1.本发明涉及一种机器人末端操作器,尤其是涉及一种标牌焊接机器人专用末端操作器,属于工业机器人技术领域。
背景技术:
2.在钢铁企业产品生产过程中,完成生产的成捆棒材需要标记最终的信息标签,以方便技术人员和工人直观了解棒材产品的详细信息,满足企业日益增长的信息化管理、工作效率、流程的连贯性和数据的可追溯性。现在钢铁企业一般采用人工来对棒材产品进行标签标记,所使用的方法主要有手写、打标、喷码、贴标等。这些常用的标记方法存在易模糊、易脱落导致无法辨认的问题。标牌焊接是指通过焊钉穿挂标牌焊接到成捆棒材端面,具有标记明显、焊接牢固等优点。人工焊接标牌的过程一般是:工人手持焊钳、手动送钉、穿挂标牌并焊接、手动掰断多余的焊钉尾部。这个焊标过程步骤繁琐、风险隐患多,人工操作还存在成本高、效率低、质量不稳定等问题。
技术实现要素:
3.基于以上原因,本发明提出一种标牌焊接机器人专用末端操作器,能够代替人工自动完成夹取焊钉、吸取标牌、定位焊接并掰断多余焊钉尾部的动作,有利于提高钢铁产品标签的可管理性,提高生产效率,降低生产成本,提升钢铁企业生产自动化水平。
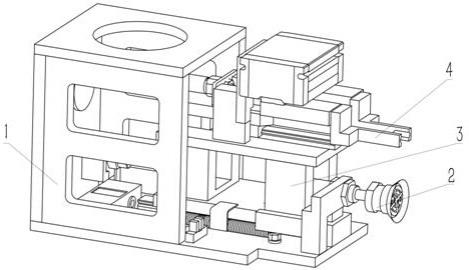
4.标牌焊接机器人专用末端操作器,安装在工业机器人的末端,用于标牌焊接,包括连接支撑装置1、标牌吸取机构2、焊钉掰断机构3和夹钉焊接机构4。连接支撑装置1通过后支撑板与工业机器人的末端固联,标牌吸取机构2安装在连接支撑装置1的下面,焊钉掰断机构3安装在标牌吸取机构2的上面,夹钉焊接机构4安装在焊钉掰断机构3的上面。
5.连接支撑装置1包括顶支撑板1
‑
1、定位法兰1
‑
2、后支撑板1
‑
3和侧支撑板1
‑
4。后支撑板1
‑
3与工业机器人末端固联,定位法兰1
‑
2由里向外安装在后支撑板1
‑
3上,两块侧支撑板1
‑
4固定在后支撑板1
‑
3的两侧,顶支撑板1
‑
1固定在后支撑板1
‑
3和侧支撑板1
‑
4的上面。
6.标牌吸取机构2包括真空吸盘2
‑
1、挡块2
‑
2、吸盘安装板2
‑
3、弹簧2
‑
4、行程开关挡片2
‑
5、行程开关2
‑
6、底板2
‑
7、真空发生器2
‑
8、压力开关2
‑
9、压力开关支架2
‑
10、滑板2
‑
11、标牌吸取机构导轨2
‑
12和标牌吸取机构滑块2
‑
13。底板2
‑
7固定安装在连接支撑装置1上。底板2
‑
7上面后侧布置有真空发生器2
‑
8和压力开关支架2
‑
10,压力开关2
‑
9安装在压力开关支架2
‑
10上。行程开关2
‑
6布置在底板2
‑
7靠右中部,标牌吸取机构导轨2
‑
12竖向安装在底板2
‑
7上面,挡块2
‑
2材质为橡胶,固定在底板2
‑
7前侧。滑板2
‑
11下面固联两个标牌吸取机构滑块2
‑
13,标牌吸取机构滑块2
‑
13与标牌吸取机构导轨2
‑
12滑动配合,弹簧2
‑
4前端连接底板2
‑
7、后端连接滑板2
‑
11。滑板2
‑
11靠右中部固定有行程开关挡片2
‑
5,吸盘安装板2
‑
3的一端固定真空吸盘2
‑
1,吸盘安装板2
‑
3的另一端安装在滑板2
‑
11右侧面。
7.焊钉掰断机构3包括掰钉气缸3
‑
1、气缸安装架3
‑
2、支撑块3
‑
3、套筒连接件3
‑
4、套
筒3
‑
5、焊钉掰断机构导轨3
‑
6、垫块3
‑
7、垫板3
‑
8和焊钉掰断机构滑块3
‑
9。垫块3
‑
7固定安装在标牌吸取机构2的滑板上。垫板3
‑
8固定在两个垫块3
‑
7上。垫板3
‑
8上面两侧分别布置两个支撑块3
‑
3。焊钉掰断机构导轨3
‑
6竖向安装在垫板3
‑
8上面。套筒3
‑
5下面固联两个焊钉掰断机构滑块3
‑
9。焊钉掰断机构滑块3
‑
9与焊钉掰断机构导轨3
‑
6滑动配合。掰钉气缸3
‑
1安装在气缸安装架3
