1.本发明涉及门套加工技术领域,具体涉及一种基于门套定尺锯切装置的门套柔性定尺锯切方法。
背景技术:
2.传统的门套柔性定尺锯为一端锯片固定,另一端锯片可移动。使用时通常需要根据门套的长度尺寸调整移动端锯片的位置,后将门套置于两个锯片之间,实现同时锯切。锯切完一个门套后,门套离开锯切工位后,移动端锯片调整至下一个待锯切门套的定尺位置,另一个门套才能进料。两个门套锯切之间停顿时间较长,产出效率较低。
技术实现要素:
3.为了解决上述问题,本发明提供一种基于门套定尺锯切装置的门套柔性定尺锯切方法,使用第一锯切机构、第二锯切机构以及数控送料机的配合可以在两个工位上完成不同门套齐头和定尺切割任务,进料、锯切或出料同时进行,还省去了锯切机构调整移动时间,极大的提高了门套加工的效率。
4.为了实现以上目的,本发明采取的一种技术方案是:
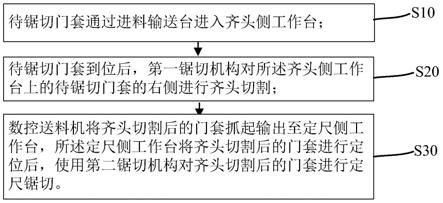
5.一种基于门套定尺锯切装置的门套柔性定尺锯切方法,包括如下步骤:s10待锯切门套输送至齐头侧工作台定位;s20第一锯切机构对所述齐头侧工作台上的待锯切门套的一侧进行齐头锯切;s30所述定尺侧工作台将齐头切割后的门套进行定位后,使用第二锯切机构对齐头切割后的门套的另一侧进行定尺锯切。
6.进一步地,所述门套定尺锯切装置包括数控送料机、所述齐头侧工作台、所述第一锯切机构、所述第二锯切机构以及所述定尺侧工作台,所述齐头侧工作台以及所述定尺侧工作台并排排列,所述数控送料机位于所述齐头侧工作台的一侧,所述第一锯切机构与所述第二锯切机构位于所述齐头侧工作台以及所述定尺侧工作台之间,所述第二锯切机构位于所述第一锯切机构与所述定尺侧工作台之间。
7.进一步地,所述门套定尺锯切装置还包括进料输送台,所述进料输送台与所述数控送料机分别位于所述齐头侧工作台的两侧,所述进料输送台包括辊筒式横向输送台以及输送带式纵向输送台,所述输送带式纵向输送台通过升降机构设置在所述辊筒式横向输送台的辊筒之间,所述输送带式纵向输送台的一端位于所述辊筒式横向输送台的辊筒之间,所述输送带式纵向输送台的另一端与所述齐头侧工作台连接。
8.进一步地,所述输送带式纵向输送台包括至少两个第一输送带以及至少两个第二输送带,所述第一输送带通过升降机构设置在所述辊筒式横向输送台的机架上,每个所述第一输送带位于两根辊筒之间;所述第二输送带通过升降机构设置在所述齐头侧工作台的机架上,所述第二输送带与所述第一输送带的送料方向与待切割的门套的宽度方向平行。
9.进一步地,所述数控送料机采用龙门机构或多轴机器手,所述龙门机构包括龙门架、横梁、滑移机构以及夹持机构,所述横梁设置在所述龙门架的顶端,所述滑移机构与所
述横梁通过齿轮齿条结构可滑动连接,所述夹持机构设置在所述滑移机构上。
10.进一步地,所述夹持机构为吸盘或夹手组件。
11.进一步地,所述滑移机构包括升降滑座以及夹持架,所述升降滑座与所述横梁通过齿轮齿条结构可滑动连接,所述夹持架通过升降机构设置在所述升降滑座上。
12.进一步地,所述数控送料机构还包括调节伸缩拉杆以及第一连接板,所述第一连接板通过齿轮齿条结构与所述横梁及所述升降滑座连接,所述调节伸缩拉杆的一端与所述夹持架连接,所述调节伸缩拉杆的另一端设置在所述升降滑座上,所述夹持架可转动设置在所述升降滑座上。
13.进一步地,所述齐头侧工作台以及所述定尺侧工作台的机架还设置限位机构以及下压紧机构。
14.进一步地,所述第一锯切机构包括第一机架、锯座、第二连接板以及第三连接板,所述第三连接板通过滚珠丝杆与第一机架连接,所述第三连接板上设置调节气缸,所述第二连接板通过导向滑轨设置在所述第三连接板上,所述锯座设置在所述第二连接板上,所述调节气缸的输出轴与所述锯座相连,所述第一锯切机构的锯片设置在所述锯座上。本发明的上述技术方案相比现有技术具有以下优点:
