从真空袋回收尼龙6,6塑料以获得用于3d打印工艺的长丝或粉末的方法
技术领域
1.本发明涉及从真空袋回收塑料尼龙6,6以获得用于塑料3d打印的长丝或粉末的方法,例如通过使用熔丝制造(fused filament fabrication,fff)打印机和/或选择性激光烧结(selective laser sintering,sls)打印机。
2.3d打印的航空飞行或非飞行部件能够用这些回收的长丝或粉末生产。作为非飞行部件的例子,能够包括工具或其他制造元件。
背景技术:
3.如今,作为熔丝制造(fused filament fabrication,fff)的长丝或用于选择性激光烧结(selective laser sintering,sls)工艺的粉末的基础的原塑料是从原始材料(virgin material)中获得的。对于纤维增强剂观察到相同的情况:它们从对于原纤维已知的传统制造方法中获得。
4.目前,没有任何用于回收真空袋的工艺或程序,这些真空袋广泛用于预浸材料的固化工艺和/或基于真空的注入工艺,例如lri、vartm、rfi等。
5.然而,有一些方法和工艺用于回收聚酰胺。由于制成真空袋的材料尼龙6,6是聚酰胺家族的一部分,这为广泛用于复合材料工业且能够再用于其它应用的这种材料打开了寻找第二次生命的可能性。
6.迄今为止,目前回收聚酰胺的方法进行解聚合和再聚合的工艺,如以下专利文件中所公开:
7.‑
us 8366977 b2:制作回收的聚酰胺纱的工艺。
8.‑
us 2004/0249001 a1:高反应性尼龙的溶液复原工艺及其制品。
9.‑
us 6187917 b1:从含聚酰胺的地毯解聚合获得的己内酰胺的提纯工艺。
10.‑
us 2004/0186190 a1:基于溶剂的复原和回收聚酰胺材料。
11.关于回收的增强纤维,目前有从如热解或溶剂分解的碳纤维增强工艺中获得纤维的开发工艺。由于如汽车行业等多个行业的兴趣,这些行动正得到更多的重视。
12.然而,迄今为止,这些增强剂并没有用于增强增材制造(additive manufacturing)长丝,它们主要用于通过短纤维增强模制制造的非高负载组件。
13.目前,尼龙6,6不进行组合使用,且利用短纤维增强用于在飞行器中没有结构要求的部件,这些部件通过传统方法制造,例如机加工圆条。此外,它还在航空工业中用于原型和模型的设计以及钻孔模板的制造。
14.如今,与飞行器中的复合材料部件增加相关的主要问题之一是生产工厂中获得的材料废料/废品的数量,这极其影响部件的生命周期:
15.‑
辅助材料/真空袋:在部件固化工艺(高压釜(autoclave)或ooa)中,需要大量的真空袋,一旦进行固化工艺其就会被扔掉。
16.‑
复合材料/纤维增强塑料(frp)废料:此外,在部件生产中会获得数吨cfrp废料,
如今其大多被掩埋。
17.事实上,随着预期的环境法规变化,这个问题在未来可能会更大,这可能限制材料废品。因此,尽快需要减少和/或回收在复合材料部件生产中获得的材料废品的解决方案。
18.另一方面,3d打印(也称为增材制造(additive manufacturing))是一种在航空或其它领域的应用中具有高优势的技术,其现在正在被广泛开发和探索以得到其充足的潜力。特别地,塑料和增强塑料3d打印正在市场上崭露头角,并在不同的应用(例如低负载部件)中也显示出高潜力。
技术实现要素:
19.本发明的目的是提供从真空袋(例如,用于飞行器部件生产中的那些)回收塑料尼龙6,6以获得用于3d打印工艺的长丝或粉末的方法,从而能够减少在复合材料部件生产中获得的废弃材料。
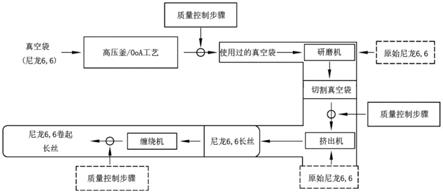
20.本发明提供一种从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的长丝的方法,其包括以下步骤:
21.‑
提供使用过的尼龙6,6真空袋,
22.‑
检查使用过的真空袋的状态的质量控制步骤,
23.‑
从使用过的真空袋形成更小的部件的步骤:
24.‑
将真空袋放入研磨机中,在研磨机中它们被切成更小的块,或
25.‑
将真空袋切成膜,膜被卷起且然后被引入挤出机和切割机组中以获得球粒,
26.‑
检查块的状态的质量控制步骤,
27.‑
挤出步骤:将更小的块或球粒引入挤出机中,在挤出机中它们被熔化,且熔化的混合物被冷却并通过挤出机的机头排出以生产回收的长丝,以及
28.‑
缠绕步骤:将从挤出机出来的回收的长丝卷成线圈。
29.本发明还提供一种从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的粉末的方法,其包括以下步骤:
30.‑
提供使用过的尼龙6,6真空袋,