‑
2的中间安装孔中。气缸安装架3
‑
2固定在两个支撑块3
‑
3上。掰钉气缸3
‑
1前端固联套筒连接件3
‑
4。套筒连接件3
‑
4下侧固联在套筒3
‑
5的上面。
8.夹钉焊接机构4包括夹钉气缸4
‑
1、绝缘块4
‑
2、焊钳4
‑
3、气缸支撑板4
‑
4和夹钉气缸滑块4
‑
5。气缸支撑板4
‑
4固定安装在焊钉掰断机构3的两个支撑块上。夹钉气缸4
‑
1安装在气缸支撑板4
‑
4一侧。夹钉气缸内部设有两个夹钉气缸滑块4
‑
5。两个绝缘块4
‑
2分别固定在夹钉气缸滑块4
‑
5上,两个焊钳4
‑
3分别安装在两个绝缘块4
‑
2上。焊钳4
‑
3的材质为紫铜。两个焊钳4
‑
3头部分别设有半圆形的凹槽,相互闭合时可以夹紧圆形焊钉的尾部、并与焊钉紧密接触。
9.本发明的有益技术效果在于:自动取钉、取标牌并焊接的过程大大提高了工作效率,焊接的标牌连接紧固不容易脱落,机器人自动焊接避免了人工焊接存在的质量和安全问题。焊接结束后多余的焊钉尾部伸出过长,标牌焊接机器人专用末端操作器所携带的焊钉掰断机构可以快速地在焊接结束后掰断焊钉的多余部分。该专用末端操作器可以安装在工业机器人末端,焊接、掰断效率高,速度快,可以代替人工操作,实现标牌焊接的自动化。
附图说明
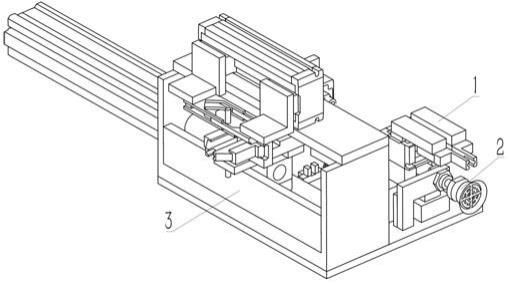
10.图1是本发明标牌焊接机器人专用末端操作器的总体结构示意图;图2是本发明连接支撑装置1的整体结构示意图;图3是本发明末端操作器与工业机器人的安装关系示意图;图4是本发明标牌吸取机构2的整体结构示意图视角一;图5是本发明标牌吸取机构2的整体结构示意图视角二;图6是本发明焊钉掰断机构3的整体结构示意图;图7是本发明夹钉焊接机构4的整体结构示意图视角一;图8是本发明夹钉焊接机构4的整体结构示意图视角二;图9是本发明标牌焊接完成效果示意图。
具体实施方式
11.结合图1
‑
9说明本发明的结构与操作。
12.以特钢棒材生产为例,在特钢棒材精整生产线的成捆棒材端面焊牌工位,标牌焊接机器人专用末端操作器应用于标牌焊接机器人系统实现自动标牌焊接。
13.标牌焊接机器人专用末端操作器,安装在工业机器人的末端,用于标牌焊接,包括连接支撑装置1、标牌吸取机构2、焊钉掰断机构3和夹钉焊接机构4。连接支撑装置1通过后支撑板与工业机器人5的末端固联,标牌吸取机构2安装在连接支撑装置1的下面,焊钉掰断机构3安装在标牌吸取机构2的上面,夹钉焊接机构4安装在焊钉掰断机构3的上面。
14.连接支撑装置1包括顶支撑板1
‑
1、定位法兰1
‑
2、后支撑板1
‑
3和侧支撑板1
‑
4。后
支撑板1
‑
3与工业机器人5末端固联,定位法兰1
‑
2由里向外安装在后支撑板1
‑
3上,两块侧支撑板1
‑
4固定在后支撑板1
‑
3的两侧,顶支撑板1
‑
1固定在后支撑板1
‑
3和侧支撑板1
‑
4的上面。
15.标牌吸取机构2包括真空吸盘2
‑
1、挡块2
‑
2、吸盘安装板2
‑
3、弹簧2
‑
4、行程开关挡片2
‑
5、行程开关2
‑
6、底板2
‑
7、真空发生器2
‑
8、压力开关2
‑
9、压力开关支架2
‑
10、滑板2
‑
11、标牌吸取机构导轨2
‑
12和标牌吸取机构滑块2
‑
13。底板2
‑
7固定安装在连接支撑装置1上。底板2
‑
7上面后侧布置有真空发生器2
‑
8和压力开关支架2
‑
10,压力开关2
‑
9安装在压力开关支架2
‑
10上。行程开关2
‑
6布置在底板2
‑
7靠右中部,标牌吸取机构导轨2
‑
12竖向安装在底板2
‑
7上面,挡块2
‑
2材质为橡胶,固定在底板2
‑
7前侧。滑板2
‑
11下面固联两个标牌吸取机构滑块2
‑
13,标牌吸取机构滑块2
‑
13与标牌吸取机构导轨2
‑
12滑动配合,弹簧2
