1.本发明属于连接件技术领域,具体涉及一种磁性记忆合金紧固件及其制备方法。
背景技术:
2.现阶段,管道运输已成为中国继铁路、公路、水路、航空运输之后的第五大运输行业,是国际货物主要运输方式之一。但由于管道的服役环境愈加苛刻,要求耐高寒和耐腐蚀等,因此不仅要求焊缝具有较高法人强度,而且应有良好的韧性和抗断裂耐腐蚀的特性,管道连接已经成为在施工和生产生活之中非常重要的工程,原有的通过焊接的方法不能很好的将污染程度降到最低,也不能在连接的过程中保持很好的稳定性和节能性,而且容易引发危险事故并对维修工人身体造成损害。所以传统焊接工艺面临挑战,随之而来的是紧固件的市场。
3.其次,磁驱动形状记忆合金兼具响应频率高和输出应变大的优点,近年来受到高度重视。目前在许多合金中发现了磁驱动形状记忆效应,主要包括:ni
‑
mn
‑
ga,ni
‑
fe
‑
ga,fe
‑
pd,fe
‑
pt,ni
‑
mn
‑
al,co
‑
ni
‑
ga,co
‑
ni
‑
al以及ni
‑
mn
‑
x(x=in,sn,sb)合金等。其中ni
‑
mn
‑
ga合金是发现最早、也是应用潜力最大的磁驱动形状记忆合金。但其磁诱发应变来源于外磁场驱动马氏体孪晶变体重排,最大磁感生应变可达10%,但输出应力受磁晶各向异性能所限,仅有几个mpa;另一类就是近十年新发现的以ni
‑
mn
‑
x(x=in,sn,sb)合金为代表,其磁感生应变源于外磁场作用下的磁致马氏体逆相变,其机理在于把合金在马氏体状态下变形,置于比马氏体逆相变开始温度(as)略低的环境温度中,对合金施加磁场使得as温度下降,当as温度降低到环境温度以下时,此时无需改变环境温度即可发生马氏体逆相变,形变得以恢复。ni
45
co5mn
36.7
in
13.3
单晶通过磁致马氏体逆相变获得了3%的磁控形状记忆效应,理论输出应力可达108mpa。但遗憾的是,目前nicomnin合金获得的磁控形状记忆效应是单程的、脆性大,无法满足多次往复动作机构的要求,在一定程度上限制其实际应用。因此开发具有大磁控双程形状记忆效应、良好超弹性的nicomnin合金,以实现快响应、大输出应变、高输出应力、高超弹性,满足多次往复运动智能结构对高性能驱动材料的要求。因而,我们首先必须获得超高弹性的nicomnin合金,才能通过一定的处理后得到大磁控双程形状记忆效应的nicomnin合金,这些必将成为记忆合金应用和发展的主要研究方向之一。
技术实现要素:
4.为了克服现有紧固件安装条件苛刻、安全隐患多、连接部位易泄露等的不足,本发明提供一种磁性记忆合金紧固件及其制备方法,利用磁性记忆合金在磁场作用下可以发生磁致形状记忆效应,从而紧固件的直径尺寸会发生增加和减少的变化(在磁场作用下紧固件的直径尺寸增加,而撤去磁场后紧固件的直径尺寸减少,从而实现对管道的连接),即可实现安装方便(只需一块磁铁)、无安全隐患、不宜泄露等有点,同时磁性记忆合金还具有高强度、高塑性、高硬度的优势,也可以解决紧固件连接强度不一致、结构不稳定、连接部位易磨损的问题。