31.‑
检查使用过的真空袋的状态的质量控制步骤,以及
32.‑
研磨步骤:将真空袋放入研磨机中,在研磨机中它们被切成粉末粒。
33.本发明展现出与材料回收相关的几个优点,该材料假定被只使用一次,用于创新性的应用/使用(3d打印):
34.‑
积极的环境影响/生命周期评估:
35.о回收真空袋的尼龙6,6允许袋被再利用于与以前完全不同的创新目标。
36.о来自纤维增强塑料的增强剂能够通过将它们再次引入产品生命周期而不是将它们掩埋来再利用。
37.о从环境要点/生命周期评估的角度,使3d打印工艺更具吸引力。
38.‑
积极的经济/成本影响:
39.о减少新塑料和增强剂购买、3d打印工艺/部件的原材料的成本。
40.о减少废品生产和处理的经济和品牌形象成本。
41.о回收产品向其它行业(航空航天领域以外)的潜在销售。
42.本发明的其它特征和优点将从以下与附图相关的、示出其目的的几个实施方式的详细描述中变得清楚。
附图说明
43.图1a显示第一替代方案中本发明的从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的未增强长丝的方法的示意图。
44.图1b显示第二替代方案中本发明的从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的未增强长丝的方法的示意图。
45.图2显示图1a的研磨机的示意图。
46.图3显示图1a的挤出机的示意图。
47.图4显示图1a或1b的缠绕机和缠绕工艺的示意图。
48.图5a显示第一替代方案中本发明的从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的增强长丝的方法的示意图。
49.图5b显示第二替代方案中本发明的从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的增强长丝的方法的示意图。
50.图6显示本发明的从真空袋回收塑料尼龙6,6以获得用于3d打印工艺的粉末的方法的示意图。
具体实施方式
51.本发明涉及从真空袋2(例如,用于飞行器部件生产中的那些)回收塑料尼龙6,6以获得用于3d打印工艺的长丝9或粉末、特别是用于飞行器部件生产的方法。
52.长丝9被用于熔丝制造(fused filament fabrication,fff)和选择性激光烧结(selective laser sintering,sls)的粉末。
53.a)长丝制造
54.回收的长丝9可以在增强或不增强的情况下从生产真空袋2和cfrp废料获得。
55.接下来的回收真空袋2(尼龙6,6)的工艺/步骤,包括3d打印长丝生产,如下所述:
56.提供使用过的尼龙6,6真空袋2
57.质量控制步骤:
58.为了控制真空袋2是否已经历任何类型的问题,需要质量控制步骤。这种控制应该定期进行,包括目视检查以检测颜色、外观、刚性或柔性的任何变化,其包括结晶度改变和/或树脂残留物的浓度,和热分析,例如热重分析(thermogravimetry,tma),以检测不同参数(例如重量减少百分比)中的潜在影响。
59.此外,质量控制可以在回收工艺结束时定期进行,以检查最终产品(长丝)是否具有规定的/所需的应用特性。
60.从使用过的真空袋形成更小的部件的步骤:
61.一旦真空袋2已用于固化工艺(高压釜或ooa:非高压釜(out
‑
of
‑
autoclave)),并在分析(如果需要)后,它们会被捡起,且它们能够:
62.a)被放入研磨机1中,在研磨机中它们被切成更小的小块3(例如,0.5
×
0.5cm),使得由于它们更大的表面积而更快熔化。取决于真空袋2材料的总面积重量,能够考虑不同的
块尺寸。
63.此过程几乎是即时的,因此,随着真空袋2进入研磨机1中,小切块3以不停的进程离开研磨机1。因此,此步骤的长度取决于使用过的真空袋2的数量,以及在混合的情况下,取决于遵循相同程序的原始尼龙6,6的数量,或:
64.b)被切成膜,然后膜被卷起且然后被引入挤出机和切割机组中以获得球粒。
65.如所指出,添加原始材料的工艺不是强制性的,但有助于提高再利用材料的质量。
66.质量控制步骤
67.在之前的步骤后进行更小的块3或球粒的质量控制。此质量控制步骤包括以下一项或多项控制:
68.‑
热分析,例如差示扫描量热法(differential scanning calorimetry,dsc),以检测玻璃化转变温度(glass transition temperature,tg)、熔化温度(tm)或结晶度的范围的变化,和
69.‑
分子量分析,例如凝胶渗透色谱(gel permeation chromatography,gpc)。
