1.本发明涉及纸尿裤生产领域,特别涉及一种快速扩散吸收防止漏尿纸尿裤及其生产方法。
背景技术:
2.现实生活中,对于刚出生的婴儿,家长通常都会使用纸尿裤方便其大小便,现有的纸尿裤基本上都是由一层构成的,婴儿小便时,如果尿液不是很多,家长绝大部分不会把纸尿裤换掉,可是这样婴儿的屁股就会长期处于一个潮湿的环境中,容易使婴儿产生红屁股等疾病,但如果换掉纸尿裤,就会造成资源的浪费。
3.现有技术中,大多数纸尿裤的吸收芯为一体式设计,即将纸浆纤维通过粉碎机进行粉碎后与吸水粉混合,再将上述混合料吸入成型槽中形成吸收芯,因此,大多数纸尿裤的吸收芯为整体片状芯体,其透气性不佳,使用舒适性较差,且容易造成细菌滋生,并且吸尿后容易局部鼓起,容易宝宝不适。
技术实现要素:
4.因此,针对上述的问题,本发明提出一种快速扩散吸收防止漏尿纸尿裤及其生产方法。
5.为实现上述技术问题,本发明采取的解决方案为:快速扩散吸收防止漏尿纸尿裤,包括复合成一体的透液面层、不透液底层以及位于二者之间的吸收芯,所述吸收芯包括边缘胶合连接的上芯体和下芯体,在上芯体和下芯体之间形成空腔,并在空腔内设置有竹炭纤维条网,该竹炭纤维条网的上表面与上芯体之间胶合连接,竹炭纤维条网的下表面与下芯体之间胶合连接,该吸收芯通过竹炭纤维条网将上芯体与下芯体之间的空腔分隔成多个可进行伸展形变的网格。
6.作为本发明的进一步改进:所述竹炭纤维条网的结构为由多根横向分布的竹炭纤维吸收条和多根纵向分布的竹炭纤维吸收条相互垂直交错分布并形成网孔为矩形或方形的网状结构。
7.作为本发明的进一步改进:所述竹炭纤维条网的结构为由一组的多根相互平行的竹炭纤维吸收条与另一组的多根相互平行的竹炭纤维吸收条以倾斜角度相互交错分布并形成网孔为菱形或平行四边形的网状结构。
8.本发明还提供一种快速扩散吸收防止漏尿纸尿裤的生产方法,包括吸收芯的制作步骤和将吸收芯复合在透液面层和不透液底层之间以得到纸尿裤成品的复合步骤,所述吸收芯的制作步骤包括:上下芯体的制作工序、竹炭纤维条网的制作工序,将竹炭纤维条网与上下芯体复合以得到吸收芯的条网复合工序,所述条网复合工序包括通过第二点胶装置对制作完成的竹炭纤维条网的上表面进行均匀点胶的竹炭纤维条网点胶步骤,通过第一点胶装置对下芯体上与竹炭纤维条网位置对应的网格位置以及与上芯体位置对应的边缘位置进行点胶的下芯体点胶步骤,通过压合装置将上芯体先压合在上一面具有胶层的竹炭纤维
条网上形成半成品,再将该半成品压合在具有胶层的下芯体上的一次性复合步骤;所述点胶装置包括可转动设置在机体上的转台,安装在机体上且其顶部延伸至转台一侧的机架,固定安装在转动上的多个用于放置待点胶体的限位台,所述机架上固定安装有第二气缸,该第二气缸的伸缩端向下延伸并固定安装有点胶板,该点胶板上设置有多个点胶头。
9.作为本发明的进一步改进:所述第一点胶装置的待点胶体为下芯体,该第一点胶装置上的限位台上开设有与下芯体形状相同的限位槽,且该第一点胶装置上的点胶头呈与竹炭纤维条网形状对应的网络状分布,以及一圈与下芯体外边缘位置对应的环形分布。
10.作为本发明的进一步改进:第二点胶装置的待点胶体为竹炭纤维条网,该第二点胶装置上的限位台上开设有与竹炭纤维条网形状相同的限位槽,且该第二点胶装置上的点胶头呈与竹炭纤维条网形状对应的网络状分布。
11.作为本发明的进一步改进:所述转台上固定安装有旋转座,所述旋转座上固定安装有加热板,该加热板通过旋转座转动,进而使其加盖在限位台上或与限位台错位分离。
