1.本发明涉及聚氨酯混炼胶技术领域,具体为一种汽车减震件防尘罩用聚氨酯混炼胶。
背景技术:
2.以聚醚型聚氨酯橡胶ur101为主体所制成的聚氨酯混炼胶,除了具有优异的耐磨性以外,还具有较高的弹性和机械强度、优异的耐油性、耐水解性和耐臭氧老化性,良好的耐疲劳性能、耐热性、耐低温性和加工稳定性,并且硬度范围宽广,通过不同的混炼胶配方可制成从35~95a的材料。
3.汽车减震件防尘罩一般应用在汽车上较为关键的部件上,如气缸,活塞杆,丝杠、光杠、轴、立柱等零部件,它的主要作用是有效保护该部件不受灰尘等外部因素的污染与破坏。一般使用过程中,减震件防尘罩能够随减震部件做伸开或者压缩运动,因此,它的形状一般为波纹状,需要有较好的耐曲挠疲劳性、弹性、耐磨性和耐老化性,硬度一般在邵氏50~80a。为了满足减震件防尘罩的性能要求,一般可以选择天然橡胶、硅橡胶、三元乙丙橡胶、丁腈橡胶、聚氨酯橡胶等材质的混炼胶。随着汽车市场的升级换代和国产品牌的兴起,我国汽车工业目前正处在一个换挡提速时期,车辆对橡胶制品的性能和质量提出了更高要求,橡胶零部件需要大幅度提高耐磨、耐热、耐寒、耐油、耐老化等各项指标。相对来说,在上述多种材质的防尘罩中,聚氨酯橡胶做成的防尘罩性能较好,近年来有不少厂商在一些关键部件的汽车防尘罩上采用了聚氨酯橡胶,进一步提它的使用寿命和性能。
4.当选择聚氨酯混炼胶做汽车减震件防尘罩时,除了耐曲挠性、弹性、耐磨性和耐老化性等需要满足要求以外,还需要考虑它的易脱模性,因为聚氨酯极性较强,容易粘模,并且因为防尘罩的形状一般多为波纹状,进一步增加了脱模的难度。另外,在配方方面还需要考虑它的成型加工工艺,通常选择注射成型工艺会明显要比模压成型工艺具有更高的生产效率和成品率(产生更少的飞边),但与此同时,注射成型要求胶料具有更好的流动性、更好的抗焦烧性能、更快的硫化速度和更好的排气性等,这是聚氨酯混炼胶做汽车防尘罩需要解决的主要问题,为此,我们提出了一种汽车减震件防尘罩用聚氨酯混炼胶,以解决上述存在的问题。
技术实现要素:
5.本发明的目的在于提供一种汽车减震件防尘罩用聚氨酯混炼胶,具备良好的工艺操作性和脱模效果的优点,解决了聚氨酯极性较强,容易粘模,并且因为防尘罩的形状一般多为波纹状,进一步增加了脱模的难度和工艺操作性不好的问题。
6.为实现上述目的,本发明提供如下技术方案:一种汽汽车减震件防尘罩用聚氨酯混炼胶,所述聚氨酯混炼胶配方按重量份数由以下原料组成:100质量份聚醚聚氨酯生胶ur101,0.5~1质量份硬酯酸,10~20质量份高耐磨炭黑n330,10~20质量份沉淀法白炭黑,10~30质量份增塑剂,10~20质量份硅土,0.5~2.0质量份硅烷偶联剂a
‑
172,0.5~2.0质
量份抗氧剂245,2~4质量份交联助剂,2~6质量份防焦烧型过氧化物硫化剂,3~5质量份加工助剂。
7.优选的,所述混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
8.优选的,所述混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
9.优选的,根据权利要求1所述的一种汽车减震件防尘罩用聚氨酯混炼胶,其特征在于:所述混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
10.优选的,所述沉淀法白炭黑为补强性好、相容性好的沉淀法白炭黑,例如sil
‑
233、180bd等。
11.优选的,所述增塑剂为与聚醚型聚氨酯相容性好的增塑剂,例如doa、dinch、tp
‑
95等。
12.优选的,述硅土为天然未经表面处理的硅土产品,如sillitin n82、n85、n87等。
13.优选的,所述交联助剂为提高硫化速度的配合剂,如tmptma、taic等。
14.优选的,所述防焦烧型过氧化物硫化剂为适合聚氨酯橡胶的防焦烧型硫化剂,如dcp
‑
40sd、dc40p
‑
sp2等。
15.优选的,所述加工助剂是为改善脱模效果的配合剂,如模得乐985p、模得丽935p、聚乙烯蜡等,所述混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
16.与现有技术相比,本发明的有益效果是:本发明通过采用ur101生胶、硬脂酸和高耐磨炭黑等一些原料作为生产聚氨酯混炼胶的原材料,解决了聚氨酯极性较强,容易粘模,并且因为防尘罩的形状一般多为波纹状,进一步增加了脱模的难度和工艺操作性不好的问题,该用于生产聚氨酯混炼胶配方,具备胶料的基本物性可以满足:邵氏硬度65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%,混炼胶的大转子门尼粘度(预热1min,测试4min)可以控制在30
‑
40,满足注射成型工艺,胶料防焦烧性能好,经检测硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒,有利于注射成型加工过程中的胶料流动和混炼胶具有良好的脱模效果,制品模具不用脱模剂也能脱模的优点,从综合性能上来看,可以满足防尘罩对胶料性能的要求和工艺要求,值得推广使用。
具体实施方式
17.下面将通过实施例的方式对本发明作更详细的描述,这些实施例仅是举例说明性的而没有任何对本发明范围的限制。
18.本发明提供一种技术方案:一种汽车减震件防尘罩用聚氨酯混炼胶,聚氨酯混炼胶配方按重量份数由以下原料组成:100质量份聚醚聚氨酯生胶ur101,0.5~1质量份硬酯酸,10~20质量份高耐磨炭黑n330,10~20质量份沉淀法白炭黑,10~30质量份增塑剂,10~20质量份硅土,0.5~2.0质量份硅烷偶联剂a
‑
172,0.5~2.0质量份抗氧剂245,2~4质量份交联助剂,2~6质量份防焦烧型过氧化物硫化剂,3~5质量份加工助剂。
19.实施例一:
