸冰袋全自动加工装置中,所述冲切模具一侧设置有废料回收机构。
12.与现有技术相比,本实用新型改进了现有的自吸冰袋加工装置,通过设置送料机构、自动加料装置、热封装置、冲切模具、盖膜承料机构和气夹牵引装置,通过自动加料装置将粉剂自动加到无纺布上,加料的同时,热封装置对无纺布和复合膜进行热封,冲切模具对热封后的冰袋进行冲切;加料完毕后,气夹牵引装置将加料后的无纺布和无纺布牵引到热封装置内,并将热封后的冰袋牵引到冲切模具上,与此同时,新的无纺布沿着送料机构牵引到自动加料装置下方,复合膜沿着盖膜承料机构牵引到无纺布上方;气夹牵引装置牵引完毕后,自动加料装置重新加料,热封装置进行热封,冲切模具进行冲切,从而实现自动化成型冰袋,不仅降低了人工成本,还提高了加工效率。此外,本实用新型还通过自动加料装置上设置加料底座、滑动件、推动件和推板,加料底座往下移动压住无纺布,推动件推动滑动件使滑动件与推板的进料部配合,进料斗内的粉剂沿着滑动件落到加料口内,使粉剂直接成型到无纺布上,加料口能够对粉剂计量,计量稳定、无散落现象,提高了产品质量;通过热封装置上设置升降推动件、加热板底板、上加热板、下加热板、上热封板、下热封板,升降推动件推动加热板底板使上热封板和下热封板密封配合,从而对无纺布和复合膜进行热封,能够一次性热封成型,封合牢固,提高了产品质量;通过气夹牵引装置上设置能够横向移动的一号夹持组件和固定在机架上的二号夹持组件,一号夹持组件能够使冰袋每次牵引的距离相等,避免牵引距离不一样而造成冲切异常;二号夹持组件夹住冰袋,能够避免冲切模具冲切冰袋时产生褶皱,进一步提高产品质量;通过一号夹持组件和二号夹持组件均在机架两侧分别设置一号自动夹持件和二号自动夹持件,能够对冰袋两侧夹紧,避免单边夹紧输送造成褶皱和偏移问题,进一步提高产品质量;通过一号自动夹持件上设置一号固定座、一号推动件和一号压板,一号推动件推动一号压板与水平部配合对冰袋进行夹紧,不仅能够增加夹持面积,夹持牢固,还能避免夹持时褶皱,同理,二号自动夹持件也能能够增加夹持面积,夹持牢固和避免夹持时褶皱,提高了产品质量;通过冲切模具一侧设置废料回收机构,能够将冰袋冲切后的废料进行收卷,减少废料收卷时间,进一步提高了加工效率。因此,本实用新型不仅能够降低人工成本,还具有加工效率高和产品质量好的优点。
附图说明
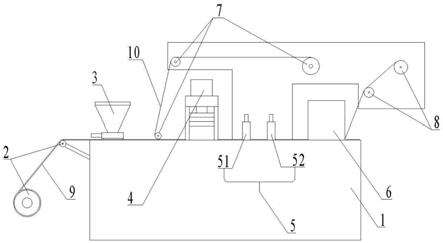
13.图1是本实用新型的结构示意图;
14.图2是自动加料装置的结构示意图;
15.图3是热封装置的结构示意图;
16.图4是一号夹持组件的结构示意图;
17.图5是二号夹持组件的结构示意图;
18.图6是推板的结构示意图;
19.图7是加料时自动加料装置处结构示意图;
20.图8是未加料时自动加料装置处结构示意图。
21.附图中的标记为:1
‑
机架,2
‑
送料机构,3
‑
自动加料装置,31
‑
加料底座,32
‑
推板,321
‑
进料部,322
‑
止料部,323
‑
加料口,33
‑
滑动件,331
‑
通孔,34
‑
进料斗,35
‑
推动件,4
‑
热封装置,41
‑
热封固定座,42
‑
下加热板,43
‑
下热封板,44
‑
上热封板,45
‑
上加热板,46
‑
加热板底板,47
‑
升降推动件,5
‑
气夹牵引装置,51
‑
一号夹持组件,52
‑
二号夹持组件,53
‑
一号自动夹持件,54
‑
一号连接件,55
‑
二号自动夹持件,56
‑
二号连接件,57
‑
一号固定座,571
‑
一号连接部,572
‑
一号水平部,58
‑
一号推动件,59
‑
一号压板,61
‑
二号固定座,611
‑
二号连接部,612
‑
二号水平部,62
‑
二号推动件,63
‑
二号压板,6
‑
冲切模具,7
‑
盖膜承料机构,8
‑
废料回收机构。
具体实施方式
22.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
23.实施例。一种自吸冰袋全自动加工装置,构成如图1至8所示,包括机架1,机架1一侧设置有送料机构2;机架1顶端依次设置有自动加料装置3、热封装置4、气夹牵引装置5和冲切模具6,自动加料装置3位于送料机构2和热封装置4之间;气夹牵引装置5上方设置有盖膜承料机构7,盖膜承料机构7位于自动加料装置3和热封装置4。