‑
4前端连接底板2
‑
7、后端连接滑板2
‑
11。滑板2
‑
11靠右中部固定有行程开关挡片2
‑
5,吸盘安装板2
‑
3的一端固定真空吸盘2
‑
1,吸盘安装板2
‑
3的另一端安装在滑板2
‑
11右侧面。
16.焊钉掰断机构3包括掰钉气缸3
‑
1、气缸安装架3
‑
2、支撑块3
‑
3、套筒连接件3
‑
4、套筒3
‑
5、焊钉掰断机构导轨3
‑
6、垫块3
‑
7、垫板3
‑
8和焊钉掰断机构滑块3
‑
9。垫块3
‑
7固定安装在标牌吸取机构2的滑板上。垫板3
‑
8固定在两个垫块3
‑
7上。垫板3
‑
8上面两侧分别布置两个支撑块3
‑
3。焊钉掰断机构导轨3
‑
6竖向安装在垫板3
‑
8上面。套筒3
‑
5下面固联两个焊钉掰断机构滑块3
‑
9。焊钉掰断机构滑块3
‑
9与焊钉掰断机构导轨3
‑
6滑动配合。掰钉气缸3
‑
1安装在气缸安装架3
‑
2的中间安装孔中。气缸安装架3
‑
2固定在两个支撑块3
‑
3上。掰钉气缸3
‑
1前端固联套筒连接件3
‑
4。套筒连接件3
‑
4下侧固联在套筒3
‑
5的上面。
17.夹钉焊接机构4包括夹钉气缸4
‑
1、绝缘块4
‑
2、焊钳4
‑
3、气缸支撑板4
‑
4和夹钉气缸滑块4
‑
5。气缸支撑板4
‑
4固定安装在焊钉掰断机构3的两个支撑块上。夹钉气缸4
‑
1安装在气缸支撑板4
‑
4一侧。夹钉气缸内部设有两个夹钉气缸滑块4
‑
5。两个绝缘块4
‑
2分别固定在夹钉气缸滑块4
‑
5上,两个焊钳4
‑
3分别安装在两个绝缘块4
‑
2上。焊钳4
‑
3的材质为紫铜。两个焊钳4
‑
3头部分别设有半圆形的凹槽,相互闭合时可以夹紧圆形焊钉的尾部、并与焊钉紧密接触。
18.本发明标牌焊接机器人专用末端操作器的工作过程:(1)准备过程用标牌焊接机器人专用末端操作器的定位法兰1
‑
2与工业机器人5的末端安装位置定位,然后用螺钉通过后支撑板1
‑
3将末端操作器安装在工业机器人5的末端。
19.(2)夹取焊钉由工业机器人5带动末端操作器到达指定取钉位置,控制夹钉气缸4
‑
1带动焊钳4
‑
3闭合夹取焊钉。
20.(3)吸取标牌夹取焊钉后由工业机器人5带动末端操作器到达指定吸取标牌位置,调整位姿带动末端操作器运动,使焊钳4
‑
3夹紧的焊钉头部穿入标牌上部的孔内。此时真空吸盘2
‑
1贴合标牌上表面。空气压缩机通过真空发生器2
‑
8控制真空吸盘2
‑
1操作吸取动作吸取标牌。
21.(4)焊接标牌末端操作器携带焊钉和标牌由工业机器人5带动运动到要焊接的圆钢端面,使焊钉对准圆钢端面中心,由工业机器人5带动末端操作器向前抵到圆钢端面上,使被夹紧的焊
钉与圆钢端面紧密贴合。此时,由于存在相互作用力和导轨滑块配合,固联在滑板上的夹钉焊接机构4、焊钉掰断机构3和标牌吸取机构2会带动滑板一起相对底板向后移动,连接滑板和底板的弹簧被拉伸,将硬接触转化为缓冲接触保护末端操作器。
22.此时电焊机正极连接焊钳4
‑
3,负极与圆钢相连。控制电焊机给焊钉延时通断电使焊钉端面融化粘接在圆钢端面,标牌即被固定在圆钢端面。
23.(5)掰断焊钉标牌焊接结束后空气压缩机通过真空发生器2
‑
8控制真空吸盘2
‑
1释放吸力,夹钉气缸4
‑
1带动焊钳4
‑
3张开。掰钉气缸3
‑
1通过套筒连接件3
‑
4带动套筒3
‑
5从焊钳4
‑
3张开的空隙中推出,以同心位置套住焊接完成焊钉的多余尾部,由工业机器人5带动末端操作器做焊钉中心平面内的圆弧摆动动作,掰断多余的焊钉尾部。
24.掰断焊钉后掰钉气缸3
‑
1通过套筒连接件3
‑
4带动套筒3
‑
5收回,工业机器人5带动末端操作器回到工作初始位置。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。