1.本发明属于包装封口技术领域,尤其涉及一种包装封口装置。
背景技术:
2.包装一般是生产产品的一个重要的步骤,良好的包装有利于保护产品、延长产品寿命等优点。
3.现有的塑料袋包装封口一般采用人工上料,上料时通过人工拉扯塑料袋密封口进而整平密封口,然后通过包装封口装置进行密封后,密封完成后,再进行人工下料,如此重复操作,自动化程度低和人工熟练度的影响导致封口效率低且质量差,已越来越不适应目前的市场需求。
4.因此亟需一种包装封口装置以解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种包装封口装置,旨在解决背景技术中存在的问题。
6.本发明是这样实现的,一种包装封口装置,所述一种包装封口装置包括:壳体,所述壳体连接有支撑件,所述支撑件一侧设有运料组件,所述运料组件连接有驱动组件,所述驱动组件连接有整平组件和传动组件,所述传动组件上设有第一封口件和第二封口件,所述驱动组件用于驱动运料组件运送包装袋,以及驱动整平组件转动整平包装袋密封口,以及驱动传动组件往复摆动,所述传动组件用于同时驱动第一封口件和第二封口件往复摆动相互靠近或远离进而密封包装袋密封口或松开包装袋密封口。
7.作为本发明进一步的方案,所述传动组件包括转动件和连杆单元,所述转动件与所述驱动组件连接,所述转动件与所述连杆单元活动连接,所述连杆单元上设有第一封口件和第二封口件,所述驱动组件通过转动件驱动连杆单元往复摆动,所述连杆单元驱动第一封口件和第二封口件同步往复摆动相互靠近或远离进而密封包装袋密封口或松开包装袋密封口。
8.作为本发明进一步的方案,所述转动件包括转盘和弧形槽,所述连杆单元包括往复摆动杆、第一驱动杆、第二驱动杆、第一摆动杆和第二摆动杆,所述转盘与所述驱动组件连接,所述转盘上加工有弧形槽,所述往复摆动杆一端通过弧形槽与所述转盘活动连接,所述往复摆动杆另一端与所述第一驱动杆转动连接,所述第一驱动杆转动连接有第一摆动杆,所述往复摆动杆与所述第二驱动杆转动连接,所述第二驱动杆与所述第二摆动杆转动连接,所述往复摆动杆、第一摆动杆和第二摆动杆均与所述壳体转动连接,所述第一摆动杆上设有第一封口件,所述第二摆动杆上设有第二封口件。
9.作为本发明进一步的方案,所述运料组件包括第一同步带单元和储料件,所述第一同步带单元与所述驱动组件连接,所述第一同步带单元上设有若干用于储料的储料件。
10.作为本发明进一步的方案,所述整平组件包括第二同步带单元、整平辊和导向件,所述第二同步带单元一端与所述驱动组件连接,另一端与所述整平辊转动连接,所述整平
辊用于整平包装袋密封口,所述整平辊一侧位于壳体上设有用于包装袋密封口的收拢和配合整平辊整平包装袋密封口的导向件。
11.作为本发明进一步的方案,所述驱动组件包括驱动件和驱动轴,所述驱动件与所述壳体连接,所述驱动件与所述驱动轴连接,所述驱动轴与所述运料组件、整平组件和传动组件连接。
12.作为本发明进一步的方案,所述储料件正上方设有上料件,所述上料件与所述壳体固定连接,所述上料件与所述储料件连通。
13.作为本发明进一步的方案,所述支撑件上设有落料口,所述落料口处设有用于承载包装袋的承料件。
14.驱动组件同时步进驱动运料组件、整平组件和传动组件,所述整平组件整平包装袋密封口,传动组件驱动第一封口件和第二封口件相互靠近至抵触时,此时运料组件、整平组件和传动组件停止运转,第一封口件和第二封口件密封包装袋密封口,运料组件的储料件运动至上料件的正下方,包装袋通过上料件落入储料件,密封完成后,原理同上,传动组件驱动第一封口件和第二封口件相互远离松开包装袋密封口,密封后的包装袋通过支撑件的落料口落下,自动化程度高,工作效率高且封口质量好。
附图说明
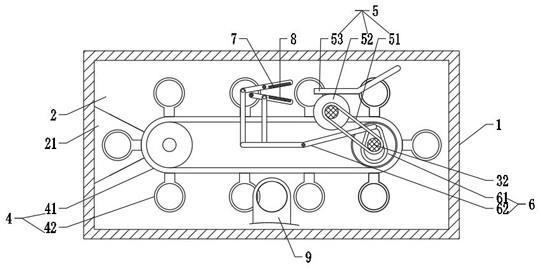
