1.本发明涉及一种具有“镂空”效果的转杯纺色纺面料的纺制方法。
背景技术:
2.转杯纺设备生产出的纱线与环锭纺纱线在结构方面具有本质的差别,而纱线结构的差异从而导致纱线性能、外观等的不同。转杯纱由纱芯、外包缠纤维组成,内层纱芯的结构比较紧密,外层包缠的结构相对松散。但是,转杯纺在前纺阶段,原料经过较强的开清、除杂加工,在纺纱过程中由分梳辊对喂入纤维进行充分的梳理,使得纱线中的棉结杂质相对较少,一般为比环锭纺纱线少20~30%。
3.传统环锭纺色纺纱因其面料具有独特的“麻灰”立体效果,被广泛应用于“t 桖”、“居家服”、“家纺”等领域。转杯纺纱设备改装难度大,只能生产普通纱线,导致纱线结构单一,市场接受度不高。因此,本发明涉及的一种具有“镂空”效果的转杯纺色纺面料,采用经fsc认证的可持续发展林业种植园木材为原材料制成的环保粘胶作为纺纱纤维原料,通过染色后与白粘胶混合制成棉条后将通过对转杯纺设备中的给棉罗拉组件进行改装后,开发具有“镂空”效果的转杯纺色纺面料,深受市场的欢迎,解决了转杯纺机只能生产普通结构纱线的缺陷,生产市场需求的产品,为企业带来效益。
技术实现要素:
4.本发明的目的是提供一种具有“镂空”效果的转杯纺色纺面料的纺制方法,以克服现有技术的不足。本发明提供的一种具有“镂空”效果的转杯纺色纺面料是一种特殊纱线结构新型花式转杯纺纱线。所述纱线的主体部分长度为800~1200mm,细节部分长度为35~80mm;所述纱线细节部分的线密度为主体部分线密度的 50~80%;所述纱线主体部分和细节部分为相间分布。所述纱线所用原料为100%环保粘胶经染色后将不同颜色的原料分别通过配棉、混棉、梳棉、并条工序后在改造转杯纺纺给棉组件中进行生产制得,将纱线织成面料后,会产生一种“镂空”效果的转杯纺色纺面料。
5.为了解决上述的技术难点,本发明的技术方案如下:
6.将环保粘胶经染成特黑色、宝蓝色、孔雀蓝色后将其中的一种、两种、三种为原料与白环保粘胶按一定比例进行混合分别通过配棉、混棉、梳棉、并条工序后待用。
7.进一步的,开清棉工序采取“横铺直取“的方式进行人工混和,对混和均匀的原料直接放入抓棉机内,采用“精细抓取,低速度,多松少打,以梳代打”的工艺原则。其主要的工艺参数为:打手速度为830r/mim,棉卷罗拉转速15r/mim,棉卷干重400g/m。
8.进一步的,梳棉工序,100%环保粘胶纤维杂质少,尽量以分梳为主,主要采取的工艺措施为:适当放大锡林与盖板隔距,即,0.25mm、0.23mm、0.22mm、0.22mm、 0.25mm。
9.进一步的,并条工序,采用三道并合工艺,适当调大头并后区牵伸倍数和隔距,以利于消除前弯勾,其主要的工艺参数为:总牵伸倍数为6.5倍,罗拉隔距为 13.5mm*19mm,熟条定量为21.5g/5m。
10.进一步的,细纱工序减低生产速度,减少纱线断头,其主要的工艺参数为:转杯纺纺纱速度280m/min,喂入比0.99,总牵伸倍数218倍,纺杯转速8000r/min,引纱速度230m/min,捻系数为380。
11.进一步的,一种具有“镂空”效果的转杯纺色纺面料所述纱线的主体部分长度为800~1200mm,细节部分长度为35~80mm;所述纱线细节部分的线密度为主体部分线密度的50~80%;所述纱线主体部分和细节部分为相间分布。
12.进一步的,纱线主体部分的条干cv%值为11%~13%;纱线的平均断裂强度为 11cn/tex~13cn/tex;适合生产的支数为8~60s。
13.进一步的,一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,在转杯纺纺设备中将给棉机构改造为一种“圆弧”形状的皮辊和给棉罗拉组成的给棉机构。
14.进一步的,所述圆弧所对的圆心角的度数为320~350度,圆弧所对应的弦长为0.5~2cm。
15.进一步的,纱线中主体部分长度和细节部分长度可以通过调整“圆弧”形状的皮辊的弦长来完成。
16.进一步的,“圆弧”形状的皮辊的弦长越长细节部分的长度也越长。
附图说明
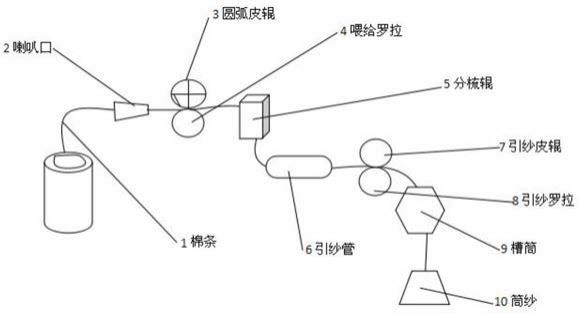
17.图1是本发明一种具有“镂空”效果的转杯纺色纺面料的纺制方法生产示意图。
18.图2“圆弧”状皮辊的截面示意图。
19.图3纱线结构示意图。
20.在图1中,棉条1经喇叭口2通过圆弧皮辊3和喂给罗拉4将棉条输送至分梳辊5后,经引纱管6后,纱线经引纱皮辊7和引纱罗拉8以及槽筒9最终形成筒纱10。
21.在图2中,a点和b点的连接线为皮辊切除部分11,可以通过设计a点和b 点的长度和喂给罗拉的线速度,从而来控制纱线主体部分和细节部分的长度以及纱线细节部分的线密度为主体部分线密度的比值。
