1.本技术涉及炊具制造技术领域,尤其涉及一种在炊具上形成装饰防护层的方法和一种炊具。
背景技术:
2.炊具是人们日常生活必不可少的一种生活用具,随着社会经济的发展,人们对于炊具的需求逐渐由纯功能性向既有功能性又有装饰性变化;铁制炊具在运输、保存和使用过程中,受潮湿等复杂环境影响容易生锈,为保护铁制炊具常见的一种做法是在铁制炊具表面覆盖一层植物油,经过烧结形成防护层,然而单层植物油防护层对于炊具耐腐蚀性能的提升有限。
3.在某些现有技术中,采用复合防护层的方法提升炊具的耐腐蚀性能,例如,先在炊具表面形成硬质氧化层或镀层,再在硬质氧化层或镀层表面覆盖一层植物油,经过烧结后形成复合防护层,然而,这种方式需要进行氧化、掺杂或镀膜工艺,极大地增加了炊具的制作成本。
4.因此,急需开发一种能够低成本地提高炊具耐腐蚀性能的在炊具上形成装饰防护层的方法。
技术实现要素:
5.本技术的目的在于提供一种在铁质炊具上形成装饰防护层的方法及铁质炊具,解决现有技术中单层植物油防护层对于炊具耐腐蚀性能的提升有限、复合防护层极大地增加了炊具的制作成本的问题。
6.本技术的目的通过以下技术方案实现:
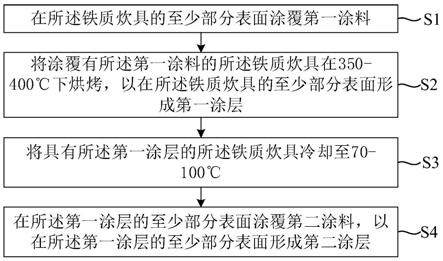
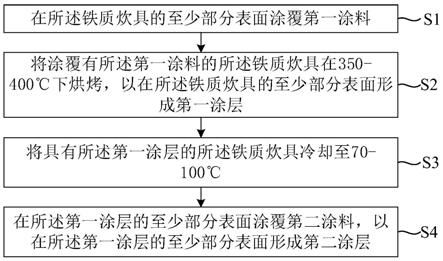
7.第一方面,本技术提供一种在铁质炊具上形成装饰防护层的方法,所述方法包括:步骤s1:在所述铁质炊具的至少部分表面涂覆第一涂料,所述第一涂料包括第一植物油或第一植物油与有机硅耐高温涂料的混合物中的一种;步骤s2:将涂覆有所述第一涂料的所述铁质炊具在350
‑
400℃下烘烤,以在所述铁质炊具的至少部分表面形成第一涂层;步骤s3:将具有所述第一涂层的所述铁质炊具冷却至70
‑
100℃;步骤s4:在70
‑
100℃下,在所述第一涂层的至少部分表面涂覆第二涂料,以在所述第一涂层的至少部分表面形成第二涂层,其中,所述第二涂料包括第二植物油,所述装饰防护层包括所述第一涂层和第二涂层。
8.该技术方案的有益效果在于:在铁质炊具表面的第一涂层上面增设第二涂层,能够填补第一涂层的微小孔隙,同时增加装饰防护层的厚度,有效地阻止腐蚀性物质作用于铁质炊具的基体,进而提高了铁质炊具的耐腐蚀性能;同时,第二涂层是利用在铁质炊具表面形成第一涂层时的余热进行固化的,节约了能源,第二涂层的形成方法工艺简单,易于操作,节省了设备和人工,在获得较高的耐腐蚀性能的同时降低了铁质炊具的制作成本。
9.进一步地,在步骤s2中,所述铁质炊具的烘烤时间为20
‑
30min。该技术方案的有益效果在于:合适的烘烤时间有利于第一涂层的固化,提高第一涂层的韧性,同时避免第一涂
层烧焦。
10.进一步地,所述第一涂层的厚度为15
‑
25μm。
11.进一步地,在步骤s4中,所述第二植物油的种类包括棕榈油、亚麻油、橄榄油、芥花籽油、葡萄籽油或大豆油中的一种或多种组合。
12.进一步地,在步骤s1之后,步骤s2之前,所述方法还包括:步骤s5:将涂覆有所述第一涂料的所述铁质炊具在200
‑
280℃预热,所述预热时间为8
‑
15min。该技术方案的有益效果在于:预热有助于减小涂覆有第一涂料的铁质炊具在烘烤时与外界的初始温差,降低铁质炊具基体和第一涂料所形成的涂层的升温速率,防止因铁质炊具基体和第一涂料所形成的涂层的升温速率相差过大导致的第一涂层开裂、结合不良等现象。
13.进一步地,在步骤s1之前,所述方法还包括:步骤s6:对所述铁质炊具的至少部分表面进行抛光处理,或对所述铁质炊具的至少部分表面进行抛光处理后再进行磨光处理。该技术方案的有益效果在于:抛光或抛光加磨光处理能够产生镜面效果,增强装饰防护层的装饰性。
14.进一步地,在步骤s1中,以重量百分比计,所述第一涂料包括第一植物油70
‑
95%、有机硅耐高温涂料5
‑
30%。该技术方案的有益效果在于:包括有机硅耐高温涂料的第一涂料能够形成不同底色的第一涂层,增强装饰防护层的装饰性。
15.进一步地,所述在所述铁质炊具的至少部分表面涂覆第一涂料的涂覆方法包括刷涂、喷涂、浸涂中的一种或多种组合。
16.进一步地,所述第一涂料包括棕榈油,所述涂覆方法包括刷涂。该技术方案的有益效果在于:棕榈油是一种天然的高效抗氧化物质,以棕榈油作为原料形成第一涂层,能够提高铁质炊具的抗氧化性。
