1.本发明属于主阀组成智能组装生产线设备,具体为一种主阀组成组装用双轴变位机。
背景技术:
2.主阀组成包括前盖组成、下盖组成、缓解阀组成、滑阀组成、上盖组成五大部分。由于主阀体的组装较为复杂,装配流程为前盖组成安装
→
下盖组成安装
→
缓解阀组成安装
→
滑阀组成安装
→
上盖组成安装。
3.由于主阀组成零部件较多,且前盖、上盖、缓解阀、下盖组成的四个装配平面相互平行或垂直,装配过程中需要多次翻转主阀体,人工翻转劳动强度大、装配难度高、且效率很低。
技术实现要素:
4.本发明的目的在于:本发明提供了一种主阀组成组装用双轴变位机,解决了现有主阀体组装装配翻转困难的问题。
5.本发明目的通过下述技术方案来实现:一种主阀组成组装用双轴变位机,包括翻转机构,翻转机构上设有旋转的旋转机构,旋转机构上设有旋转的工装夹具,旋转机构的旋转轴线与工装夹具的旋转轴线垂直。翻转机构和旋转机构共同旋转作用,通过相垂直的旋转轴线布置,方便主阀组成各个端面的调整。
6.进一步的,所述的翻转机构滑动设在滑阀底座上。通过滑阀底座实现翻转机构、旋转机构和工装夹具的滑移,将主阀组成从上料位滑移至装配位。
7.进一步的,所述的滑阀底座包括底座,底座上设有滑移的过渡板,底座与过渡板之间设有滑移驱动件,过渡板与翻转机构连接。
8.进一步的,所述的底座的底部外侧固定有支撑板,支撑板上固定有调整螺母,调整螺母内设有调整螺钉,调整螺钉的底部与调整垫板接触。同样的,底座也可以采用螺纹套、垫板等其它的调高机构。
9.进一步的,所述的滑移驱动件为无杆式气缸,无杆式气缸的固定部固定在安装件上,安装件固定在底座上,无杆式气缸的活动部与驱动板连接,驱动板与过渡板连接。同样的,底座也可以采用油缸、丝杠滑块、齿轮齿条等其它的驱动方式。
10.进一步的,所述的底座上设有水平的滑轨,滑轨上设有滑动的滑块,滑块与过渡板连接。同样的,底座与过渡板之间也可采用直接接触、气浮、油浮、磁浮等其它滑动配合方式。
11.进一步的,所述的翻转机构包括支撑座,支撑座内设有翻转驱动件,翻转驱动件与翻转板连接,翻转板与旋转机构连接。
12.进一步的,所述的支撑座上设有水平限位件和垂直限位件。
13.进一步的,所述的翻转驱动件包括伺服电机i,伺服电机i与减速机i连接,减速机i
与驱动齿轮i连接,驱动齿轮i与回转支撑i的外齿啮合,回转支撑i与翻转板连接。同样的,翻转板也可以采用铰接油缸摆动、绳索拉拽等其它旋转驱动方式。
14.进一步的,所述的旋转机构包括l形的旋转座,旋转座内设有旋转驱动件,旋转驱动件与工装夹具连接,工装夹具位于旋转座的一端面,旋转座的另一端面与翻转机构连接。
15.进一步的,所述的旋转驱动件包括伺服电机ii,伺服电机ii与减速机ii连接,减速机ii与驱动齿轮ii连接,驱动齿轮ii与回转支撑ii的外齿啮合,回转支撑ii与工装夹具连接。同样的,旋转底板也可以采用铰接油缸摆动、绳索拉拽等其它旋转驱动方式。
16.进一步的,所述的工装夹具包括旋转底板,旋转底板的一端设有阻挡件,旋转底板上设有位于两侧的支撑组件,旋转底板上设有位于一侧的旋转压紧部件和位于另一侧的固定压紧部件。
17.进一步的,所述的阻挡件为竖向布置的阻挡气缸。
18.进一步的,所述的支撑组件为支撑条块,支撑条块的外侧设有支撑滚轮。
19.进一步的,所述的旋转压紧部件和固定压紧部件上均设有挡边条。
20.进一步的,所述的支撑组件之间设有线缆遮挡板。