具体实施方式
22.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。实施例1
23.选用白环保粘胶分别染成宝蓝色和孔雀蓝色与白环保粘胶按30/30/40的比例进行混合,经混棉、开清、梳棉、并条后得到熟条定量为21.5g/5m待用,将棉条1经喇叭口2通过圆弧皮辊3和喂给罗拉4将棉条输送至分梳辊5后,经引纱管6后,纱线经引纱皮辊7和引纱罗拉8以及槽筒9最终形成筒纱10。转杯纺主要工艺参数为:转杯直径为66mm,分梳辊直径为65mm,分梳辊速度为7407rpm,细纱捻度为75捻/10cm;设定的圆弧状皮辊规格为所对应的弦长为1cm,转速8r/min, 生产得到纱线主体长度为1200mm,细节部分长度为70mm,将生产制得的纱线进行织布得到一种具有“镂空”效果的转杯纺色纺面料。
技术特征:
1.一种具有“镂空”效果的转杯纺色纺面料的纺制方法,所述纱线由主体部分和细节部分组成,其中所述纱线的主体部分长度为800~1200mm,细节部分长度为35~80mm;所述纱线细节部分的线密度为主体部分线密度的50~80%;所述纱线主体部分和细节部分为相间分布;所述纱线所用原料为100%环保粘胶经染色后将不同颜色的原料分别通过配棉、混棉、梳棉、并条工序后在改造转杯纺纺组件后进行生产制得,将纱线织成面料后,会产生一种镂空”效果的转杯纺色纺面料。2.根据权利要求1所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线的主体部分长度为800~1200mm,细节部分长度为35~80mm。3.根据权利要求1所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线主体部分的条干cv%值为11%~13%。4.根据权利要求1所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线细节部分的线密度为主体部分线密度的50~80%;纱线的平均断裂强度为11cn/tex~13cn/tex。5.根据权利要求1所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线主体部分和细节部分为相间分布。6.根据权利要求1所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线所用原料为100%环保粘胶经染色后,将其中1~3种彩色环保粘胶纤维和环保粘胶纤维混合通过配棉、混棉、梳棉、并条工序后在改造转杯纺纺组件后进行生产制得。7.根据权利要求6所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,在转杯纺设备中将给棉机构改造为一种“圆弧”形状的皮辊和给棉罗拉组成的给棉机构。8.根据权利要求7所述的一种“圆弧”形状的皮辊,其特征在于,所述圆弧所对的圆心角的度数为320~350度,圆弧所对应的弦长ab为0.5~2cm,转速为8~15r/min。9.根据权利要求6所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,所述纱线的生产参数:转杯纺纺纱速度280m/min,熟条定量21.5g/5m,喂入比0.99,总牵伸倍数218倍,纺杯转速8000r/min,引纱速度230m/min,捻系数为380。10.根据权利要求6所述的一种具有“镂空”效果的转杯纺色纺面料的纺制方法,其特征在于,适合生产的支数为8~60s。
技术总结
本发明公开了一种具有“镂空”效果的转杯纺面料的纺制方法,所述纱线由主体部分和细节部分组成。所述纱线的主体部分长度为800~1200mm,细节部分长度为35~80mm;所述纱线细节部分的线密度为主体部分线密度的50~80%;所述纱线主体部分和细节部分为相间分布。所述纱线所用原料为100%环保粘胶经染色后将不同颜色的原料分别通过配棉、混棉、梳棉、并条工序后在改造转杯纺纺给棉组件中进行生产制得,将纱线织成面料后,会产生一种“镂空”效果的转杯纺色纺面料。本发明专利不仅解决了转杯纺产品单一的不足,并且也提高了企业的市场竞争力。并且也提高了企业的市场竞争力。
技术研发人员:杨燿斌 杨克孝 刘东升 刘国奇 荣慧
受保护的技术使用者:百隆东方股份有限公司
技术研发日:2021.09.24
技术公布日:2021/11/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。