1.本技术涉及太阳能发电技术领域,特别涉及一种太阳能电池、电池片及光伏组件。
背景技术:
2.晶体硅太阳能电池及光伏组件目前仍是技术发展最成熟、应用最为广泛的光伏产品。传统光伏组件的电池串多采用焊带将相邻太阳能电池相互串联,再通过汇流条实现功率输出。叠瓦组件则是将相邻太阳能电池的边缘相互交叠,并采用导电胶实现相邻太阳能电池的电性连接,有效提高光伏组件对受光面积的利用率;且上述叠瓦组件亦无需采用焊带进行相邻太阳能电池的连接,但其仍面临着成本高昂、可靠性较差等问题。
3.近年业内还推出一种“叠焊”组件,将相邻太阳能电池的边缘位置进行交叠,提高受光面积利用率的同时,通过焊带实现相邻太阳能电池的电性连接,此类组件产品中太阳能电池的边缘位置应力较大,易造成边缘隐裂。业内亦公开有一种叠片组件,通过在重叠区域设置导电胶连接相邻太阳能电池,且在所述太阳能电池的表面设置焊带,焊带不延伸至重叠区域。就多主栅电池片而言,其正面主栅宽度较小,上述焊带若出现位置偏斜、脱焊等异常,也会严重影响表面电流的收集与组件产品的功率输出。
4.鉴于此,有必要提供一种新的太阳能电池、电池片及光伏组件。
技术实现要素:
5.本技术目的在于提供一种太阳能电池、电池片及光伏组件,能够降低隐裂风险,保证电流传输性能,提高光伏组件产品的输出功率及可靠性。
6.为实现上述申请目的,本技术提供一种太阳能电池,包括硅基底、设置在所述硅基底表面且沿第一方向延伸的电极主栅,所述太阳能电池还包括沿垂直于第一方向的第二方向延伸设置的边缘主栅,所述电极主栅形成有连接至所述边缘主栅的边缘焊盘。
7.作为本技术的进一步改进,所述边缘焊盘沿第一方向的延伸长度设置为4~8mm;且所述边缘焊盘沿第二方向的宽度设置为0.4~2mm。
8.作为本技术的进一步改进,所述边缘焊盘设置呈梯形,所述边缘焊盘的底边的长度设置为1.6~2.0mm且该底边与所述边缘主栅相接,所述边缘焊盘的顶边远离所述边缘主栅且其长度设置为0.8~1mm。
9.作为本技术的进一步改进,所述边缘焊盘设置呈哑铃状。
10.作为本技术的进一步改进,所述电极主栅还具有沿第一方向间隔排布的若干焊盘。
11.作为本技术的进一步改进,任一所述焊盘均小于所述边缘焊盘。
12.作为本技术的进一步改进,所述电极主栅设置为正面主栅,所述边缘主栅为正面边缘主栅;所述太阳能电池还包括沿第二方向延伸设置的背面边缘主栅,所述背面边缘主栅、正面边缘主栅分别邻近所述硅基底沿第一方向相对的两侧边设置。
13.本技术还提供一种电池片,包括至少两个电池区域,所述电池片经分割可使得至
少其一所述电池区域形成如前所述的太阳能电池。
14.本技术还提供一种光伏组件,包括若干电池串,所述电池串具有沿第一方向依次交叠的若干太阳能电池、设置在相邻所述太阳能电池的交叠区域内的导电层,所述太阳能电池包括沿第一方向延伸的若干电极主栅、沿垂直于第一方向的第二方向延伸设置的边缘主栅,所述电极主栅形成有连接至所述边缘主栅的边缘焊盘;所述电池串还包括连接在所述电极主栅上且与所述交叠区域间隔设置的汇流件。
15.作为本技术的进一步改进,所述汇流件的一端连接在所述边缘焊盘上。
16.作为本技术的进一步改进,所述边缘焊盘沿第一方向的延伸长度设置为4~8mm;且所述边缘焊盘沿第二方向的宽度设置为0.4~2mm。