15.(1)本发明的一种基于门套定尺锯切装置的门套柔性定尺锯切方法,使用第一锯切机构、第二锯切机构以及数控送料机的配合可以在两个工位上完成不同门套齐头和定尺切割任务,进料、锯切或出料同时进行,还省去了锯切机构调整移动时间,极大的提高了门套加工的效率。
16.(2)本发明的一种基于门套定尺锯切装置的门套柔性定尺锯切方法,所述数控送料机构还包括调节伸缩拉杆以及第一连接板,当需要对长度较短的门套进行加工时,可以将所述夹持架倾斜,避免定尺切割时误将所述夹持架损坏。
17.(3)本发明的一种基于门套定尺锯切装置的门套柔性定尺锯切方法,进料输送台优选双向工作台,可与门套上游加工工序直接连接,提高了设备的自动化程度,提高了生产效率。
18.(4)本发明的一种基于门套定尺锯切装置的门套柔性定尺锯切方法,门套可在滑移机构的带动下从齐头侧工作台输出至定尺侧工作台,通过所述滑移机构的滑移位置即可确定待加工门套移动的位置,进而确定锯切位置,不需要额外的定位机构即可实现定尺切割。
附图说明
19.下面结合附图,通过对本发明的具体实施方式详细描述,将使本发明的技术方案及其有益效果显而易见。
20.图1所示为本发明一实施例的基于门套定尺锯切装置的门套柔性定尺锯切方法的流程图;
21.图2所示为本发明一实施例的门套定尺锯切装置的结构图;
22.图3所示为本发明一实施例的数控送料机的结构图;
23.图4所示为本发明一实施例的第一锯切机构的结构图。
24.图中附图标记:
25.11辊筒式横向输送台、12输送带式纵向输送台、121第一输送带、122第二输送带、2数控送料机、21龙门架、22横梁、23升降滑座、24夹持架、25夹手、251第一夹板、252第二夹板、253实时定位机构、26调节伸缩拉杆、27第一连接板、3齐头侧工作台、4第一锯切机构、41第一机架、42锯座、43第二连接板、44第三连接板、45调节气缸、5第二锯切机构、6定尺侧工作台、7限位机构、8下压紧机构、9门套。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本实施例提供了一种基于门套定尺锯切装置的门套柔性定尺锯切方法,如图1所示,包括如下步骤:s10待锯切门套输送至齐头侧工作台3定位。s20第一锯切机构4对所述齐头侧工作台3上的待锯切门套的一侧进行齐头锯切。s30所述定尺侧工作台6将齐头切割后的门套进行定位后,使用第二锯切机构5对齐头切割后的门套的另一侧进行定尺锯切。
28.如图2所示,所述门套定尺锯切装置包括进料输送台、数控送料机2、所述齐头侧工作台3、所述第一锯切机构4、所述第二锯切机构5以及所述定尺侧工作台6,所述齐头侧工作台3以及所述定尺侧工作台6并排排列,所述进料输送台与所述数控送料机2分别位于所述齐头侧工作台3的两侧,所述第一锯切机构4与所述第二锯切机构5位于所述齐头侧工作台3以及所述定尺侧工作台6之间,所述第二锯切机构5位于所述第一锯切机构4与所述定尺侧工作台6之间。
29.所述进料输送台根据来料方式选择双向或单向进料方式。优先所述进料输送台为双向输送台,此时所述进料输送台包括辊筒式横向输送台11以及输送带式纵向输送台12,所述辊筒式横向输送台11与上道加工工序相连接,提高了设备的自动化程度。所述输送带式纵向输送台12用于将所述辊筒式横向输送台11的门套输出至所述齐头侧工作台3上。所述输送带式纵向输送台12通过升降机构设置在所述辊筒式横向输送台11的辊筒之间,所述输送带式纵向输送台12的一端位于所述辊筒式横向输送台11的辊筒之间,所述输送带式纵向输送台12的另一端与所述齐头侧工作台3连接。所述输送带式纵向输送台12包括至少两个第一输送带121以及至少两个第二输送带122,所述第一输送带121通过升降机构设置在所述辊筒式横向输送台11的机架上,每个所述第一输送带121位于两根辊筒之间,确保输送的稳定性。所述第二输送带122通过升降机构设置在所述齐头侧工作台3的机架上,所述第二输送带122与所述第一输送带121的送料方向与待切割的门套的宽度方向平行。所述齐头侧工作台3以及所述定尺侧工作台6的机架还设置限位机构以及下压紧机构8,在切割的过程中避免门套晃动,提高切割的稳定性。