12.作为本发明的进一步改进:所述压合装置包括机座以及转动安装在机座上的旋转立柱,所述旋转立柱的周侧固定安装有至少三个等间距分布的摆臂,所述摆臂的末端固定安装有第一气缸,所述第一气缸的伸缩端固定安装有负压吸盘,负压吸盘的周侧固定安装有至少两个连接耳,所述连接耳的底部固定安装有弹性伸缩杆,多个所述弹性伸缩杆的末端固定安装有外缘压环,该外缘压环与上芯体或下芯体的外环边缘形状匹配。
13.作为本发明的进一步改进:所述吸收芯包括边缘胶合连接的上芯体和下芯体,在上芯体和下芯体之间形成空腔,并在空腔内设置有竹炭纤维条网,该竹炭纤维条网的上表面与上芯体之间胶合连接,竹炭纤维条网的下表面与下芯体之间胶合连接,该吸收芯通过竹炭纤维条网将上芯体与下芯体之间的空腔分隔成多个可进行伸展形变的网格。
14.通过采用前述技术方案,本发明的有益效果是:本发明的生产方法通过第二点胶装置对竹炭纤维条网的上表面进行均匀点胶,再通过第一点胶装置对下芯体上与竹炭纤维条网位置对应的网格位置以及与上芯体位置对应的边缘位置进行点胶的下芯体点胶,最后通过压合装置将上芯体先压合在上一面具有胶层的竹炭纤维条网上形成半成品,再将该半成品压合在具有胶层的下芯体上的一次性复合以制得吸收芯。通过上述步骤使得上芯体、竹炭纤维条网、下芯体依次压合粘接,进而减少制作过程中的物料转运过程,提高产品一致性,通过竹炭纤维条网将上芯体与下芯体之间的空腔分隔成多个可进行伸展形变的网格,以使多个网格在吸收芯内起到可压缩并回弹的气垫作用,进而使吸收芯具备“呼吸”性能,增加其透气性,同时具备更强的吸附性以及均匀引导性,使用时更加舒适透气、干净卫生。
附图说明
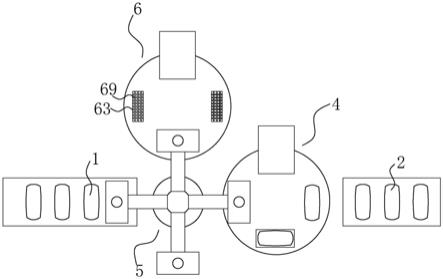
15.图1是本发明实施例生产方法的俯视结构示意图。
16.图2是本发明实施例中点胶装置的结构示意图。
17.图3是本发明实施例压合装置的结构示意图。
18.图4是本发明实施例中外缘压环的仰视图。
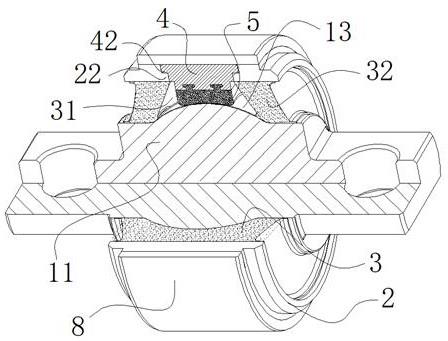
19.图5是本发明实施例中吸收芯的结构示意图。
20.图中:上芯体1、下芯体2、竹炭纤维条网3、第一点胶装置4、压合装置5、机座51、旋
转立柱52、摆臂53、第一气缸54、负压吸盘55、连接耳56、弹性伸缩杆57、外缘压环58;第二点胶装置6、第二气缸51、机架62、限位台63、点胶板64、点胶头65、转台66、旋转座67、加热板68。
具体实施方式
21.现结合附图和具体实施例对本发明进一步说明。
22.实施例一:参考图5,本发明实施例所揭示的是快速扩散吸收防止漏尿纸尿裤,本发明的纸尿裤采用的吸收芯包括边缘胶合连接的上芯体1和下芯体2,在上芯体1和下芯体2之间形成空腔,并在空腔内设置有竹炭纤维条网3,该竹炭纤维条网3的上表面与上芯体1之间胶合连接,竹炭纤维条网3的下表面与下芯体2之间胶合连接,该竹炭纤维条网3的结构可以是,由多根横向分布的竹炭纤维吸收条和多根纵向分布的竹炭纤维吸收条相互垂直交错分布并形成网孔为矩形或方形的网状结构,也可以是一组的多根相互平行的竹炭纤维吸收条与另一组的多根相互平行的竹炭纤维吸收条以一定角度相互交错分布并形成网孔为菱形或平行四边形的网状结构。该吸收芯通过竹炭纤维条网3将上芯体1与下芯体2之间的空腔分隔成多个可进行伸展形变的网格,以使多个网格在吸收芯内起到可压缩并回弹的气垫作用,进而使吸收芯具备“呼吸”性能,增加其透气性。另一方面,增加了吸收芯的吸收体表面积,以使其具备更强的吸附性以及均匀引导性,在能够吸附大量尿液并防止侧漏的同时,能够防止尿液在吸收芯上局部淤积而造成细菌滋生,从而使具备该吸收芯的纸尿裤在使用时,更加的舒适透气、干净卫生。