17.作为本技术的进一步改进,所述电极主栅还具有沿第一方向间隔排布的若干焊盘,任一所述焊盘均小于所述边缘焊盘。
18.作为本技术的进一步改进,所述电极主栅设置为正面主栅,所述边缘主栅为正面边缘主栅,所述太阳能电池还包括沿第二方向延伸设置的背面边缘主栅;所述导电层设置在其一所述太阳能电池的正面边缘主栅与另一所述太阳能电池的背面边缘主栅之间。
19.作为本技术的进一步改进,所述汇流件为连接在所述正面主栅上的正面汇流件;所述太阳能电池还包括沿第一方向延伸的若干背面主栅,所述电池串还包括连接在所述背面主栅上的背面汇流件。
20.作为本技术的进一步改进,所述导电层不超出相应两所述太阳能电池的交叠区域。
21.本技术的有益效果是:本技术太阳能电池通过在电极主栅连接边缘主栅的一端设置边缘焊盘,提高所述电极主栅与边缘主栅连接处的电流传输性能,且结构更为美观。
22.本技术光伏组件的汇流件与导电层相互独立设置,通过所述导电层实现相邻太阳能电池的电性连接,并通过所述汇流件增强太阳能电池表面的电流收集与传输性能。所述汇流件不影响太阳能电池的交叠,降低太阳能电池的边缘隐裂风险,且所述边缘焊盘能够避免所述汇流件邻近所述边缘主栅的末端出现偏斜、脱焊,有效保证所述汇流件与电极主栅的可靠连接,提高产品质量。
附图说明
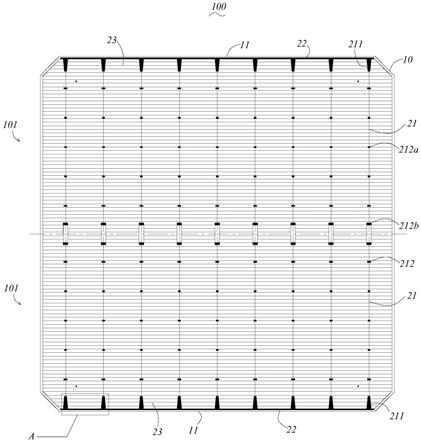
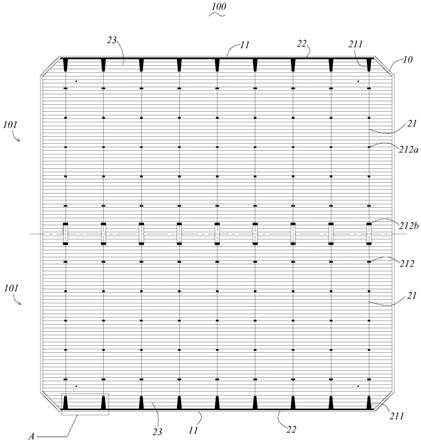
23.图1为本技术电池片一较佳实施例的正面结构示意图;
24.图2为图1中a区域的局部放大图;
25.图3为图1中电池片的背面结构示意图;
26.图4为图3中电池片的背面电极制备过程示意图;
27.图5为本技术电池片另一较佳实施例的正面结构示意图;
28.图6为图5中b区域的局部放大图;
29.图7为本技术光伏组件的部分结构示意图;
30.图8为图7光伏组件中电池串的相邻太阳能电池的连接结构示意图。
31.100-电池片;101-太阳能电池;1-硅基底;21-正面主栅;211-边缘焊盘;212-焊盘;212a-第一焊盘;212b-第二焊盘;22-正面边缘主栅;23-正面副栅;31-背面主栅;311-子电极;312-框状部;313-连接部;32-背面边缘主栅;33-背面副栅;200-电池串;201-交叠区域;
202-导电层;203-正面汇流件;204-背面汇流件。
具体实施方式
32.以下将结合附图所示的实施方式对本技术进行详细描述。但该实施方式并不限制本技术,本领域的普通技术人员根据该实施方式所做出的结构、方法、或功能上的变换均包含在本技术的保护范围内。
33.参图1所示为本技术提供的一种电池片100,其具有两个相邻的电池区域。所述电池片100经对半分割(如图1中虚线所示),得到两相应的太阳能电池101,所述太阳能电池101为半片式电池。
34.结合图2至图4所示,所述太阳能电池101包括硅基底1、设置在所述硅基底1表面且沿第一方向延伸的电极主栅以及沿垂直于第一方向的第二方向延伸设置的边缘主栅。具体地,所述硅基底1两侧表面分别设置有正面电极与背面电极。所述正面电极包括沿第一方向延伸的若干正面主栅21、沿垂直于第一方向的第二方向延伸设置的正面边缘主栅22及沿所述第二方向延伸且与所述正面主栅21相连接的正面副栅23;所述背面电极包括沿第一方向延伸的若干背面主栅31、沿第二方向延伸设置的背面边缘主栅32。此处,所述太阳能电池101设置为双面电池,所述背面电极还包括沿所述第二方向延伸的背面副栅33。