17.第二方面,本技术还提供一种铁质炊具,所述铁质炊具的至少部分表面设有装饰防护层,所述装饰防护层由上述任一项所述的在铁质炊具上形成装饰防护层的方法形成。
18.上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,并可依照说明书的内容予以实施,以下以本技术的较佳实施例并配合详细附图说明如后。
附图说明
19.图1是本技术实施例的在炊具上形成装饰防护层的方法的流程示意图。
具体实施方式
20.现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本技术更全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。
21.参见图1,本技术实施例提供一种在铁质炊具上形成装饰防护层的方法,所述方法包括步骤s1~s4。
22.在一些实施方式中,在步骤s1之前,所述方法还可以包括:步骤s6:对所述铁质炊具的至少部分表面进行抛光处理,或对所述铁质炊具的至少部分表面进行抛光处理后再进行磨光处理。抛光或抛光加磨光处理能够产生镜面效果,增强装饰防护层的装饰性。
23.步骤s1:在所述铁质炊具的至少部分表面涂覆第一涂料,所述第一涂料包括第一
植物油或第一植物油与有机硅耐高温涂料的混合物中的一种。
24.在一些实施方式中,在步骤s1中,以重量百分比计,所述第一涂料包括第一植物油70
‑
95%、有机硅耐高温涂料5
‑
30%。包括有机硅耐高温涂料的第一涂料能够形成不同底色的第一涂层,增强装饰防护层的装饰性。
25.在一些实施方式中,所述在所述铁质炊具的至少部分表面涂覆第一涂料的涂覆方法包括刷涂、喷涂、浸涂中的一种或多种组合。其中,浸涂是指:将铁质炊具浸入温度为20
‑
40℃的第一涂料中,浸泡1
‑
10秒后取出。
26.在一些实施方式中,所述第一涂料包括棕榈油,所述涂覆方法包括刷涂。棕榈油是一种天然的高效抗氧化物质,以棕榈油作为原料形成第一涂层,能够提高铁质炊具的抗氧化性。
27.在一些实施方式中,在步骤s1之后,步骤s2之前,所述方法还可以包括:步骤s5:将涂覆有所述第一涂料的所述铁质炊具在200
‑
280℃预热,所述预热时间为8
‑
15min。预热有助于减小涂覆有第一涂料的铁质炊具在烘烤时与外界的初始温差,降低铁质炊具基体和第一涂料所形成的涂层的升温速率,防止因铁质炊具基体和第一涂料所形成的涂层的升温速率相差过大导致的第一涂层开裂、结合不良等现象。
28.步骤s2:将涂覆有所述第一涂料的所述铁质炊具在350
‑
400℃下烘烤,以在所述铁质炊具的至少部分表面形成第一涂层。
29.在一些实施方式中,在步骤s2中,所述铁质炊具的烘烤时间为20
‑
30min。合适的烘烤时间有利于第一涂层的固化,提高第一涂层的韧性,同时避免第一涂层烧焦。
30.在一些实施方式中,所述第一涂层的厚度为15
‑
25μm。
31.步骤s3:将具有所述第一涂层的所述铁质炊具冷却至70
‑
100℃。
32.步骤s4:在70
‑
100℃下,在所述第一涂层的至少部分表面涂覆第二涂料,以在所述第一涂层的至少部分表面形成第二涂层,其中,所述第二涂料包括第二植物油。优选的,第一涂层的至少部分表面涂覆第二涂料后,在70
‑
100℃下保温10
‑
30min。
33.在一些实施方式中,在步骤s4中,所述第二植物油的种类包括棕榈油、亚麻油、橄榄油、芥花籽油、葡萄籽油或大豆油中的一种或多种组合。
34.将最传统的涂覆植物油的铁质炊具烘烤后再涂植物油,是在烘干后热的铁质炊具上涂抹一层植物油而形成一层紧致的保护膜,以隔绝空气与水分的侵蚀,达到更好的防锈效果。这层油膜不仅能够节省烹饪用油,还能防止烹饪过程中粘锅的情况发生,并具有养锅作用,可以有效延长铁质炊具的使用寿命,而且使得铁质炊具表面色泽饱满,均匀光亮。
35.由此,在本技术实施例提供的技术方案中,在铁质炊具表面的第一涂层形成后,通过特定的条件和制作工艺,在第一涂层表面形成第二涂层,第二涂层具有特别的黑曜石色泽,第二涂层能够填补第一涂层的微小孔隙,同时增加防护层的厚度,有效地阻止腐蚀性物质作用于铁质炊具的基体,进而提高了铁质炊具的耐腐蚀性能;同时,第二涂层是利用在铁质炊具表面形成第一涂层时的余热进行固化的,节约了能源,第二涂层的形成方法工艺简单,易于操作,节省了设备和人工,在获得较高的耐腐蚀性能的同时降低了铁质炊具的制作成本。
