1.本发明涉及一种装填封口装置,属于封口机技术领域。
背景技术:
2.封口机是将填充有包装物的容器进行密封的机械装置,在产品装入包装容器后,快速进行密封包装,可以有效减少细菌的流入,防止产品被污染,进而保证产品的质量,同时避免产品的流失;对产品进行封口的材质有很多,包括塑料、纸类、玻璃、金属和复合材料等等,同时包装的形态也各不相同,对于塑料薄膜大多使用加热的方式,使封口热熔,对于纸类则采用压力胶接,其主要的目的都是使封口机能适应于不同粘度的液、浆的充填物,可密封不同形状,容量的包装容器。
3.现有的常见封口机为口杯类封口器,专门为奶茶、豆浆等杯装产品封口,使用加热的方式使杯沿和薄膜粘合,完成容器的密封,但是这种加热方式在杯沿受潮或有异物的情况下效果会大打折扣,还有旋盖封口机、滚纹封口机、滚边封口机等,其大多需要先在产品封口处预制螺纹、封口盖等零部件,需要更多的流水线与工序工步,增加了制造成本,同时独特的封口方式使得封口机的使用范围大大降低;对于塑料袋、铝箔袋等袋装产品的封口,大多使用立卧两用式封口机,其需先制备出袋装结构,再向其内添加产品,不仅效率低,还让产品长时间的暴露于外部环境中,增加了污染的风险,同时袋装产品大多使用于医药、农药、食品、日化等行业,其多数都有不可污染不可泄露的条件,立卧两用式袋装封口机过长的流水线不适用于产品安全性。
技术实现要素:
4.本发明主要解决的技术问题:针对现有的塑料袋封口机需要先将包装制备成型,再添加产品,最后封装的生产过程,其流程过长,一体化、自动化程度低,生产过程容易发生污染的问题,本发明提供了一种装填封口装置。
5.为了解决上述技术问题,本发明所采用的技术方案:一种装填封口装置,包括底架、马达、加料口、纵向移动装置、移动台、加热夹头、电机,其特征在于:所述底架呈长方体,长宽高之比为2:2:1,底架内部中空,底架上表面依中线对称设有左方形通孔和右方形通孔,左方形通孔和右方形通孔之间设有移动台,所述底架水平中线至后边线之间设有立架,立架投影面中线处设有定位块,定位块内设有v型通孔,立架内侧面靠近定位块处设有定位杆,定位杆左上方设有料辊,立架正面中线处设有支撑板,支撑板中线处固定连接马达,马达侧面设有传动轴,传动轴转动连接拨板上部,拨板下部均匀设有通孔,通孔内固定连接第一滑动轴,拨板底部通孔滑动连接第二滑动轴,第二滑动轴前段固定连接在连接板上,连接板上方通孔滑动连接于第一滑动轴前段,第一滑动轴前段穿过连接板并固定连接在加料口上,加料口轴线方向下方固定连接放料口,所述连接板下半部分固定连接l型挡板,l型挡板上平面与放料口下端平面平齐;所述移动台固定连接于底架上表面,移动台竖直中线与底架竖直中线重合,移动台上表面依竖直中线与水
平中线分别对称设有两左固定台与两右固定台,两左固定台与两右固定台之间分别设有左滑轨和右滑轨,左滑轨和右滑轨上滑动连接承接台,承接台上方固定连接纵向移动装置,所述滑轨之间设有传送带,传送带一端转动连接前转架,传送带另一端转动连接后转架,后转架上转动连接电机;所述纵向移动装置垂直中线处设有加热夹头,加热夹头呈v型,底部设有转轴,加热夹头内部四边处设有加热沟槽,加热夹头外侧边线处设有分别设有左锁扣与右锁扣,所述左锁扣转动连接第一连杆,第一连杆转动连接左联轴器,左联轴器转动连接左固定器与左连接头,左固定器固定连接于纵向移动装置水平中线左端,左连接头固定连接于左气泵;所述右锁扣转动连接第二连杆,第二连杆转动连接右联轴器,右联轴器转动连接右固定器与右连接头,右固定器固定连接于纵向移动装置水平中线右端,右连接头固定连接于右气泵。
6.优选地,所述左方形通孔和右方形通孔内分别插接左气泵与右气泵。
7.优选地,所述定位块内设有的v型通孔与加热夹头v型夹角角度一致。
8.优选地,所述加料口轴线与加热夹头投影中线垂直并位于同一水平面上。
9.优选地,所述左固定台有两个,分别以移动台水平中线对称布置。