5.本发明的上述目的是通过以下技术方案实现的:一种磁性记忆合金紧固件,该磁性记忆合金紧固件形状为圆环状,磁性记忆合金紧固件内壁两端口处有凸台。
6.进一步的,所述磁性记忆合金紧固件外径与被紧固管道外径相同,所述磁性记忆合金紧固件厚度为50~100mm。
7.进一步的,所述磁性记忆合金紧固件内壁两端口处的凸台高度为10~20mm。
8.再进一步的,所述磁性记忆合金紧固件是由超弹性nimninco磁性记忆合金制备的,具体制备方法是采用液态模锻技术制备,具体的制备方法是按如下方法:
9.步骤s1:按照原子百分比分别取原料ni粉、mn粉、in粉、co粉;
10.步骤s2:将步骤s1中的原料通过搅拌器混合均匀;
11.步骤s3:将步骤s2中混合均匀的原料倒入自行设计的成型模具中;
12.步骤s4:采用万能试验机对步骤s3中所述成型模具施压,将其中的粉末状原料制成长方体式样;
13.步骤s5:将步骤s4的成型模具连同式样一起置于热等压烧结炉中进行烧结;
14.步骤s6:将步骤s5制备的样品随炉冷却至室温取出,即得到超弹性nimninco磁性记忆合金;
15.步骤s7:将步骤s6制备的超弹性nimninco磁性记忆合金放入数控激光切割机,切割得到坯料;
16.步骤s8:将步骤s7得到的坯料放入高精度数控车床进行粗车、精车和倒角,然后进行再粗车,然后利用立式钻床进行钻孔处理;
17.步骤s9:将步骤s8得到的紧固件粗品管接头外包一层橡胶层。
18.进一步的,步骤s1中所述的ni粉为50
‑
52份,mn粉为34份,in粉为16
‑
14份,co粉为0
‑
2份;
19.进一步的,步骤s2中搅拌器的转速为200r/min
‑
500r/min,搅拌时间为2
‑
3h;
20.进一步的,步骤s3中成型模具的材质为高强度的石墨,包括外套、下冲头、上冲头、下垫片、内套,所述外套为一个长115mm、内径50mm、外径90mm的圆柱筒体,所述内套(b)是由两个内套1和两个内套2组成的,内套所围成的形状为15mm
×
25mm的长方形,外圈形成一圆形,与外套间隙配合,下垫片放置于成型模具底部以固定内套,上冲头从下部先放入方孔中,然后再向方孔内加入定量的原料;
21.进一步的,步骤s4中所述万能试验机加压至4
‑
50mpa压力下,保压10
‑
15分钟将粉末压制成直径为15
×
15
×
25mm的长方体式样;
22.进一步的,步骤s5中所述热等压烧结炉温度为700
‑
1000℃,时间为20
‑
40分钟;
23.进一步的,1#试样通过自行设计的模具直接液态模锻成型,步骤s4中所述万能试验机的压力为30mpa,步骤s5中所述热等压烧结炉温度为800℃,在步骤s4热锻过程中只受到一个方向的力的作用;
24.进一步的,2#试样步骤s4中所述万能试验机的压力为30mpa,步骤s5中所述热等压烧结炉温度为700℃,在步骤s4热锻过程中将粉末压制成直径为15
×
15
×
25mm的长方体式样后,再沿着长轴翻转90
°
,施压后再次沿着短轴的方向翻转90
°
,在三个不同的方向上对试样进行粉末热锻成型,由于材料所处的应力状态将会改变,其晶粒取向也会发生改变。