35.通常地,就p型电池而言,所述正面电极设置为银电极;所述背面电极一般先在所述硅基底1的背表面印刷背面银浆(图4所示),干燥后,再印刷相应的银铝浆,并经烧结形成前述背面电极。所述背面主栅31包括沿第一方向间隔设置的若干子电极311、环绕所述子电极311且与所述子电极311至少部分重叠相接的框状部312、连接至所述背面边缘主栅32的连接部313,所述连接部313在接近所述背面边缘主栅32的方向上宽度逐渐增大。其中,所述子电极311为前述背面银浆烧结得到的银电极;所述框状部312、连接部313则由前述银铝浆烧结得到。当然,所述子电极311也可直接连接至所述背面边缘主栅32,在此不再具体赘述。
36.所述硅基底1大致呈矩形,其具有沿第一方向相对设置且相互平行的两侧边11,所述侧边11为该硅基底1的长边。所述正面边缘主栅22、背面边缘主栅32两者分别邻近所述硅基底1的两侧边11设置。对于前述电池片100来说,所述正面边缘主栅22邻近该电池片100的边缘设置;两根所述背面边缘主栅32则设置在所述电池片100的中间位置。本实施例中,两个所述太阳能电池101的背面边缘主栅32可由印制在所述电池片100上的同一条电极栅线分割后得到。为节省浆料用量,也可在所述电池片100待分割线的两侧印制两条电极栅线。
37.所述正面主栅21朝向所述正面边缘主栅22的一端形成有连接在所述正面边缘主栅22上的边缘焊盘211,所述边缘焊盘211能够提高所述正面主栅21与正面边缘主栅22连接处的电流传输性能。优选地,所述边缘焊盘211沿第一方向的延伸长度设置为4~8mm;且所述边缘焊盘211沿第二方向的宽度设置为0.4~2mm。
38.本实施例中,所述边缘焊盘211设置呈梯形,所述边缘焊盘211的底边的长度设置为1.6~2.0mm且该底边与所述正面边缘主栅22相接,所述边缘焊盘211的顶边远离所述正面边缘主栅22且其长度设置为0.8~1mm。参图5与图6所示,所述边缘焊盘211设置呈哑铃状。所述边缘焊盘211在组件产品中的作用后文也将进一步详细描述。
39.所述正面主栅21还具有沿第一方向间隔排布的若干焊盘212,任一所述焊盘212均小于所述边缘焊盘211;所述所述正面主栅21对远离所述边缘焊盘211的一端呈分叉设置。
其中,所述焊盘212包括设置在所述正面主栅21中间区域的第一焊盘212a、位于所述正面主栅21远离所述边缘焊盘211一端的第二焊盘212b,所述第一焊盘212a沿第二方向的宽度小于所述第二焊盘212b沿第二方向的宽度。需要说明的是,此处并非限定所述第一焊盘212a设置在正面主栅21的中点位置,所述第一焊盘212a与第二焊盘212b之间、第一焊盘212a与边缘焊盘211之间还设有其它焊盘,整体而言,所述正面主栅21上所设置的焊盘212的宽度自该正面主栅21的中间区域向两端逐渐增大。
40.除此,为降低浆料耗量,所述正面边缘主栅22、背面边缘主栅32还可设置呈分段式结构,具体可根据所述太阳能电池101及相应的组件产品需求进行设计。