21.进一步的,所述的旋转压紧部件包括旋转的压紧块i,压紧块i设在升降块i上,压紧块i上设有朝下的压紧柱,压紧块i的旋转轴向、压紧柱的轴线和旋转底板的旋转轴线相互平行。
22.进一步的,所述的固定压紧部件包括压紧块ii,压紧块ii上设有朝下的压紧柱。压紧块ii可采用阻挡件顶撑压紧的方式,也可以采用升降压紧的方式。
23.本发明的有益效果:通过变位机来实现不同位置的主阀组装效果,智能化程度高,可降低劳动强度,提高生产效率。
24.前述本发明主方案及其各进一步选择方案可以自由组合以形成多个方案,均为本发明可采用并要求保护的方案;且本发明,(各非冲突选择)选择之间以及和其他选择之间也可以自由组合。本领域技术人员在了解本发明方案后根据现有技术和公知常识可明了有多种组合,均为本发明所要保护的技术方案,在此不做穷举。
附图说明
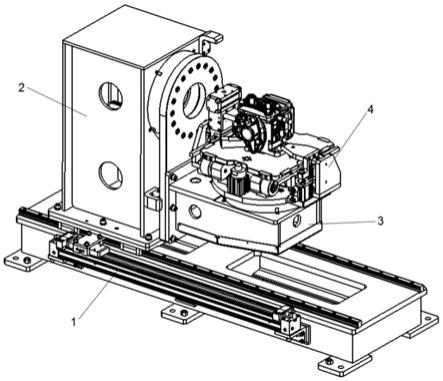
25.图1是本发明的结构立体图。
26.图2是本发明的结构主视图。
27.图3是本发明的结构侧视图。
28.图4是本发明的结构俯视图。
29.图5是本发明滑阀底座的结构主视图。
30.图6是本发明滑阀底座的结构侧视图。
31.图7是本发明滑阀底座的结构俯视图。
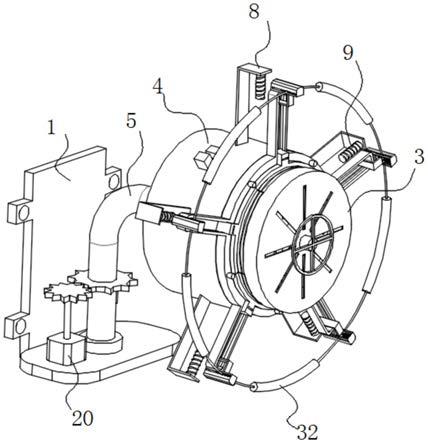
32.图8是本发明翻转机构的结构立体图。
33.图9是本发明翻转机构的结构主视图。
34.图10是本发明翻转机构的结构侧视图。
35.图11是图10的a
‑
a向视图。
36.图12是本发明旋转机构的结构立体图。
37.图13是本发明旋转机构的结构主视图。
38.图14是本发明旋转机构的结构侧视图。
39.图15是本发明旋转机构的结构俯视图。
40.图16是本发明工装夹具的结构立体图。
41.图17是本发明工装夹具的结构主视图。
42.图18是本发明工装夹具的结构俯视图。
43.图中:1
‑
滑阀底座,2
‑
翻转机构,3
‑
旋转机构,4
‑
工装夹具。
44.101
‑
调整垫板,102
‑
调整螺钉,103
‑
调整螺母,104
‑
底座,105
‑
无杆式气缸,106
‑
过渡板,107
‑
滑块,108
‑
滑轨,109
‑
驱动板,116
‑
安装件,123
‑
支撑板。
45.201
‑
支撑座,206
‑
水平限位件,208
‑
翻转板,209
‑
齿轮护罩i,210
‑
侧封板,216
‑
回转支撑i,217
‑
驱动齿轮i,219
‑
安装板i,220
‑
调整块i,223
‑
减速机i,224
‑
伺服电机i,225
‑
后护罩,228
‑
垂直限位件。
46.302
‑
旋转座,306
‑
大护罩,308
‑
齿轮护罩ii,309
‑
回转支撑ii,314
‑
驱动齿轮ii,315
‑
安装板ii,316
‑
调整块ii,320
‑
减速机ii,321
‑
伺服电机ii。
47.401
‑
旋转底板,402
‑
阻挡气缸,404
‑
支撑组件,405
‑
挡边条,407
‑
旋转压紧部件,409
‑
线缆遮挡板,412
‑
固定压紧部件,416
‑
支撑滚轮,417
‑
压紧块i,418
‑
压紧柱,419
‑
升降块i,420
‑
压紧块ii。
具体实施方式
48.下列非限制性实施例用于说明本发明。
49.实施例1:
50.参考图1~图4所示,一种主阀组成组装用双轴变位机,包括滑阀底座1、翻转机构2、旋转机构3和工装夹具4。