25.紧固件使用磁性记忆合金,磁性记忆合金具有兼具铁磁性和热弹性马氏体相变的
特性,利用磁场对合金中不利取向马氏体变体的zeeman静磁力,促使有利取向的马氏体变体长大并吞并不利取向的变体,其表现为孪晶界的移动,从而产生宏观变形,当磁场强度减小或撤去时孪晶界回到初始位置,从而宏观上形状恢复。
26.本发明与现有技术相比的有益效果是:1.紧固件具有高强度、高塑性、高硬度的优势,能与连接物体紧密接触,有效避免泄露;2.紧固件的安装更加方便,通过磁场作用可实现紧固件与其装配体的紧密相连,达到想要的效果;3.紧固件工作时不受外界环境因素的影响,长期保持其特性;4.紧固件内壁两侧的凸台增强紧固能力,提升了稳定性,不易脱落;5.由此方法制备的nimninco合金,保持与常规熔炼制备获得的合金相变温度相当的同时,弹性更大,形状记忆回复率高,合金尺寸小,机械加工性能优良,满足多次往复运动智能结构对高性能驱动材料的要求,在预压10%变形后1#样品的形状记忆回复率为100%,晶粒尺寸明显小于常规熔炼制备获得的nimninco合金,样品直径约30微米。
附图说明
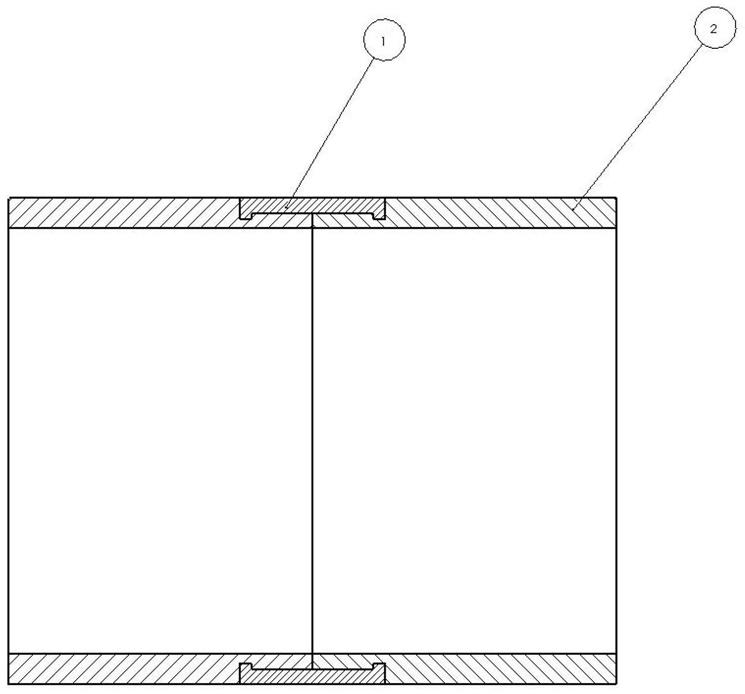
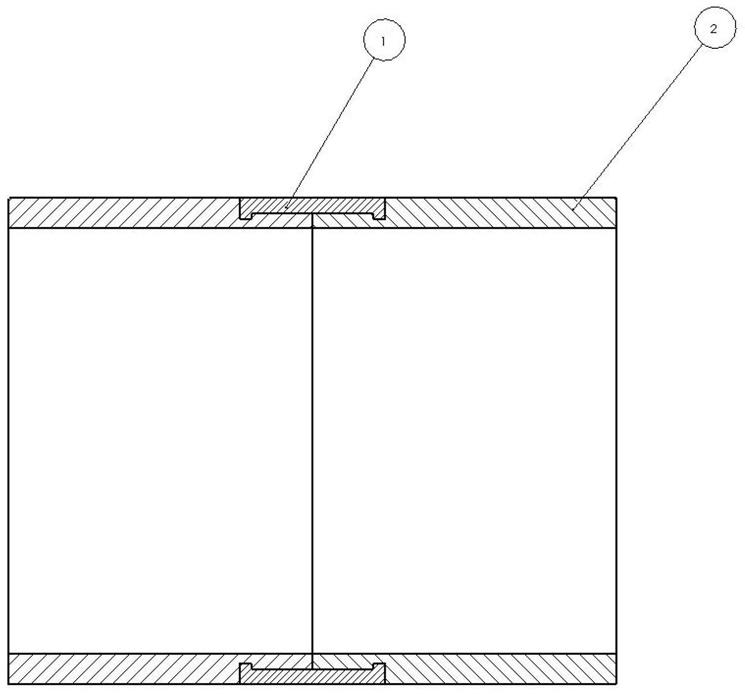
27.图1是本发明磁性记忆合金紧固件紧固后与管道的剖视图;
28.图2是本发明撤去磁场后紧固件收缩紧固的结构图;
29.图3是本发明施加磁场后紧固件直径变大的结构图;
30.图4是本发明液态模锻所用的自制高强度石墨模具;
31.图5是本发明液态模锻所制备的nimninco合金的应力应变相应特性图;
32.图6是本发明液态模锻所制备的nimninco合金的金相显微图。
33.图中1.磁性记忆合金紧固件,2.管道,a.模具装配图,b.内套筒装配图,c.下冲头,d.上冲头,e.外套,f.下垫环。
具体实施方式
34.下面通过具体实施例详述本发明,但不限制本发明的保护范围。如无特殊说明,本发明所采用的实验方法均为常规方法,所用实验器材、材料、试剂等均可从商业途径获得。
35.实施例1
36.一种磁性记忆合金紧固件
37.其形状为圆环状,磁性记忆合金紧固件内壁两端口处有凸台,安装时首先使用磁场强度大于3特斯拉的磁铁对磁性记忆合金紧固件施加磁场,在磁铁的作用下紧固件尺寸变大,将尺寸变大的紧固件套在管道接口处,撤去磁场,利用磁性记忆合金的高响应频率,紧固件迅速收缩,通过压力使管道发生形变,完成紧固件对管道的紧固,紧固件内壁两侧的凸台通过压力使管道进一步发生形变,在进一步对管道进行紧固的同时起到固定的作用,紧固件完成紧固过程后,为防止其腐蚀,对紧固件进行涂层处理,增加抗腐蚀性。
38.实施例2
39.磁性记忆合金紧固件的制备方法
40.包括原料超弹性nimninco合金磁性记忆合金的制备方法及利用超弹性nimninco合金磁性记忆合金制备磁性记忆合金紧固件的方法。
41.超弹性nimninco合金磁性记忆合金制备方法:
42.按照原子百分比取粒径为20微米的ni粉50份、mn粉34份、in粉14份和co粉2份混