24.所述自动加料装置3包括能够上下移动的加料底座31,加料底座31底端连接有推板32;推板32上方连接有与加料底座31滑动连接且的滑动件33,滑动件33上方连接有进料斗34;推板32上设有进料部321和止料部322,进料部321上设有多个加料口323;滑动件33顶端覆盖进料斗34底端,滑动件33底端与推板32配合;滑动件33上设有多个通孔331,滑动件33滑动到进料部321时,每个加料口323均与一个通孔331连通;滑动件33一侧连接有推动件35,推动件35和进料部321位于止料部322的两侧;所述热封装置4包括固定在机架1上的热封固定座41,热封固定座41上设置有下加热板42,下加热板42上连接有与机架1顶端齐平的下热封板43;下热封板43上方设置有下热封板43相对的上热封板44,上热封板44上连接有上加热板45;上加热板45上连接有加热板底板46,加热板底板46两端均连接有位于热封固定座41顶端的升降推动件47;所述气夹牵引装置5包括能够横向移动的一号夹持组件51和固定在机架1上的二号夹持组件52,二号夹持组件52位于一号夹持组件51和冲切模具6之间;所述一号夹持组件51包括位于机架1两侧且相对的两个一号自动夹持件53,两个一号自动夹持件53之间连接有一号连接件54,一号连接件54与机架1滑动连接;所述二号夹持组件52包括位于机架1两侧且相对的两个二号自动夹持件55,两个二号自动夹持件55之间连接有二号连接件56,二号连接件56与机架1固定连接;所述一号自动夹持件53包括与一号连接件54连接的一号固定座57,一号固定座57一侧连接有一号连接部571和一号水平部572;一号水平部572与机架1齐平,一号连接部571位于一号水平部572上方,一号连接部571上连接有一号推动件58;一号推动件58上连接有一号压板59,一号压板59位于一号连接部571和一号水平部572之间;所述二号自动夹持件55包括与二号连接件56连接的二号固定座61,二号固定座61一侧连接有二号连接部611和二号水平部612;二号水平部612与机架1齐平,二号
连接部611位于二号水平部612上方,二号连接部611上连接有二号推动件62;二号推动件62上连接有二号压板63,二号压板63位于二号连接部611和二号水平部612之间;所述冲切模具6一侧设置有废料回收机构8。
25.工作原理:使用前,人工将无纺布9沿着送料机构2、自动加料装置3、热封装置4和气夹牵引装置5输送到冲切模具6上,将复合膜10沿着盖膜承料机构7、热封装置4、气夹牵引装置5和冲切模具6输送到废料回收机构8上;将热封装置4中的上加热板45和下加热板42加热到相应的温度,将进料斗34内加满粉剂。
26.使用时,启动自动加料装置3上的开关,控制器(例如市售的型号为fx
‑
2n128mr的plc)控制加料底座31往下移动带动推板32挤压无纺布9,接着控制器控制推动件35往前移动带动滑动件33和进料斗34一起往前移动,使滑动件33上的通孔331与推板32的进料部321上的加料口323连通(如图7所示),从而使得进料斗34内的粉剂能够沿着通孔331进入加料口323内,使粉剂直接成型到无纺布9上;加料完毕之后,控制器控制推动件35复位,推动件35的止料部322与滑动件33连接(如图8所示),避免粉剂下落;加料口323能够对粉剂计量,计量稳定、无散落现象,提高了产品质量;在加料的同时,控制器控制二号夹持组件52的二号自动夹持件55上的两个二号推动件62往下推动,两个二号推动件62往下推动带动两个二号压板63往下移动使二号压板63与二号水平部612配合夹住冰袋,增加夹持面积,夹持牢固,还能避免夹持时褶皱和能够避免冲切模具6冲切冰袋时产生褶皱;二号夹持组件52夹住冰袋后,控制器控制冲切模具6进行冲切,冲切模具6每一次冲切后,控制器控制废料回收机构8进行收卷,能够将冰袋冲切后的废料进行收卷,减少废料收卷时间,进一步提高了加工效率;控制器控制热封装置4上的升降推动件47往下移动,升降推动件47往下移动带动加热板底板46、上加热板45和上热封板44往下移动,使得上热封板44和下热封板43紧密配合,从而进行热封,从而对无纺布9和复合膜10进行热封,能够一次性热封成型,封合牢固,提高了产品质量;加料结束时,热封装置4热封完成,冲切模具6冲切完成,废料回收机构8收卷完成;控制器控制加料底座31复位、升降推动件47复位、二号推动件62复位和废料回收机构8停止收卷。
27.控制器控制气夹牵引装置5上的一号夹持组件51上的一号自动夹持件53上的两个一号推动件58往下推动,两个一号推动件58往下推动带动两个一号压板59往下移动使一号压板59与一号水平部572配合,能够对冰袋(无纺布9和复合膜10热封成型)两侧夹紧,能够避免单边夹紧输送造成褶皱和偏移问题,进一步提高产品质量;控制器控制一号夹持组件51往冲切模具6方向移动,一号夹持组件51移动一定距离(每次移动的距离相同),将冰袋等间距的输送到冲切模具6内,避免牵引距离不一样而造成冲切异常;与此同时,加料后的无纺布9和复合膜10牵引到热封装置4内(加料的无纺布9到热封装置4的距离为d1,一号夹持组件51移动的距离为d2,d1=nd1,n为整数);新的无纺布9沿着送料机构2牵引到自动加料装置3下方,复合膜10沿着盖膜承料机构7牵引到无纺布9上方,为下一次的加料和热封做准备;控制器控制两个一号推动件58复位,然后控制一号夹持组件51复位。
28.一号夹持组件51复位后,控制器控制自动加料装置3进行自动加料,能够形成自动加料的同时进行热封和冲切,加料后气夹牵引装置5再次进行牵引送料,形成循环加工,从而实现自动加工冰袋,不仅降低了人工成本,还提高了加工效率。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。