51.翻转机构2滑动设在滑阀底座1上,翻转机构能够相对滑阀底座水平滑移,将翻转机构、旋转机构和工装夹具一并从上料位滑移至装配位,以进行主阀组成的组装。
52.翻转机构2上设有旋转的旋转机构3,旋转机构能够相对翻转机构旋转,从而调整工装夹具的位置朝向,实现工装夹具水平或垂直两个装配状态的调整。旋转机构3上设有旋转的工装夹具4,工装夹具能够相对旋转机构旋转,从而改变本身的位置朝向,实现工装夹具四个侧面的位置调整。
53.工装夹具用于夹持待组装的主阀组成,实现主阀组成的固定安装,工装夹具可以适用多种型号主阀组成的装夹固定。同时保证旋转机构3的旋转轴线与工装夹具4的旋转轴线垂直,从而通过旋转机构和工装夹具的旋转运动配合作用,能够实现主阀组成不同位置朝向的改变,将装配面调整至更加有利于人员操作装配的位置。
54.参考图5~图7所示,滑阀底座1包括底座104、过渡板106和滑移驱动件。底座104上固定有水平的滑轨108,滑轨108上设有滑动的滑块107,滑块107与过渡板106连接,实现过渡板106在底座104上的滑移装配。过渡板106与翻转机构2的支撑座201固定连接,实现两者一并位移运动。
55.底座104与过渡板106之间设有滑移驱动件,滑移驱动件为无杆式气缸105,无杆式气缸105两端的固定部固定在安装件116上,安装件116固定在底座104上,无杆式气缸105的
活动部与驱动板109连接,驱动板109与过渡板106连接。通过无杆式气缸提供动力,推动过渡板进行滑移运动。
56.底座104的底部外侧固定有支撑板123,支撑板123上固定有调整螺母103,调整螺母103内设有调整螺钉102,调整螺钉102的底部与调整垫板101接触。通过拧动调整螺钉,能够改变调整垫板与支撑板之间的支撑高度,实现整个底座的支撑调平。
57.参考图8~图11所示,翻转机构2包括支撑座201、翻转驱动件和翻转板208。翻转驱动件包括伺服电机i 224,伺服电机i 224与减速机i 223连接,减速机i 223与驱动齿轮i 217连接,驱动齿轮i 217与回转支撑i 216的外齿啮合,回转支撑i 216与翻转板208连接。通过伺服电机i提供动力,然后通过一系列的传动件,实现翻转板的旋转运动。
58.伺服电机i 224安装在支撑座201内,减速机i 223安装在支撑座201内的安装板i 219上,支撑座201内设有调整块i 220,调整块i上螺纹连接与安装板i接触的螺钉,通过拧动旋转螺钉,改变安装板i的滑移位置,能够调整减速机i在支撑座内的位置。
59.支撑座的外侧设有齿轮护罩i 209,驱动齿轮i 217和回转支撑i 216均位于齿轮护罩i内,回转支撑i安装在齿轮护罩i内,通过驱动齿轮i啮合带动回转支撑i的外齿圈,外齿圈与翻转板固定连接,一并带动翻转板进行旋转运动。翻转板与旋转机构3的旋转座302,实现两者一并运动。
60.支撑座201的两侧通过螺钉连接有侧封板210,通过拆除侧封板,能够对支撑座内的设备进行观测或维修。支撑座201的后侧设有后护罩225,后护罩上设有散热窗,方便支撑座内的设备进行散热。
61.支撑座201上固定有水平限位件206和垂直限位件228,水平、垂直限位件用于对翻转板的运动进行限位挡设。在需要保证工装夹具水平时,翻转板此时位于垂直状态,其前端被水平限位件限位,则不能继续向前翻转。在需要保证工装夹具垂直时,翻转板此时位于水平状态,其上端被垂直限位件限位,则不能继续向上翻转。即翻转板通过两个限位件,仅能实现90
°
的翻转运动。