合,在搅拌器中利用500r/min搅拌金属粉末2h,使其混合均匀,然后放入自行设计的模具中,用万能试验机上的夹持模具对模具施压,通过加压到在30mpa压力下和保压10分钟将粉末压制成直径为15
×
15
×
25mm的长方体形式样,再将长方体式样和自行设计的模具一起放置在热等压烧结炉中进行热压烧结成型,随后再沿着长轴翻转90
°
进行施压烧结,最后再次沿着短轴的方向翻转90
°
进行施压烧结,在三个不同的方向上对样品进行热锻成型,热锻温度为700℃,液锻压力为30mpa,每个方向分别保温时间为20
‑
40分钟烧结工艺烧结,最后得到粒径均匀的nimninco磁性记忆合金为2#样品。
43.磁性记忆合金紧固件制备方法:
44.下料:将磁性记忆合金块材放入lcf
‑
1530型数控激光切割机中,在500w
‑
700w功率下根据尺寸进行切割,得到坯料。
45.车加工:将上述得到的坯料,利用浙江立冈机床有限公司生产的pt35高精度数控车床对其进行粗车、精车和倒角。再粗车后利用滕州市海西机床有限公司生产的z5140立式钻床对其进行钻孔处理。
46.表面处理:在管接头外面包一层耐疲劳、耐腐蚀的橡胶层。
47.最后在终检,产品合格后包装装箱,最后获得上述紧固件。
48.实施例3
49.磁性记忆合金紧固件的制备方法
50.包括原料超弹性nimninco合金磁性记忆合金的制备方法及利用超弹性nimninco合金磁性记忆合金制备磁性记忆合金紧固件的方法。
51.超弹性nimninco合金磁性记忆合金制备方法:
52.按照原子百分比取粒径为20微米的ni粉50份、mn粉34份、in粉14份和co粉2份混合,在搅拌器中利用500r/min搅拌金属粉末2h,使其混合均匀,然后放入自行设计的模具中,用万能试验机上的夹持模具对模具施压,通过加压到在30mpa压力下和保压10分钟将粉末压制成直径为15
×
15
×
25mm的长方体式样,再将长方体式样和自行设计的模具一起放置在热等压烧结炉中进行热压烧结成型,热等压烧结炉温度为800℃,制得的nimninco磁记忆合金为1#样品。
53.磁性记忆合金紧固件制备方法:
54.下料:将磁性记忆合金块材放入lcf
‑
1530型数控激光切割机中,在500w
‑
700w功率下根据尺寸进行切割,得到坯料。
55.车加工:将上述得到的坯料,利用浙江立冈机床有限公司生产的pt35高精度数控车床对其进行粗车、精车和倒角。再粗车后利用滕州市海西机床有限公司生产的z5140立式钻床对其进行钻孔处理。
56.表面处理:在管接头外面包一层耐疲劳、耐腐蚀的橡胶层。
57.最后在终检,产品合格后包装装箱,最后获得上述紧固件。
58.以上所述实施方式仅为本发明的优选实施例,而并非本发明可行实施的全部实施例。对于本领域一般技术人员而言,在不背离本发明原理和精神的前提下对其所作出的任何显而易见的改动,都应当被认为包含在本发明的权利要求保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。