20.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1
份,炭黑n330 10份,沉淀法白炭黑180bd 20份,增塑剂doa 27份,sillitin n82 13份,硅土18.2份,偶联剂a
‑
172 0.8份,抗氧剂245 0.5份,交联助剂tmptma 1.5份,硫化剂dcp
‑
40sd 4份,模得乐985p 3份,聚乙烯蜡1份;
21.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
22.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
23.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
24.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
25.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
26.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
27.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
28.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
29.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
30.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
31.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。
32.实施例二:
33.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1份,炭黑n330 18份,沉淀法白炭黑180bd 20份,增塑剂doa 28份,sillitin n82 19份,偶联剂a
‑
172 1.4份,抗氧剂245 1.6份,交联助剂tmptma 3份,硫化剂dcp
‑
40sd 4份,模得乐985p 3份,聚乙烯蜡1份;
34.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
35.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
36.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
37.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
38.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
39.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
40.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
41.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
42.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
43.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
44.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。
45.实施例三:
46.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1份,炭黑n330 17份,沉淀法白炭黑180bd 19份,增塑剂doa 29份,sillitin n82 20份,偶联剂a
‑
172 1.4份,抗氧剂245 1.6份,交联助剂tmptma 3份,硫化剂dcp
‑
40sd 4份,模得乐985p 3份,聚乙烯蜡1份;
47.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
48.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
49.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
50.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
51.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
52.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
53.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
54.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
55.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
56.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
57.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。
58.实施例四:
59.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1份,炭黑n330 18份,沉淀法白炭黑180bd 19份,增塑剂doa 29份,sillitin n82 19份,偶联剂a
‑
172 1.2份,抗氧剂245 1.8份,交联助剂tmptma 3份,硫化剂dcp
‑
40sd 4份,模得乐985p 3份,聚乙烯蜡1份;
60.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
61.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
62.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
63.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
64.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
65.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
66.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
67.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
68.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
69.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
70.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。
71.实施例五:
72.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1份,炭黑n330 18份,沉淀法白炭黑180bd 19份,增塑剂doa 28份,sillitin n82 19份,偶联剂a
‑
172 1.4份,抗氧剂245 1.6份,交联助剂tmptma 4份,硫化剂dcp
‑
40sd 4份,模得乐985p份2,聚乙烯蜡2份;
73.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
74.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
75.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
76.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
77.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
78.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
79.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
80.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
81.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
82.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
83.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。
84.实施例六:
85.本实施例举例的用于生产聚氨酯混炼胶配方,质量份数:ur101 100份,硬酯酸1份,炭黑n33019份,沉淀法白炭黑180bd 17份,增塑剂doa 29份,sillitin n82 20份,偶联剂a
‑
172 1.4份,抗氧剂245 1.6份,交联助剂tmptma 3份,硫化剂dcp
‑
40sd 4份,模得乐985p 3份,聚乙烯蜡1份;
86.按上述配方配料、混炼均匀后,测定胶料硫变性能(mdr)、门尼粘度,175℃
×
6min硫化试片,注射成型工艺硫化制品,经停放后检测各项物性。
87.本实施例中,混炼胶的基本物性为邵氏硬度:65
±
5a,拉伸强度≥12mpa,断裂伸长率≥300%,撕裂强度≥25kn/m,回弹性≥25%。
88.本实施例中,混炼胶100℃大转子门尼粘度(预热1min,测试4min)可控制在30
‑
40。
89.本实施例中,混炼胶硫变性能(mdr),175℃无转子硫变仪检测15分钟,焦烧时间(ts2)大于100秒。
90.本实施例中,混炼胶具有良好的脱模效果,制品模具可以不用脱模剂。
91.本实施例中,沉淀法白炭黑180bd为补强性好、相容性好的沉淀法白炭黑。
92.本实施例中,增塑剂doa为与聚醚型聚氨酯相容性好的增塑剂。
93.本实施例中,硅土sillitin n82为天然未经表面处理的硅土产品。
94.本实施例中,交联助剂tmptma为提高硫化速度的配合剂。
95.本实施例中,防焦烧型过氧化物硫化剂dcp
‑
40sd为适合聚氨酯橡胶的防焦烧型硫化剂。
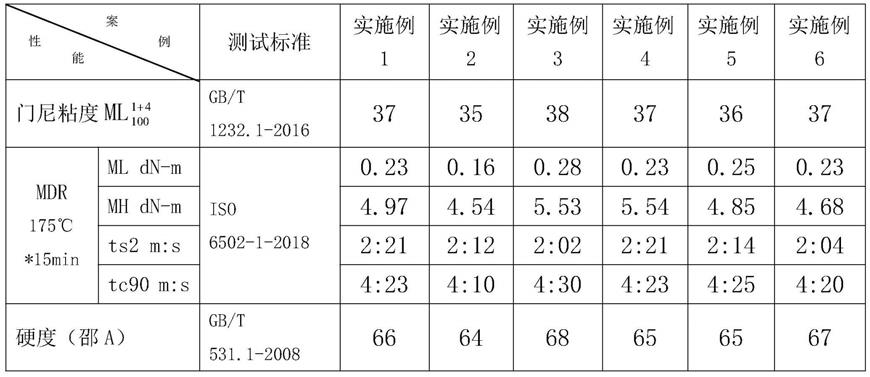
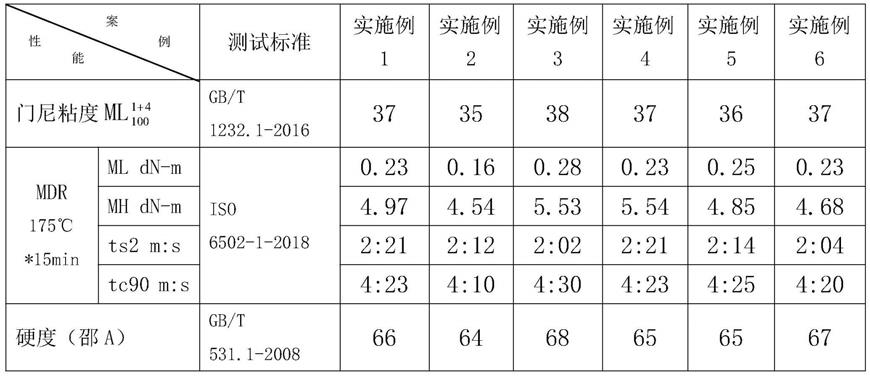
96.本实施例中,加工助剂模得乐985p、聚乙烯蜡为改善脱模效果的配合剂。测试结果如下表所示:
[0097][0098][0099]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。