62.参考图12~图15所示,旋转机构3包括l形的旋转座302和旋转驱动件。工装夹具4位于旋转座302的一端面,旋转座302的另一端面与翻转机构2的翻转板连接,通过旋转座的l形结构,使得旋转机构的旋转轴向与工装夹具的旋转轴向垂直。
63.旋转驱动件包括伺服电机ii 321,伺服电机ii 321与减速机ii 320连接,减速机ii 320与驱动齿轮ii 314连接,驱动齿轮ii 314与回转支撑ii 309的外齿啮合,回转支撑ii 309与工装夹具4的旋转底板401连接。通过伺服电机ii提供动力,然后通过一系列的传动件,实现旋转底板的旋转运动。
64.伺服电机ii 321水平安装在旋转座302内,减速机ii 320竖直安装在旋转座302内的安装板ii 315上,减速机ii将伺服电机的竖直旋转过渡改变为驱动齿轮ii的水平旋转。旋转座302内设有调整块ii 316,调整块ii 316上螺纹连接与安装板ii接触的螺钉,通过拧动旋转螺钉,改变安装板ii在旋转座内的滑移位置,能够调整减速机ii在支撑座内的位置。
65.旋转座的外侧设有齿轮护罩ii 308,驱动齿轮ii 314和回转支撑ii 309均位于齿轮护罩ii内,回转支撑ii安装在齿轮护罩ii内,通过驱动齿轮ii带动回转支撑ii的外齿圈,外齿圈与旋转底板连接,一并带动旋转板进行旋转运动。
66.旋转座302的底部设有大护罩306,大护罩对旋转座的底部的伺服电机ii和减速机
ii进行防护。
67.参考图16~图18所示,工装夹具4包括旋转底板401、阻挡件、支撑组件404、旋转压紧部件407和固定压紧部件412。旋转底板401的一端设有阻挡件,阻挡件为朝上竖向布置的阻挡气缸402,阻挡气缸用于对主阀组成的底部一端进行阻挡顶撑。
68.旋转底板401上设有位于两侧的支撑组件404,支撑组件用于对主阀组成的底部两侧进行支撑。具体的,支撑组件404为支撑条块,支撑条块能够对主阀组成进行接触支撑。支撑条块的外侧设有支撑滚轮416,支撑滚轮对主阀组成进行支撑,同时方便主阀组成滚动滑移。支撑组件404之间设有线缆遮挡板409,对旋转底板上的线缆进行遮挡。
69.旋转底板401上设有位于一侧的旋转压紧部件407和位于另一侧的固定压紧部件412,旋转压紧部件407和固定压紧部件412上均设有挡边条405,挡边条用于对主阀组成进行挡设。
70.旋转压紧部件407包括旋转的压紧块i 417,压紧块i 417设在升降块i 419上,压紧块i 417上设有朝下的压紧柱418,压紧块i 417的旋转轴向、压紧柱418的轴线和旋转底板401的旋转轴线相互平行。在对主阀体进行夹设时,位于外侧的压紧块i向内旋转,然后向下压设,将压紧柱压设在主阀组成的孔内,实现主阀组成的固定。
71.固定压紧部件412包括压紧块ii 420,压紧块ii 420上设有朝下的压紧柱418,压紧柱418的轴线和旋转底板401的旋转轴线相互平行。在对主阀组成进行夹设时,可以阻挡气缸向上顶撑,使得主阀组成向上,压紧柱对主阀组成的孔进行卡设固定。而也可以将压紧块ii也安装在升降块ii上,通过升降块ii的升降作用,实现夹持固定。上述压紧部件的升降、旋转可以采用气缸、电机等驱动方式。
72.前述本发明基本例及其各进一步选择例可以自由组合以形成多个实施例,均为本发明可采用并要求保护的实施例。本发明方案中,各选择例,与其他任何基本例和选择例都可以进行任意组合。
73.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。