36.本技术实施例还提供一种铁质炊具,所述铁质炊具的至少部分表面设有装饰防护层,所述装饰防护层由上述任一实施方式所述的在铁质炊具上形成装饰防护层的方法形
成,形成的装饰防护层手感光滑,并天然的具有黑曜石的光泽,具有较强的装饰性。
37.实施例
38.如无特殊说明,本技术实施例所采用的第一植物油、第二植物油均可通过商购获得,所述有机硅耐高温涂料购自泰州市四联化工有限公司,型号为300℃
‑
a。
39.实施例1
40.将铸铁炊具的全部表面采用刷涂的方式,涂覆棕榈油;将表面涂覆有棕榈油的铸铁炊具放入高温烘烤炉,在380℃下烘烤30分钟,通过冷却房将铸件冷却,此时,铸铁炊具表面形成的第一涂层的干膜厚度为17μm;当冷却至铸铁炊具的温度为90℃时,在第一涂层的表面涂抹一层棕榈油,待铸铁炊具完全冷却后,得到表面带有第一涂层和第二涂层的铸铁炊具。
41.实施例2
42.采用喷涂的方式,将以重量百分比计包含90%的色拉油和10%的有机硅耐高温涂料的第一涂料涂覆在薄铁炊具的部分表面;将表面涂覆有第一涂料的薄铁炊具放入高温烘烤炉,在360℃下烘烤25分钟,通过冷却房将铸件冷却,此时,薄铁炊具表面形成的第一涂层的干膜厚度为15μm;当冷却至薄铁炊具的温度为85℃时,在第一涂层的表面涂抹一层亚麻油,待薄铁炊具完全冷却后,得到表面带有第一涂层和第二涂层的薄铁炊具。
43.实施例3
44.首先对铸铁炊具表面进行抛光处理,然后采用喷涂的方式,将以重量百分比计包含95%的色拉油和5%的有机硅耐高温涂料的第一涂料涂覆在铸铁炊具的经过抛光处理的部分表面;将表面涂覆有第一涂料的铸铁炊具放入高温烘烤炉,在370℃下烘烤25分钟,通过冷却房将铸件冷却,此时,铸铁炊具表面形成的第一涂层的干膜厚度为16μm;当冷却至铸铁炊具的温度为85℃时,在第一涂层的表面涂抹一层橄榄油,待铸铁炊具完全冷却后,得到表面带有第一涂层和第二涂层的铸铁炊具。
45.实施例4
46.将铸铁炊具浸入到20℃的橄榄油中,2秒后取出;将表面涂覆有橄榄油的铸铁炊具置于240℃的环境中预热,预热时间为12分钟;然后将预热后的铸铁炊具放入高温烘烤炉,在370℃下烘烤30分钟,通过冷却房将铸件冷却,此时,铸铁炊具表面形成的第一涂层的干膜厚度为20μm;当冷却至铸铁炊具的温度为80℃时,在第一涂层的表面涂抹一层芥花籽油,待铸铁炊具完全冷却后,得到表面带有第一涂层和第二涂层的铸铁炊具。
47.对比例1
48.采用喷涂的方式,将色拉油涂覆在铸铁炊具表面;将表面涂覆有色拉油的铸铁炊具放入高温烘烤炉,在370℃下烘烤25分钟,通过冷却房将铸件完全冷却,此时,铸铁炊具表面形成的第一涂层的干膜厚度为15μm。
49.性能检测:
50.1、耐盐雾腐蚀性
51.1.1采用gb/t6461
‑
2002规定的程序和试验条件对实施例1至4及对比例1所得到的铁质炊具进行盐雾试验,记录铁质炊具的耐腐蚀时间。
52.1.2试验结束后,按照gb/t6461
‑
2002中的简易9级制定法判别上述铁质炊具的腐蚀等级。
53.性能检测结果如下表所示:
54.实施例盐雾试验实施例13小时,腐蚀等级为9实施例23小时,腐蚀等级为8实施例36小时,腐蚀等级为7实施例46小时,腐蚀等级为6对比例115分钟,腐蚀等级为6
55.通过性能检测可以明确:本技术实施例所提供的在铁质炊具上形成装饰防护层的方法所形成的装饰防护层,相比于单层植物油防护层,耐腐蚀性能显著提高。
56.另外,本技术实施例所提供的在铁质炊具上形成装饰防护层的方法所形成的装饰防护层手感光滑,并天然的具有黑曜石的光泽,具有较强的装饰性。
57.尽管上面已经示出和描述了本技术的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本技术的限制,本领域的普通技术人员在不脱离本技术的原理和宗旨的情况下,在发明的范围内可以对上述实施例进行变化、修改、替换和变型,所有的这些改变都应该属于本技术权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。