30.使用时,首先所述输送带式纵向输送台12位于所述辊筒式横向输送台11的辊筒的下方,待锯切门套通过所述辊筒式横向输送台11输出至指定位置,后升降机构将所述输送带式纵向输送台12升起,待锯切门套承载在所述第一输送带121,所述第一输送带121启动,将待锯切门套输送至所述第二输送带122,进而通过所述第二输送带122输出至所述齐头侧工作台3上。当待锯切门台至指定位置时,所述限位机构检测到后,所述输送带式纵向输送
台12停止运行,并在升降机构的带动下下降,使得待锯切门套承载在所述齐头侧工作台3上。所述下压紧机构8将待锯切门套压实定位在所述齐头侧工作台3上,所述第一锯切机构4对待锯切门套进行锯切,完成齐头锯切任务。
31.如图3所示,所述数控送料机2采用龙门机构或多轴机器手,所述龙门机构包括龙门架21、横梁22、滑移机构以及夹持机构,所述横梁22设置在所述龙门架21的顶端,所述滑移机构与所述横梁22通过齿轮齿条结构可滑动连接,所述夹持机构设置在所述滑移机构上,所述夹持机构位于所述齐头侧工作台的正上方。所述夹持机构为吸盘或夹手组件,所述夹持机构优选夹手组件。所述滑移机构包括升降滑座23以及夹持架24,所述升降滑座23与所述横梁22通过齿轮齿条结构可滑动连接,所述夹持架24通过升降机构设置在所述升降滑座23上。每组所述夹手25包括第一夹板251、第二夹板252以及实时定位机构253,所述实时定位机构253设置在所述夹持架24上,所述实时定位机构253的一端与所述第一夹板251连接,所述实时定位机构253的另一端与所述第二夹板252连接。
32.使用时,当所述第一锯切机构4将待锯切门套齐头锯切完成后,所述夹手25在升降机构的带动下向下运动,至所述第一夹板251、所述第二夹板252分别位于带锯切门套的两侧,所述下压紧机构8松开,所述第一夹板251与所述第二夹板252将待锯切门套夹起。待锯切门套通过所述数控送料机2输出至所述定尺侧工作台6,所述定尺侧工作台6上的下压紧机构8将齐头锯切完成的门套压紧定位,所述第二锯切机构5继续定尺锯切,完成门套的定尺锯切任务。
33.所述数控送料机2构还包括调节伸缩拉杆26以及第一连接板27,所述第一连接板27通过齿轮齿条结构与所述横梁22及所述升降滑座23连接,所述调节伸缩拉杆26的一端与所述夹持架24连接,所述调节伸缩拉杆26的另一端设置在所述升降滑座23上,所述夹持架24可转动设置在所述升降滑座23上。当待锯切门套的整体长度小于所述夹手25间的最大间距时,所述夹持架24上的所述夹手25的有效使用长度减小,此时为了避免所述第二锯切机构5将所述夹持架24损伤,可以使用调节伸缩拉杆26将所述夹持架24倾斜一定的角度,仅使用所述夹持架24某一端的所述夹手25将待锯切门套夹起,并输送至所述定尺侧工作台6上。
34.如图4所示,所述第一锯切机构4包括第一机架41、锯座42、第二连接板43以及第三连接板44,所述第三连接板44通过滚珠丝杆与第一机架41连接,所述第三连接板44上设置调节气缸45,所述第二连接板43通过导向滑轨设置在所述第三连接板44上,所述锯座42设置在所述第二连接板43上,所述调节气缸45的输出轴与所述锯座42相连,所述第一锯切机构4的锯片设置在所述锯座42上。
35.使用时,当待锯切门套输出至所述齐头侧工作台3前,所述锯座42在所述调节气缸45的控制下远离锯切位置,所述待锯切门套输出至所述齐头侧工作台3且定位后,所述锯座42在所述调节气缸45的控制下到达指定锯切位置,完成锯切任务。所述第二锯切机构5的结构与所述第一锯切机构4的结构类似,在此不再赘述。
36.以上所述仅为本发明的示例性实施例,并非因此限制本发明专利保护范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。