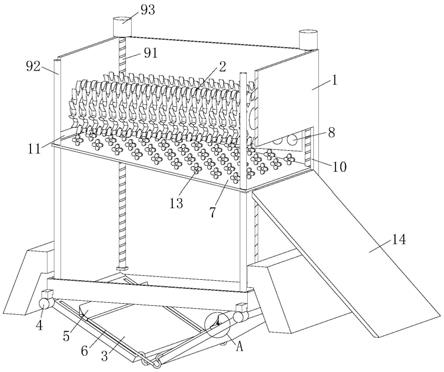
70.挤出步骤:
71.为了生产长丝9的目的,更小的块3或球粒被引入带有发动机8的挤出机15中。为此,更小的块3或球粒通过料斗4且它们在高于尼龙6,6的熔化温度(≈273℃)的温度下在挤出机15的中央部分(机筒5和螺杆6)进行熔化。如所指出,切割的原始尼龙6,6也能够被添加(例如,以50:50的比例,或以任何其它比例)并一起熔化。最后,熔化/熔融的混合物通过机头7从挤出机15排出,由于温度下降,这使熔化/熔融的混合物成形为设计的长丝9(直径1.75
‑
3mm)。对于第一步骤,此步骤的长度取决于提供小切块3或球粒的使用过的真空袋2的数量,以及在混合的情况下,取决于所需的原始尼龙6,6的数量。
72.室外温度或冷却器促进刚好在机头7之后的冷却和固化。此外,长丝9还能够在稍后被染色。
73.在第一步骤中,原始尼龙6,6也能够与真空袋2一起被添加(例如,以50:50的比例,或以任何其它比例)到相同的研磨机1且然后一起熔化。
74.如所提及,长丝9能够通过添加例如碳、玻璃或芳族聚酰胺纤维的不同的纤维,或例如cnts、石墨烯(graphene)、炭黑、纳米粒子等的其它增强剂来增强。与此提案相关的是引入回收的纤维(例如,回收的短纤维(recycled short fibre):图5a和5b中的回收的sf),其来自于航空部件生产中期间获得的纤维增强塑料废料,通过热解或溶剂分解的标准工艺,并还应用研磨/切割工艺来获得切割纤维,其需要与塑料、尼龙6,6、更小的块3或球粒相结合也被送入挤出工艺。
75.增强剂能够在挤出步骤之前的复合步骤中获得,其中更小的块3或球粒和纤维增强剂被引入挤出机和切割机组中用于混合步骤,以获得待在挤出步骤中使用的增强的更小的块或增强球粒。
76.加入不同重量百分比纤维进行的测试令人满意,准备了30%和40%的试验。
77.缠绕步骤:
78.当增强或未增强的回收的尼龙6,6长丝9离开挤出机15时,它们通过使用缠绕工艺被卷成线圈10。为了被放置在3d打印设备中,每个线圈10本身必须有大约270米的长丝9卷起。
79.图4显示具有中间滑轮11、滑轮12、发动机13和张力轴承14的缠绕机16和缠绕工艺的示意图。
80.b)粉末制造(图6):
81.以下步骤描述了用于回收真空袋2材料(尼龙6,6)作为3d打印粉末材料的工艺:
82.提供使用过的尼龙6,6真空袋2
83.质量控制步骤:
84.为了控制真空袋2是否已经历任何类型的问题,需要质量控制步骤。这种控制应该定期进行,包括:目视检查以检测颜色、外观、刚性或柔性的任何变化,其包括结晶度改变和/或树脂残留物的浓度,和热分析,例如热重分析(thermogravimetry,tma),以检测不同参数(例如重量减少百分比)中的潜在影响。
85.此外,质量控制可以在回收工艺结束时定期进行,以检查最终产品(粉末)是否具有规定的特性。
86.研磨步骤:
87.在固化工艺和分析(如果需要)后,将真空袋2放入研磨机1中,通过将它们切割来生产非常小的块(具有0.1mm直径的粒的粉末)。
88.使用过的真空袋2也能够与原始尼龙6,6混合(以50:50的比例,或以任何其它比例),以提高使用过的材料的质量,同时提供0.1mm直径的粉末粒。
89.此外,在此步骤中,回收的尼龙/原始尼龙6,6也能够按所需比例与小块碳或玻璃纤维以及任何其它增强剂混合,这些增强剂是回收(由通过热解或溶剂分解和切割/研磨工艺从cfrp废料中获得粉末来获得)或非回收的。
90.质量控制步骤
91.在研磨步骤后进行粉末的质量控制。此质量控制步骤包括以下一项或多项控制:
92.‑
热分析,例如差示扫描量热法(differential scanning calorimetry,dsc),以检测玻璃化转变温度(glass transition temperature,tg)、熔化温度(tm)或结晶度的范围的变化,和
93.‑
分子量分析,例如凝胶渗透色谱(gel permeation chromatography,gpc)。
94.所得粉末可用于3d sls打印机。
95.混合能够在相同的研磨机1内同时进行,或每种材料能够在不同的研磨机中切碎,且然后将提供的粉末混合(50:50)。
96.利用回收的长丝9借助fff技术的增材制造看来是低速生产或需要高nrc投入的无负载应用的好选择。对于这些应用,与其它技术(注射模制
……
)相比,增材制造技术似乎是更好的选择。
97.虽然本发明已经结合优选实施例被充分描述,但显然在其范围内可以引入修改,不认为这受到这些实施例限制,而是受到权利要求的内容的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。