15.图1为本发明实施例提供的一种包装封口装置的结构示意图;图2为本发明实施例提供的传动组件的结构示意图;图3为本发明实施例提供的一种包装封口装置的局部正视结构示意图;图4为本发明实施例提供的转动件的结构示意图;附图中:1
‑
壳体、2
‑
支撑件、3
‑
驱动组件、31
‑
驱动件、32
‑
驱动轴、4
‑
运料组件、41
‑
第一同步带单元、42
‑
储料件、5
‑
整平组件、51
‑
第二同步带单元、52
‑
整平辊、53
‑
导向件、6
‑
传动组件、61
‑
转动件、611
‑
转盘、612
‑
弧形槽、62
‑
连杆单元、621
‑
往复摆动杆、622
‑
第一驱动杆、623
‑
第二驱动杆、624
‑
第一摆动杆、625
‑
第二摆动杆、7
‑
第一封口件、8
‑
第二封口件、9
‑
上料件、10
‑
承料件。
具体实施方式
16.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
17.以下结合具体实施例对本发明的具体实现进行详细描述。
18.如图1和图4所示,为本发明的一个实施例,包括:壳体1,所述壳体1连接有支撑件2,所述支撑件2一侧设有运料组件4,所述运料组件4连接有驱动组件3,所述驱动组件3连接有整平组件5和传动组件6,所述传动组件6上设有第一封口件7和第二封口件8,所述驱动组件3用于驱动运料组件4运送包装袋,以及驱动整平组件5转动整平包装袋密封口,以及驱动传动组件6往复摆动,所述传动组件6用于同时驱动第一封口件7和第二封口件8往复摆动相互靠近或远离进而密封包装袋密封口或松开包装袋密封口。
19.在本发明的一个实施例中,该包装封口装置,针对包装封口效率低和质量差的问题,设置有运料组件4、整平组件5、传动组件6、第一封口件7和第二封口件8,所述运料组件4、整平组件5和传动组件6均与所述驱动组件3连接,所述传动组件6上设有第一封口件7和第二封口件8,所述传动组件6与所述壳体1连接,所述驱动组件3驱动运料组件4将包装袋送至整平组件5,整平组件5整平包装袋密封口,传动组件6驱动第一封口件7和第二封口件8往复摆动相互靠近或远离进而密封包装袋密封口或松开包装袋密封口,包装封口效率高和质量好。
20.请参阅图1至图4,在本发明的一个实施例中,所述传动组件6包括转动件61和连杆单元62,所述转动件61与所述驱动组件3连接,所述转动件61与所述连杆单元62活动连接,所述连杆单元62上设有第一封口件7和第二封口件8,所述驱动组件3通过转动件61驱动连杆单元62往复摆动,所述连杆单元62驱动第一封口件7和第二封口件8同步往复摆动相互靠近或远离进而密封包装袋密封口或松开包装袋密封口。
21.在本实施例中,所述第一封口件7和第二封口件8均可为电热密封管,所述转动件61包括转盘611和弧形槽612,所述连杆单元62包括往复摆动杆621、第一驱动杆622、第二驱动杆623、第一摆动杆624和第二摆动杆625,所述转盘611与所述驱动组件3连接,所述转盘611上加工有弧形槽612,所述往复摆动杆621一端通过弧形槽612与所述转盘611活动连接,所述往复摆动杆621另一端与所述第一驱动杆622转动连接,所述第一驱动杆622转动连接有第一摆动杆624,所述往复摆动杆621与所述第二驱动杆623转动连接,所述第二驱动杆623与所述第二摆动杆625转动连接,所述往复摆动杆621、第一摆动杆624和第二摆动杆625均与所述壳体1转动连接,所述第一摆动杆624上设有第一封口件7,所述第二摆动杆625上设有第二封口件8,所述驱动组件3带动转盘611旋转,所述转盘611通过弧形槽612带动往复摆动杆621往复摆动,当往复摆动杆621顺时针摆动时,往复摆动杆621通过第一驱动杆622带动第一摆动杆624顺时针旋转,以及通过第二驱动杆623带动第二摆动杆625逆时针旋转,使得第一摆动杆624和第二摆动杆625带动相应的第一封口件7和第二封口件8相互靠近热熔包装袋密封口进而密封包装袋,当往复摆动杆621顺时针摆动时,同理,第一封口件7和第二封口件8相互远离松开包装袋;所述转动件61还可以采用包括偏心轮和复位弹簧,所述偏心轮偏心设置于驱动组件3上,所述复位弹簧于所述壳体1连接,所述复位弹簧和偏心轮均抵触往复摆动杆621,所述偏心轮用于驱动往复摆动杆621远离驱动组件3,所述复位弹簧用于偏心轮复位抵触偏心轮,进而使得往复摆动杆621往复摆动。