41.参图7所示,本技术提供的光伏组件包括若干电池串200,所述电池串200包括沿第一方向依次交叠排布的若干太阳能电池101,所述电池串200的排布方式、每一所述电池串200中的太阳能电池101数目均可根据实际需求进行设计。
42.结合图8所示,所述电池串200还包括设置在相邻所述太阳能电池101的交叠区域201内的导电层202、连接在所述太阳能电池101的正面主栅21上的正面汇流件203及连接在所述背面主栅31上的背面汇流件204。所述交叠区域201的宽度设置为1~1.4mm,兼顾相邻所述太阳能电池101的连接可靠性与电池受光面积的损失。所述导电层202可设置为导电胶;所述正面汇流件203与背面汇流件204可采用圆形焊带。在本技术的其它实施方式中,所述导电层202还可采用柔性扁平焊带、锡膏或金属焊料等。
43.其中,所述导电层202设置在其一所述太阳能电池101的正面边缘主栅22与另一所述太阳能电池101的背面边缘主栅32之间。优选地,所述导电层202不超出相应两所述太阳能电池101的交叠区域201,避免影响所述太阳能电池101的受光面积。
44.相邻所述太阳能电池101通过导电层202实现电性连接,并通过所述正面汇流件203与背面汇流件204增强表面电流的收集与传输性能。所述正面汇流件203朝向所述正面边缘主栅22的一端连接在所述边缘焊盘211上且与所述交叠区域201间隔设置,换言之,所述正面汇流件203不延伸至所述交叠区域201内,减小所述太阳能电池101的边缘应力,大大降低隐裂风险。同理,所述背面汇流件204同样不延伸所述交叠区域201内。
45.在进行电池串200的制备过程中,由于所述正面主栅21的宽度较小,所述正面汇流件203的末端即靠近所述正面边缘主栅22的位置可能出现偏斜、脱焊,大大影响所述正面汇流件203的电流收集与传输作用,也影响组件产品的整体外观。通过所述边缘焊盘211不仅实现所述正面主栅21与正面边缘主栅22的可靠连接,且所述正面汇流件203朝向正面边缘主栅22的末端能够牢固焊接并固定在该边缘焊盘211上,保证相邻所述太阳能电池101的可靠连接及整体美观性。除此,所述正面主栅21上间隔排布的焊盘212同样用以确保所述正面汇流件203的可靠焊接与固定。
46.综上所述,本技术太阳能电池101通过在正面主栅21连接正面边缘主栅22的一端设置边缘焊盘211,提高所述正面主栅21与正面边缘主栅22连接处的电流传输性能,且结构更为美观。本技术光伏组件采用上述太阳电池101制得相应的电池串200,仅通过所述导电层202实现相邻太阳能电池101的电性连接,所述正面汇流件203增强表面的电流收集与传输性能的同时,不影响太阳能电池的交叠,降低边缘隐裂风险。所述边缘焊盘211也能有效避免所述正面汇流件203邻近所述正面边缘主栅22的末端出现偏斜、脱焊,保证所述正面汇流件203与正面主栅21的可靠连接,提高产品质量。
47.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
48.上文所列出的一系列的详细说明仅仅是针对本技术的可行性实施方式的具体说明,它们并非用以限制本技术的保护范围,凡未脱离本技术技艺精神所作的等效实施方式或变更均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。