10.优选地,所述两右固定台有两个,分别以移动台水平中线对称布置。
11.优选地,所述左滑轨与右滑轨轴线平行。
12.本发明的有益效果是:(1)本发明设计了一种装填封口装置,将封口装置内的加热夹头设计成v型,再将塑料薄膜放入其内,使用加热夹头边缘的高温使塑料薄膜热固粘合,以此达到快速封口的效果,本发明在封口装置的加热夹头上方设有加料装置,利用纵向移动装置调节使加料口轴线与加热夹头的内部夹角的角平分线位于同一水平面上,同时使加料口轴线位于加热夹头投影面的中心处,启动加料装置使产品原料自动掉落至加热夹头内部的塑料薄膜内,再启动气泵使封口装置闭合,加热边缘,完成封口,以此设计出的加料与封口联动装置能有效减少产品材料空置时间,通过定时定量保证了产品原料的添加量与添加位置,进而准确无误的完成原料的添加,再通过气泵联动,将加热夹头合并,其内的薄膜也对折合并,将包装制备、加料和封口三项工序合一,高效便捷,准确性高,大大降低成本,具有广阔的应用前景。
附图说明
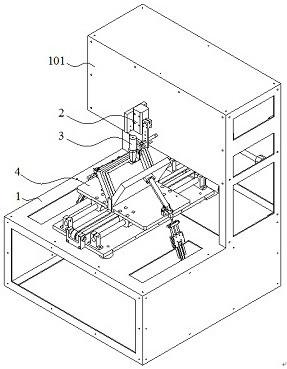
13.图1为本发明装填封口装置的等轴侧示意图。
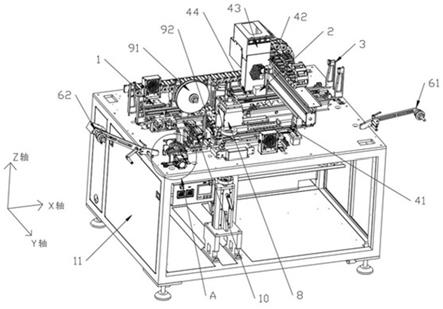
14.图2为本发明装填封口装置的后视等轴侧示意图。
15.图3为本发明装填封口装置的主视图。
16.图4为本发明装填封口装置的左视图。
17.图5为本发明装填封口装置的左视等轴侧示意图。
18.图6为本发明装填封口装置的俯视图。
19.图7为本发明装填封口装置的后视图。
20.图8为本发明图3中a处所示的加料装置示意图。
21.图9为本发明图5中d处所示的移动装置示意图。
22.图10为本发明图9中b处所示的左联动装置示意图。
23.图11为本发明图9中c处所示的右联动装置示意图。
24.其中,1、底架;101、立架;102、v型通孔;103、左方形通孔;104、右方形通孔;105、支撑板;106、定位块;107、定位杆;108、料辊;2、马达;201、拨板;202、传动轴;203、第一滑动轴;204、第二滑动轴;205、连接板;206、l型挡板;3、加料口;301、放料口;4、纵向移动装置;401、左气泵;402、右气泵;403、左连接头;404、第一连杆;405、左联轴器;406、左固定器;407、右固定器;408、第二连杆;409、右联轴器;410、右连接头;5、移动台;501、左滑轨;502、左固定台;503、右滑轨;504、右固定台;505、传送带;506、前转架;507、后转架;508、承接台;6、加热夹头;601、加热沟槽;602、左锁扣;603、右锁扣;7、电机。
具体实施方式
25.下面结合附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
26.参见图1~11,本发明所述的一种装填封口装置,包括底架1、马达2、加料口3、纵向移动装置4、移动台5、加热夹头6、电机7,其特征在于:所述底架1呈长方体,长宽高之比为2:2:1,底架1内部中空,底架1上表面依中线对称设有左方形通孔103和右方形通孔104,左方形通孔103和右方形通孔104之间设有移动台5,所述左方形通孔103和右方形通孔104内分别插接左气泵401与右气泵402;所述底架1水平中线至后边线之间设有立架101,立架101投影面中线处设有定位块106,定位块106内设有v型通孔102,所述定位块106内设有的v型通孔102与加热夹头6的v型夹角角度一致;所述立架101内侧面靠近定位块106处设有定位杆107,定位杆107左上方设有料辊108,立架101正面中线处设有支撑板105,支撑板105中线处固定连接马达2,马达2侧面设有传动轴202,传动轴202转动连接拨板201上部,拨板201下部均匀设有通孔,通孔内固定连接第一滑动轴203,拨板201底部通孔滑动连接第二滑动轴204