23.本发明的快速扩散吸收防止漏尿纸尿裤的生产方法包括以下步骤,吸收芯的制作步骤、以及将吸收芯复合在透液面层和不透液底层之间以得到纸尿裤成品的复合步骤。
24.其中,所述吸收芯的制作步骤包括:上下芯体2的制作工序、竹炭纤维条网3的制作工序,将竹炭纤维条网3与上下芯体2复合以得到吸收芯的条网复合工序。
25.进一步,上下芯体2的制作工序采用公知方式,即将纸浆纤维通过粉碎机进行粉碎后与吸水粉混合形成混合料,再将上述混合料吸入成型槽中形成芯体。
26.竹炭纤维条网3的制作工序中,先将基础原材料(纸浆纤维和吸水粉以及其他公知添加物)和竹炭纤维混合粉碎并形成带有竹炭纤维的混合料,再将该竹炭纤维混合料压入具有网格槽的模具中最后脱模成型并形成竹炭纤维条网3。
27.本实施例中,参阅图1,条网复合工序为本发明的改进部分,其包括通过第二点胶装置6对制作完成的竹炭纤维条网3的上表面进行均匀点胶的竹炭纤维条网3点胶步骤,通过第一点胶装置4对下芯体2上与竹炭纤维条网3位置对应的网格位置以及与上芯体1位置对应的边缘位置进行点胶的下芯体2点胶步骤,通过压合装置5将上芯体1先压合在上一面具有胶层的竹炭纤维条网3上形成半成品,再将该半成品压合在具有胶层的下芯体2上的一次性复合步骤。该条网复合工序通过上述步骤使得上芯体1、竹炭纤维条网3、下芯体2依次压合粘接,进而减少制作过程中的物料转运过程,提高产品一致性,且制得的吸收芯更加的舒适透气、干净卫生。
28.所述第一点胶装置4与第二点胶装置6主体基本相同,以第二点胶装置6为例,参阅图2,所述第二点胶装置6包括可转动设置在机体上的转台66,安装在机体上且其顶部延伸
至转台66一侧的机架62,固定安装在转动上的多个用于放置待点胶体的限位台63,所述机架62上固定安装有第二气缸61,该第二气缸61的伸缩端向下延伸并固定安装有点胶板64,该点胶板64上设置有多个点胶头65。其中,第二点胶装置6的待点胶体为竹炭纤维条网3,因此,该第二点胶装置6上的限位台63上开设有与竹炭纤维条网3形状相同的限位槽,且该第二点胶装置6上的点胶头65呈与竹炭纤维条网3形状对应的网络状分布。
29.第一点胶装置4与第二点胶装置6的不同之处在于,第一点胶装置4的待点胶体为下芯体2,因此,该第一点胶装置4上的限位台63上开设有与下芯体2形状相同的限位槽,且该第一点胶装置4上的点胶头65除了呈与竹炭纤维条网3形状对应的网络状分布之外,还包括一圈与下芯体2外边缘位置对应的环形分布的点胶头65。
30.为了使点胶后的胶层在转运过程中保持高温熔融状态,避免其在压合前凝结,所述转台66上固定安装有旋转座67,所述旋转座67上固定安装有加热板68,该加热板68通过旋转座67转动,进而使其加盖在限位台63上或与限位台63错位分离,加热板68与限位台63的位置数量相同。
31.参阅图3和图4,所述压合装置5包括机座51以及转动安装在机座51上的旋转立柱52,所述旋转立柱52的周侧固定安装有至少三个等间距分布的摆臂53,所述摆臂53的末端固定安装有第一气缸54,所述第一气缸54的伸缩端固定安装有负压吸盘55,负压吸盘55的周侧固定安装有至少两个连接耳56,所述连接耳56的底部固定安装有弹性伸缩杆57,多个所述弹性伸缩杆57的末端固定安装有外缘压环58,该外缘压环58与上芯体1或下芯体2的外环边缘形状匹配。
32.运用本创作所做的修饰、变化,皆属本创作主张的专利范围,而不限于实施例所揭示者。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。