22.请参阅图1和图4,在本发明的一个实施例中,所述运料组件4包括第一同步带单元41和储料件42,所述第一同步带单元41与所述驱动组件3连接,所述第一同步带单元41上设有若干用于储料的储料件42。
23.在本实施例中,所述储料件42可为无底储料桶,所述储料件42正上方设有上料件9,所述上料件9可为漏斗,所述上料件9与所述壳体1固定连接,所述上料件9与所述储料件42连通,所述支撑件2可为支撑板,所述支撑件2上设有落料口,所述落料口处设有用于承载包装袋的承料件10,包装袋通过上料件9进入储料件42并且被支撑件2支撑,驱动组件3通过第一同步带单元41带动储料件42转动,所述储料件42带动包装袋在支撑件2上转动,包装袋密封口经过整平组件5整平以及第一封口件7和第二封口件8的密封后通过落料口落入承料件10;所述储料件42还可以采用无底储料盒,所述储料盒底部转动连接有转板,所述转板靠
近支撑件2一侧设有行走轮,所述支撑件2通过行走轮支撑转板进而支撑包装袋,当储料件42移动至落料口时,转板失去支撑,在重力作用下转板转动导致包装袋通过落料口落下,储料件42移动至支撑件2上时,支撑件2通过行走轮使得转板复位。
24.请参阅图1和图4,在本发明的一个实施例中,所述整平组件5包括第二同步带单元51、整平辊52和导向件53,所述第二同步带单元51一端与所述驱动组件3连接,另一端与所述整平辊52转动连接,所述整平辊52用于整平包装袋密封口,所述整平辊52一侧位于壳体1上设有用于包装袋密封口的收拢和配合整平辊52整平包装袋密封口的导向件53。
25.在本实施例中,所述导向件53可为导向板,所述驱动组件3驱动运料组件4运送包装袋时,所述驱动组件3同时通过第二同步带单元51带动整平辊52旋转,整平辊52通过旋转以及配合导向件53整平包装袋密封口,便于后续密封以及提高封口质量。
26.请参阅图1和图2,在本发明的一个实施例中,所述驱动组件3包括驱动件31和驱动轴32,所述驱动件31与所述壳体1连接,所述驱动件31与所述驱动轴32连接,所述驱动轴32与所述运料组件4、整平组件5和传动组件6连接。
27.在本实施例中,所述驱动件31可为步进电机,所述驱动件31驱动驱动轴32步进旋转,所述驱动轴32带动运料组件4和整平组件5步进旋转,以及通过传动组件6带动第一封口件7和第二封口件8步进往复摆动,使得第一封口件7和第二封口件8抵触包装袋密封口时会停留一段时间使得包装袋热熔,提高密封质量;所述驱动件31还可以采用步进气动马达。
28.工作原理:驱动组件3同时步进驱动运料组件4、整平组件5和传动组件6,所述整平组件5整平包装袋密封口,传动组件6驱动第一封口件7和第二封口件8相互靠近至抵触时,此时运料组件4、整平组件5和传动组件6停止运转,第一封口件7和第二封口件8密封包装袋密封口,运料组件4的储料件42运动至上料件9的正下方,包装袋通过上料件9落入储料件42,密封完成后,原理同上,传动组件6驱动第一封口件7和第二封口件8相互远离松开包装袋密封口,密封后的包装袋通过支撑件2的落料口落下,重复循环上述动作,自动化程度高,包装袋的上料、整平、封口和下料等工序同步有序进行,大大节约了时间,工作效率高且封口质量好。
29.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。