,第二滑动轴204前段固定连接在连接板205上,连接板205上方通孔滑动连接于第一滑动轴203前段,第一滑动轴203前段穿过连接板205并固定连接在加料口3上,加料口3轴线方向下方固定连接放料口301,所述连接板205下半部分固定连接l型挡板206,l型挡板206上平面与放料口301下端平面平齐;所述移动台5固定连接于底架1上表面,移动台5竖直中线与底架1竖直中线重合,移动台5上表面依竖直中线与水平中线分别对称设有两左固定台502与两右固定台504,两左固定台502与两右固定台504之间分别设有左滑轨501和右滑轨503,左滑轨501和右滑轨503上滑动连接承接台508,承接台508上方固定连接纵向移动装置4,所述滑轨503之间设有传送带505,传送带505一端转动连接前转架506,传送带505另一端转动连接后转架507,后转架507上转动连接电机7;所述纵向移动装置4垂直中线处设有加热夹头6,加热夹头6呈v型,底部设有转轴,加热夹头6内部四边处设有加热沟槽601,加热夹头6外侧边线处设有分别设有左锁扣602与右锁扣603,所述加料口3轴线与加热夹头6投影中线垂直并位于同一水平面上;所述左锁扣602转动连接第一连杆404,第一连杆404转动连接左联轴器405,左联轴器405转动连接左固定器406与左连接头403,左固定器406固定连接于纵向移动装置4水平中线左端,左连接头403固定连接于左气泵401;所述右锁扣603转动连接第二连杆408,第二连杆408转动连接右联轴器409,右联轴器409转动连接右固定器407与右连接头410,右固定器407固定连接于纵向移动装置4水平中线右端,右连接头410固定连接于右气泵402;所述左固定台502有两个,分别以移动台5水平中线对称布置;所述两右
固定台504有两个,分别以移动台5水平中线对称布置;所述左滑轨501与右滑轨503轴线平行。
27.本发明的工作原理如下:预准备工作:将塑料薄膜等封口材料安装至料辊108上,封口材料延伸绕过定位杆107,从定位块106后方插入v型通孔102内,并从v型通孔102内延伸到加热夹头6处,封口材料穿过加热夹头6并将其中间部分固定在加热夹头6内部,可以使用左气泵401与右气泵402将加热夹头6放平,使其内部夹角呈180
°
便于封口材料固定,也可以使用左气泵401与右气泵402将加热夹头6合并,使其内部夹角呈0
°
,便于封口材料加紧,封口材料伸出加热夹头6的部分外接下一工序;调节电机7,利用传送带505一部分抵接在纵向移动装置4侧边,再传送带505推动下将纵向移动装置4调节至预定位置,使加料口3轴线与加热夹头6的内部夹角的角平分线位于同一水平面上,同时使加料口3轴线位于加热夹头6投影面的中心处,调节完成后,外接产品原料,使用左气泵401与右气泵402将加热夹头6内部夹角开合呈45
°
状态,预准备工作完成。
28.加料密封工作:启动马达2,第二滑动轴204向后滑动,带动连接板205一并向后,同时l型挡板206固定连接在连接板205上,也一并向后移动,放料口301下方通孔打开,产品原料下落至加热夹头6内部,加热夹头6内部铺设有封口材料,在接收足够多的产品材料后,马达2逆向转动,将放料口301下方通孔关闭,启动左气泵401与右气泵402,二者分别带动左联轴器405和右联轴器409旋转90
°
,其上连接的第一连杆404与第二连杆408将加热夹头6合并,加热夹头内设有加热沟槽602,其内依据外形铺设加热棒,通电加热后产生高温,依据不同的封口材质设定不同温度,待加热夹头6合并后,其内的封口材料也顺势合并,利用高温将封口材料的三个边同时封口,等待预设时间,打开加热夹头6,将装填封口好的产品通过牵引装置连接到下一工序,同时将新的封口材料通入加热夹头6内,完成加料密封工作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。